PROFILO DI RISCHIO NEL
COMPARTO FRANTOI
CICLO PRODUTTIVO DEL FRANTOIO
Tipologia di lavorazione
1. Flowchart .1. (metodo tradizionale)
Fase lavorativa Macchine
utilizzate
|
|
|
Manuale e/o meccanica |
|
|
|
|
|
|
|
|
Lavatrice |
||
|
|
|
|
|
|
|
Frantoio a macine |
||
|
|
|
|
|
|
|
Impastatrice - gramolatrice |
||
|
|
|
|
|
|
|
Impannellatrice e carrello porta
pannelli |
||
|
|
|
|
|
|
|
Presse idrauliche |
||
|
|
|
|
|
|
|
Centrifughe a dischi (separatori) |
||
2. Flowchart .2. (metodo continuo)
Fase lavorativa Macchine
utilizzate
|
|
|
Manuale e/o meccanica |
|
|
|
|
|
|
|
|
Lavatrice |
||
|
|
|
|
|
|
|
Molino a cilindri o martelli |
||
|
|
|
|
|
|
|
Impastatrice - gramolatrice |
||
|
|
|
|
|
|
|
Estrattori centrifughi (decanter) |
||
|
|
|
|
|
|
|
Centrifughe a dischi (separatori) |
||
|
1. COMPARTO |
FRANTOI OLEARI
|
|
2. CODICI ISTAT |
|
|
|
|
|
|
|
|
|
3. CODICE ISPESL |
|
(riservato all’ufficio)
ZONA DI RILEVAZIONE
|
4. NAZIONALE: |
|
|
5. REGIONALE |
TOSCANA |
|
6. PROVINCIALE |
FIRENZE |
|
7. USL |
10 FIRENZE, ZONA SUD-EST |
|
8.ANNO DI
RILEVAZIONE |
2 |
0 |
0 |
1 |
|
|
|
|
|
9. NUMERO ADDETTI: |
|
70
|
|
|
|
|
|
9A. IMPIEGATI: |
|
uomini donne |
|
|
|
|
|
|
70 |
uomini donne |
|
|
|
|
44
10. NUMERO AZIENDE :
All. 2/B
|
|
|
||
|
11. STRUTTURA DI RILEVAZIONE |
U.F. PREVENZIONE, IGIENE E SICUREZZA |
||
|
|
|
||
|
|
NEI LUOGHI DI LAVORO ZONA SUD-EST |
||
12. REFERENTE: Ing.
Mauro Giannelli, P.A. Paolo Borghi, P.I. Roberto Ghirelli,
Dr. Maria Teresa Mechi, P.I.
Donatella Pagni
|
INDIRIZZO: |
via Chiantigiana,
37 |
||
|
|
|
||
|
CAP: |
50126 |
|
|
|
|
|
||
|
CITTA’: |
FIRENZE |
||
|
|
|
||
|
PROVINCIA: |
FI |
|
|
|
|
|
||
|
TELEFONO: |
0556530631 |
|
|
|
|
|
|
|
|
FAX: |
0556532383 |
|
|
|
|
|
|
|
|
E-MAIL: |
|
||
|
|
|
|
|
13.
INFORTUNI:(quinquennio 1995-1999)
|
TOTALE: |
8 |
DI CUI MORTALI |
/ |
14. MALATTIE PROFESSIONALI:
|
DENOMINAZIONE |
N° CASI |
COD. INAIL |
|
/ |
|
|
|
/ |
|
|
|
/ |
|
|
|
/ |
|
|
|
/ |
|
|
|
/ |
|
|
|
/ |
|
|
|
/ |
|
|
NOTE:
DOCUMENTO DI COMPARTO
“L’olivo
è una pianta che l’uomo ha coltivato fin dai tempi più remoti ed ha
rappresentato man mano, oltre che una notevole fonte di reddito, anche il
simbolo della sapienza, della prosperità, della gloria e della pace. [1]
La
coltivazione dell’olivo in Italia interessa oltre 1 milione di aziende (44,9%
del totale), con una superficie di circa 1,2 milioni di ettari, con una media
aziendale di 1,2 ettari, ed una produzione complessiva di circa 27 milioni di
quintali; tali aziende accrescono il peso relativo sul complesso delle aziende
agricole, che passa dal 37,0% nel 1990 al 44,9% nel 1999. (ISTAT 2000)
Particolarmente
diffusa nelle regioni mediterranee, l’olivicoltura rappresenta un’attività
importante sia per l’economia rurale che per l’equilibrio ecologico delle
regioni produttrici. Nell’insieme dell’UE si contano all’incirca 2.240.000
olivicoltori, di cui 850.000 in Italia, al secondo posto fra i produttori di
olive, dopo la Spagna.(ISTAT 1999)
In
Provincia di Firenze la superficie coltivata ad olivo è di 29.436,72 ha di cui
401,46 ha per olive da tavola e 29.035,26 ha per la produzione di olio. (ISTAT
1991 – Censimento agricoltura)[4]
Il territorio interessato da questo studio comprende i
comprensori del Chianti Fiorentino, Valdarno Fiorentino e bassa Val di Sieve,
complessivamente 13 Comuni (Bagno a Ripoli, Barberino Val d’Elsa, Figline
Valdarno, Greve in Chianti, Impruneta, Incisa Valdarno, Pelago, Pontassieve,
Reggello, Rignano sull’Arno, Rufina, San Casciano Val di Pesa, Tavarnelle Val
di Pesa ). E’ caratterizzato da piccoli e medi centri abitati, posti
all'interno di una zona agricola in cui primeggiano le colture della vite e
dell'olivo con i relativi impianti di trasformazione.
I frantoi
operanti su questo territorio sono 44 (corrispondente al 68% dei frantoi
presenti sul territorio della ASL 10 di Firenze), di dimensioni medio-piccole,
spesso collocati all’interno di aziende agricole .
Per
quanto riguarda le caratteristiche del ciclo produttivo, si possono
sommariamente suddividere i frantoi in due tipologie:
·
frantoio di
tipo tradizionale (flow chart 1)
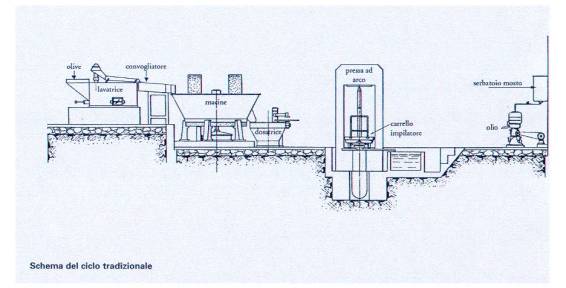
dove l’addetto, intervenendo
durante il ciclo, garantisce il succedersi delle diverse fasi lavorative.
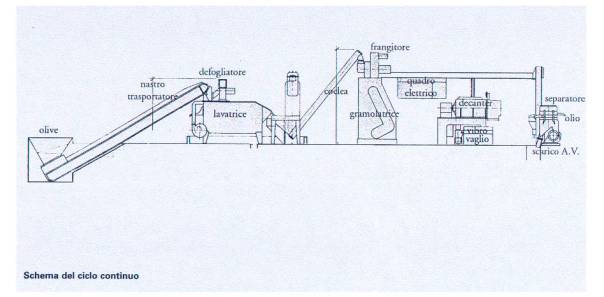
·
Frantoio di
tipo continuo (flow chart 2)
dove le varie
fasi (dal lavaggio delle olive fino alla separazione dell’olio di vegetazione) procedono autonomamente, senza
l’intervento dell’operatore. Questo tipo di frantoio ha una potenzialità di
lavoro maggiore rispetto al tradizionale e richiede un minore impegno fisico da
parte degli operatori. In questo tipo di frantoi gli addetti hanno
essenzialmente funzioni di controllo sul buon funzionamento dei macchinari.
Schemi riprodotti da [5]
I
frantoi di tipo tradizionale sono il 38% mentre la lavorazione di tipo continuo
è presente nel 68% degli impianti di frangitura.
Per
il raggruppamento dei frantoi in classi di ampiezza sulla base della quantità
media di olive molite all’anno, si utilizzano i criteri adottati dall’ETSAF ( Ente
Toscano per lo Sviluppo Agricolo e Forestale ):
1°
classe da 1 a 500 qli
2°
classe da 501 a 1.000 qli
3°
classe da 1.001 a 5.000 qli
4°
classe da 5.001 a 10.000 qli
5°
classe oltre 10.001 qli
Nella
campagna 1998-1999, nei comuni interessati dallo studio, si ha la seguente
distribuzione delle aziende per le suddette classi:
1°
Classe n.10 impianti
2°
Classe n. 4 impianti
3°
Classe n.18 impianti
4°
Classe n. 9 impianti
5°
Classe n. 3 impianti
La
lavorazione tradizionale delle olive è più frequente nelle prime tre classi
dove è praticata nel 47% degli impianti di frangitura. Per la lavorazione di
quantitativi superiori (classi 4 e 5) prevale l’adozione di impianti di tipo
continuo (82%).
Il ciclo
produttivo per la trasformazione delle olive in olio può essere così
schematizzato: dopo la raccolta le olive arrivano in frantoio in contenitori di
diverso tipo e capacità (sacchi o balle, cassette, cassoni, rimorchi, ecc.)
dove, una volta pesata la partita, vengono generalmente sistemate in un locale
(olivaio) in attesa di essere avviate alla macinazione.
La pesatura
della partita di olive può avvenire tramite trasferimento manuale dei
contenitori (sacchi, cassette) su bascule
o con la pesatura complessiva tramite pese o tramogge basculanti.
Il
trasferimento dei contenitori di olive può essere interamente manuale oppure
con l’impiego di nastri trasportatori, carrelli, ecc. Tali contenitori vengono
quindi svuotati in tramogge (tramogge di carico) di diversa capacità e
dislocazione (sopraelevate rispetto al pavimento, con l’apertura a filo del
pavimento, ecc.), attraverso le quali le olive passano poi alla macinazione.
La
macinazione viene preceduta da una fase di pulizia della partita attraverso l’aspirazione
delle foglie ed il lavaggio delle olive. Di seguito una coclea o un nastro
trasportatore alimenta l’impianto di macinazione che può essere costituito da
macine in pietra o frangitori a martelli, cilindri o, più raramente, a cono.
La pasta ottenuta
con la macinazione passa successivamente in una o più serie di gramole dove
avviene l'affioramento dell’olio sulla pasta stessa, a seguito di un continuo
“massaggio” prodotto dalle pale montate su di un’asta ruotante.
Nei frantoi
di tipo tradizionale l’estrazione dell’olio dalla pasta avviene tramite la
pressione che una pressa idraulica esercita sulla pasta distribuita su dei
fiscoli sovrapposti a formare il “castello”.
I fiscoli costituiscono uno strato filtrante attraverso il quale il
mosto, costituito da olio e acqua di vegetazione, defluisce per poi essere
avviato al separatore centrifugo.
Nei frantoi
moderni, di tipo continuo, la pressa idraulica ed il castello sono sostituiti
dal “decanter” o estrattore centrifugo orizzontale, capace di separare, per
effetto della forza centrifuga impressa alla pasta, la parte liquida costituita
da acqua ed olio dalla parte solida (sansa). Alcuni tipi di decanter sono in
grado di separare solo l’olio lasciando una sansa più umida, al fine di ridurre
il problema dello smaltimento delle acque di vegetazione.
Il mosto
ottenuto dagli impianti di estrazione viene inviato ai separatori o centrifughe
a dischi che hanno il compito di separare l’acqua dall’olio. Dopo questo ultimo
passaggio l’olio d’oliva è pronto per il consumo diretto o per il
confezionamento dopo eventuali operazioni di filtraggio.
La sansa
viene accumulata nelle vicinanze dell’impianto di frangitura, su piazzali, in
silos o cassoni, in attesa di essere inviata presso i sansifici per
l’estrazione dell’ultima frazione oleosa.
Danno rilevato
L’attività di
raccolta e frangitura delle olive è una attività di tipo stagionale che inizia
normalmente alla fine del mese di ottobre e si conclude alla fine di dicembre. In
questo periodo il lavoro viene svolto a turni sulle 24 ore.
Nei frantoi
posti all’interno delle aziende agricole ( circa i 2/3 dei frantoi oggetto
della presente ricerca ) gli addetti sono generalmente i salariati fissi e
avventizi delle aziende stesse, negli altri frantoi ( cooperativi o privati ) gli operatori sono assunti a tempo
determinato.
Per quanto
riguarda gli infortuni, sono vidimati registri specifici di frantoio dove le
ore lavorate sono soggette ad un premio specifico dell’INAIL.
La durata
della campagna olearia e quindi l’impiego di manodopera, ovviamente, è
strettamente collegato all’andamento della produzione olivicola.
Gli infortuni registrati nel quinquennio 1995-1999 sono 8 con 105 giornate perse a fronte di un numero di 90.871 ore lavorate (sono riferiti a 27 aziende che producono circa
il 70% dell’olio della zona sud-est).
Nello stesso periodo non sono state rilevate malattie
professionali attribuibili ad esposizione lavorativa in frantoio.
Rischi trasversali
Nell’analisi del profilo di rischio sono state in
particolare approfondite tre tipologie di rischio inerenti più fasi lavorative:
la
movimentazione manuale dei carichi;
l’uso di energia
elettrica;
l’esposizione a
rumore.
Riguardo a questi aspetti specifici sono stati effettuati
rilievi ed indagini strumentali, i cui risultati sono riportati di seguito.
Bibliografia
[1] Medori C., Ballardini A.; Industrie Agrarie, Edagricole, 1992
[2] Pasquinelli P., Baluganti A., Bianchi A., Borghi P., Gioviti
D., Grassi M., Ulivi A.; Prevenzione e sicurezza nei frantoi – coll. I Manuali,
Regione Toscana, 1996
[3] Silvestri E., Toma M.; Banca dati dei frantoi oleari toscani –
aggiornamento 1997, ARSIA – Regione Toscana, 1998.
[4] ISTAT;
Caratteristiche strutturali delle aziende agricole, fascicoli provinciali
–Firenze, 4° Censimento generale dell’agricoltura, 1991
[5]Marco
Mugelli, , L’estrazione dell’olio dalle olive, A.R.S.I.A. Regione Toscana, 1999
MOVIMENTAZIONE
MANUALE DEI CARICHI
1. Generalità
e fattori di rischio
Le operazioni di
movimentazione manuale dei carichi , nel comparto della frangitura delle olive,
riguardano tuttora un numero significativo di aziende presenti nel territorio
della Zona Sud Est dell’Azienda USL di Firenze, in genere quelle di piccole
dimensioni.
Tali operazioni
consistono prevalentemente nello
scarico di cassette cariche di olive, dal peso medio di 20 – 22 kg, dai mezzi
di trasporto e nel successivo
svuotamento in tramoggia per l’avvio della frangitura.
Il periodo interessato è quello della
raccolta delle olive, vale a dire i mesi di
novembre e dicembre. In questo intervallo di tempo il problema appare
rilevante anche se non riferibile agli addetti al frantoio in quanto le
operazioni di movimentazione delle olive vengono svolte in genere dai
produttori o loro dipendenti.
Al fine di
valutare nel dettaglio la situazione sono stati effettuati sopralluoghi presso
tutte le aziende situate nel territorio
di pertinenza, individuando un campione costituito dalle 4 aziende ritenute
maggiormente significative in relazione al rischio.
La
situazione verificata nel campione suddetto appare assai disomogenea a causa
delle notevoli differenze tra i vari
ambienti di lavoro con ripercussioni sugli spazi disponibili, sui percorsi,
sulla dislocazione di apparecchiature quali la tramoggia di carico e le
bilance.
Mentre
nelle aziende più evolute la meccanizzazione e/o l’ausiliazione delle operazioni in questione hanno fortemente
ridotto la portata del problema, in quelle sottoposte all'indagine le fasi di
carico/scarico delle olive vengono svolte in modo spesso incongruo e con forte
sottovalutazione del rischio connesso; si è assistito infatti all’effettuazione
di manovre di sollevamento, trasporto,
spinta e trascinamento di carichi, compiute in assenza di adeguati
accorgimenti in grado di razionalizzarne l’esecuzione.
2. Il
danno atteso
Sovraccarico
biomeccanico del rachide, prevalente a livello delle porzioni lombare e
cervicale, meno frequente a livello del tratto dorsale e di altri distretti
extrarachidei dell’apparato locomotore (spalla, gomito, polso-mano, anca,
ginocchio) dovuto in larga misura alla movimentazione manuale dei carichi e,
secondariamente, all’adozione di posizioni di lavoro tendenzialmente fisse/protratte
o alla effettuazione di movimenti ripetitivi degli arti superiori.
Anzitutto va premesso
che tutte le sindromi che verranno citate in seguito sono da inserirsi nel
vasto gruppo delle “work-related diseases”, vale a dire quelle affezioni a
carattere multifattoriale nella cui genesi ed estrinsecazione l’attività di lavoro costituisce un agente causale non
univoco, assumendo più spesso il ruolo di concausa.
E’ da sottolineare,
infatti, come l’attività lavorativa si intrecci con altri fattori di natura
costituzionale, oppure legati alle abitudini di vita, a hobby, ecc., tutti in
grado di incidere significativamente nell’innesco e nell’evoluzione dei singoli
quadri morbosi.
Fra le affezioni del
rachide correlabili con i rischi “movimentazione manuale dei carichi” e “posizioni di lavoro fisse e/o protratte”,
senza dubbio quella di più frequente
riscontro è la lombalgia, complicata o meno da sciatalgia o cruralgia, evidenti
segni questi ultimi di sofferenza radicolare.
Le
affezioni muscoloscheletriche del rachide cervicale e degli arti superiori, da
ascrivere al rischio “movimenti ripetitivi e/o forzati degli arti superiori”,
sono caratterizzate da ipostenia, difficoltà/disabilità nel compiere alcuni
movimenti, dolore (a crisi o persistente) a carico di articolazioni, muscoli,
tendini ed altre parti molli, associate o meno a lesioni organiche
evidenziabili.
Si possono verificare
anche parestesie e disturbi neurovegetativi (tipo Raynaud, acrocianosi), interessanti
di solito le dita, ma che possono coinvolgere la mano e irradiarsi lungo
l’avambraccio.
Tra queste possiamo
citare le tendiniti e le tenosinoviti, la sindrome del tunnel carpale, la
sindrome del canale di Guyon, l’epicondilite, la tendinite della cuffia dei
rotatori, la sindrome dell’egresso toracico, la sindrome da tensione
cervico-brachiale.
Meno importanti in
questo contesto risultano le affezioni che colpiscono altri distretti
dell’apparato locomotore, come gonalgie e coxalgie, a volte isolate, ma più
spesso associate alle manifestazioni sopradescritte.
3. Materiali e
metodi
Al fine di valutare quantitativamente lo specifico rischio
“Movimentazione manuale dei carichi” sono stati adottati il Criterio NIOSH (1993,
adattato alla normativa italiana) (1) e le tabelle pubblicate da Snook e
Ciriello (3) per valutare il massimo
peso che può essere rispettivamente sollevato e trasportato da un soggetto sano
e addestrato senza incorrere in situazioni di sovraccarico biomeccanico.
Applicando tali procedure si
possono calcolare indici di rischio, vale a dire limiti al di sotto dei quali
le operazioni in oggetto sono ritenute prive di rischio.
Non sono state quantificate
le operazioni di spinta e trascinamento nel presente lavoro; relativamente a
tali operazioni manuali vengono
espressi esclusivamente giudizi di carattere qualitativo.
Per condurre l’indagine in
questione sono stati effettuati vari sopralluoghi con approfondimenti nelle
aziende ritenute maggiormente significative, nell’ambito dei quali il personale
addetto alle operazioni prescelte è stato sottoposto a ripresa con videocamera;
i dati così rilevati (altezza da terra del carico prima del
sollevamento, distanza verticale del sollevamento, dislocazione angolare del
peso, distanze percorse, frequenza degli atti, ecc.) sono stati utilizzati per
il calcolo degli indici suddetti.
4. Risultati ed
interventi per la riduzione del rischio
I
risultati ottenuti sono riportati nella tabella 1 seguente:
Tabella 1
|
Azienda |
Operazioni effettuate |
Indice di rischio per sollevamento |
Indice di rischio per trasporto |
|
1 |
Scarico dal camion per
caricamento bilancia |
da 2.72 a 1.73 (varia secondo l’altezza da cui viene movimentata la
cassetta) |
Non calcolabile |
|
2 |
Trasporto cassette dalla
bilancia alla tramoggia Scarico cassette in
tramoggia |
da 2.55 a 2.11 (varia secondo l’altezza da cui viene movimentata la
cassetta) |
2.0 |
|
3 |
Trasporto dal camion alla bilancia
Scarico cassette in tramoggia |
da 2.27 a 1.97 (varia secondo l’altezza da cui viene movimentata la
cassetta) |
2.44 |
|
4 |
Indici
di rischio non determinabili in quanto la movimentazione manuale consiste nello
scarico delle cassette in tramoggia direttamente dal pianale del camion. |
||
Tabella n. 1 per il calcolo dell’indice di sollevamento sono state
seguite le indicazioni contenute nelle Linee Guida del Coordinamento delle
Regioni (2) (uso della costante di peso
30 kg per i maschi adulti e 20 kg per le femmine adulte anziché 23 kg per tutti
come suggerito dal NIOSH).
Il calcolo metodico degli indici di rischio permette di
individuare le seguenti fasce e quindi di delineare conseguenti comportamenti
in funzione preventiva.
1.
Indice £ 0.75: situazione accettabile, non è richiesto alcuno
specifico intervento.
2.
Indice ³ 0.75 e £ 1: situazione border-line.
Una quota della popolazione (stimabile tra l’1% e il 10% di ciascun sottogruppo
di sesso ed età) può essere non protetta e pertanto occorrono cautele anche se
non è necessario uno specifico intervento; sono consigliabili la formazione e
la sorveglianza sanitaria specifiche del personale addetto.
3.
Indice > 1: la situazione può comportare un rischio per quote crescenti di
popolazione e pertanto richiede un intervento di prevenzione primaria,
immediato qualora l’indice sia superiore a 3.
Tutte le operazioni esaminate
si sono collocate in questa fascia di rischio, denotando la necessità di interventi
correttivi di carattere strutturale e organizzativo che, se pure non urgenti,
devono comunque essere apportati quanto prima.
Oltre alle operazioni
suddette, per le quali è stato possibile procedere ad una determinazione
quantitativa del rischio, ne sono state osservate numerose altre, quali
operazioni di spinta e trascinamento di
carichi, spesso in condizioni di disagio posturale, che sebbene non
quantificabili, concorrono alla determinazione di condizioni ergonomiche
sfavorevoli.
Premesso che la soluzione
ottimale, ai fini della massima
riduzione del rischio, consiste nella meccanizzazione delle operazioni di
trasporto e scarico, nei casi osservati l'adozione di soluzioni realmente
adeguate risulta estremamente problematica, per le condizioni strutturali degli
ambienti di lavoro. Dovranno comunque essere adottate tutte le tecniche di
prevenzione disponibili ricorrendo, volta per volta, a soluzioni di tipo
strutturale ed organizzativo.
Le indicazioni scaturite
dalle realtà prese in esame e
presumibilmente estendibili alle altre aziende del comparto, possono
essere così riassunte:
v
uso
di cassette di minori dimensioni, che portano conseguentemente ad una riduzione
del peso trasportabile;
v
riduzione
delle distanze tra punti di scarico e di caricamento delle bilance e delle
tramogge;
v
adozione
di sistemi di ausiliazione ( es.
piattaforme di sollevamento e discesa a servizio dei mezzi di trasporto,
transpallet a conduzione manuale, ecc.);
v
uso
di carrelli per agevolare le azioni di trascinamento e spinta dei carichi;
v
riduzione
delle altezze di impilamento delle cassette.
Si ritiene che le
raccomandazioni suddette, unite ad un programma di informazione e formazione
adeguato, possano consentire una significativa riduzione dei livelli di rischio;
una volta apportate le modifiche, sarà
opportuno ricalcolare i relativi indici, al fine di valutare in modo
quantitativo i benefici ottenuti.
5. Bibliografia
[1]
Waters t., Putz Anderson V., Garg A., Finel J., Revised Niosh equation for the
design and evaluation of manual lifting tasks, Ergonomics, 36, 7, 1993
[2] Conferenza dei Presidenti delle Regioni, delle Province
Autonome, Linee guida per l’applicazione del D.Lgs.626/94
[3]
Snook S.H.; Ciriello V.M. The design of manual handling tasks: revised tables
of maximum acceptable weights and forces. Ergonomics, 34, 9, 1197-1213, 1991.
USO DI
ENERGIA ELETTRICA
1. Generalità
L'energia
elettrica utilizzata dalle macchine e impianti nei locali del
"frantoio" viene fornita dall’Ente Distributore all’utente a due
tensioni diverse in relazione alla potenza contrattuale necessaria e richiesta
dall'attività produttiva. Infatti, viene fornita energia elettrica direttamente
in Bassa Tensione (BT, 380-220 V) per potenze elettriche inferiori ai 40 – 50
KW ed in Media Tensione ( MT, 10 - 15 -
20.000 V ) per potenze elettriche
superiori ai 40 - 50 KW; in quest’ultimo caso
presso l’azienda agricola viene trasformata la MT in BT mediante “Cabina
di Trasformazione MT/BT”.
Nel
nostro territorio il frantoio“ tradizionale” è generalmente alimentato in BT,
mentre il frantoio “a ciclo continuo” (in genere di maggiore produzione oraria)
è alimentato previa trasformazione
MT/BT dell’energia elettrica.
I
rischi da Media Tensione dovuti alla presenza della “cabina di trasformazione”
sono trattati esclusivamente in questo documento; mentre i rischi di Bassa Tensione, comune a tutti e
due i tipi di frantoio, verranno trattati sia in questa sede che nelle varie
fasi.
2.
Impianti e macchine in bassa tensione BT
2.1. Introduzione e fattori di rischio
L’impianto
elettrico in BT, deve essere in ogni sua parte adeguato all’ambiente in cui è
installato (art.267,268,269,270,271 e seguenti, del DPR 547/55) ; in
particolare sono a "maggior rischio", quei locali e luoghi definiti
“Ambienti umidi e bagnati “.
La Norma
CEI 64-8 “ Impianti elettrici utilizzatori a tensione nominale non
superiore a 1000 V in corrente alternata
e 1500 V in corrente continua" classifica ( alla sez. VI ) i luoghi agricoli e zootecnici
come "ambienti umidi e bagnati",
Considerando
pertanto tali ambienti, soggetti a
rischio elettrico maggiore, la sezione IV
impone, un limite massimo di tensione (25 Volt), risultante sulle masse
in caso di guasto, e nella realizzazione dell' impianto di
messa a terra, quella relativa minore resistenza di terra (RT ) secondo la
formula RT = 25 V / IF dove IF è la corrente di intervento dei dispositivi di
protezione, sempre soddisfatta dai dispositivi di protezione differenziali ( D I inferiore od uguale
a 30 mA ).
La
Legge n°46 del 1990 impone ancora, in queste strutture e in questi luoghi
l’obbligo del Progetto dell’impianto elettrico
(art. 6 Legge 46/90 e
art. 4 del D.P.R. 447/91) .
Inoltre, il fascicolo CEI 1335 P del 1990 “
Effetti della corrente elettrica attraverso il corpo umano” stabilisce, dopo
l’analisi delle correnti endogene e la comparazione di queste con quelle
fluenti nell’organismo in caso di “elettrocuzione”, le “ zone “ e i valori
limite di sicurezza .
I
due tipi di frantoi citati in introduzione, il "tradizionale" e il
"ciclo continuo", presi a campione per lo scopo della ricerca hanno impianti elettrici dei locali e delle
macchine, in genere rispondenti alle Norme CEI 11-1 per le cabine MT/BT e CEI 64 – 8 per la sola BT.
Sono
realizzati per la parte BT, parte incassati e parte in canalizzazione metallica
chiusa, fissata alle pareti dei locali. I componenti essenziali, quadro
generale e sottoquadri, plafoniere, canale, cavidotti, scatole derivazione,
apparecchi, sono in parte in acciaio verniciato o zincato, parte in resina, policarbonato e pvc. Le
derivazioni, dalle scatole o dalle canale fino agli apparecchi e le prese sono
spesso realizzate in tubo in acciaio tipo" Taz" realizzante un grado
di protezione IP 44 "medio" ed anche una protezione meccanica
all'urto, però non ben valutabile. Stesso grado di protezione IP per i
"quadretti di macchina" o di "fase lavorativa", passacavi, prese, spine e prolunghe. Le
lampade portatili sono alimentate in bassissima tensione 24V.
Gli
impianti di messa a terra sono in genere realizzati in considerazione della max
tensione totale di terra (24 V prescritti per i luoghi agricoli e zootecnici),
risultante sulle masse in caso di guasto ed al coordinamento delle protezioni a
mezzo di interruttori differenziali ad alta sensibilità ( DI inferiore od uguale a 30 mA ).
Negli impianti
elettrici e macchine elettriche (in BT) dei frantoi oltre ai rilevati e possibili difetti, deterioramenti dei
materiali e componenti (causa reale e potenziale di rischio elettrico),
esaminati sopra per ogni fase di
lavoro, si evidenziano in generale :
-
la mancanza
di progetti elettrici
-
la mancanza
di selettività delle protezioni
-
la mancanza
di adeguata protezione meccanica (cavetti, prese spine e prolunghe, involucri
di interruttori morsettiere, quadretti
di macchina etc.)
Inoltre
si evidenziano le seguenti carenze di tipo organizzativo–informativo-
preventivo:
-
mancanza di
Libretti di istruzioni di installazione e/o montaggio e manutenzione di
macchine e/o di componenti, parti e/o attrezzature elettriche;
-
mancanza di
Affissione di Norme di Richiamo;
-
Mancata
individuazione del Responsabile di Frantoio;
-
Registro
dei controlli elettrici (cui il
Responsabile di Frantoio deve attendere) prima dell'inizio delle attività e
periodici : prova di funzionamento degli interruttori differenziali prima
dell'inizio dell’attività e ogni mese,
prove sul funzionamento della illuminazione di emergenza e sfollamento,
prove dei comandi di avvio produzione,
di spegnimento in caso di pericolo,
prove di funzionamento delle sicurezze ( carter di protezione, coperchi cancelletti, chiusure amovibili, segnalatori
di fumo, di gas etc.);
-
Affissione
di Regole di soccorso e Pronto Soccorso per colpiti da corrente elettrica.
2.2.Il danno atteso
In riferimento alla tabella n° 2 “eventi infortunistici complessivi in agricoltura in italia –
dovuti all’agente materiale n° 46 scar. elettr. radiaz ” ) di elettrocuzione per
contatto diretto e indiretto e nei
modi diversificati previsti dalle Norme IEC 479-1 e IEC 479-2
Pubblicazione CEI 1990 fascicolo 1335 P
“ Effetti della corrente elettrica attraverso il corpo umano” (mano-mano, mano–piedi, mano-tronco,) , e agli ambienti
"umidi e bagnati" (fattore di maggior rischio), i rischi corsi si concretizzano in forti shock elettrici; gli effetti
fisiologici si dispiegano dalla tetanizzazione alla fibrillazione
ventricolare; i danni attesi vanno
dalle lesioni lievi ai casi
irreversibili, e mortali.
Si attendono
lesioni e danni altrettanto gravi fino
alla morte in dipendenza soprattutto del TEMPO di elettrocuzione , (senza trascurare gli altri parametri (
tensione e corrente) anche se non siamo
in presenza di Alta Tensione ( MT).
2.3.
Interventi per la messa in sicurezza
Abbiamo
visto come il rischio elettrico sia molto" presente" negli impianti e
macchine (dei frantoi) in quanto le macchine e gli apparecchi sono in gran
numero e gli impianti elettrici estesi e ramificati . I centri di pericolo
evidenti sono tanti e tanti anche
quelli non evidenti. Mentre i primi (visibili) possono essere avvertiti da
"chiunque" i secondi possono essere "scoperti e risolti" solo
con conoscenze scientifiche, norme, strumenti, calcoli e "regola dell'arte" . La
progettazione, la realizzazione, la manutenzione ordinaria e la straordinaria
(progettata e aggiunta al progetto iniziale)
seconda " la regola dell'arte " e i controlli e le verifiche
periodiche, sono da noi organicamente
visti, come la chiave di volta della riduzione - eliminazione dei rischi
eIettrici.
3.
Cabine di trasformazione
3.1.Introduzione
La
cabina trasforma l’energia elettrica proveniente da una linea di trasmissione trasmettendola
alla direttamente all’utenza. Normalmente la cabina è del tipo stabile, ovvero
è alloggiata in apposito edificio fuori terra.
La cabina di
trasformazione viene realizzata secondo le prescrizioni ed indicazioni fornite
dalle norme CEI.
L’alta
tensione di arrivo AT alla cabina (10 - 15 - 20.000 V), che dalle nuove norme
CEI 11-1 è chiamata (media tensione MT) per distinguerla dalle tensioni ancora
superiori usate per il trasporto dell’energia,
viene trasformata in tensione di rete (bassa tensione BT, 380 V – 220
V).
L’utente
gestisce la cabina con proprio personale addestrato , provvede alla
manutenzione della stessa e delle
apparecchiature ivi alloggiate (sezionatori, interruttori, trasformatori,
quadri, di protezione e di misura etc).
Nel nostro
territorio accade , in generale, che gli utenti con cabina elettrica affidano a
“ditte elettriche specializzate” le manovre (specialmente quelle in AT) e la
manutenzione della cabina, riservandosi
per se solo l’accesso e il ripristino in caso di scatto degli interruttori
nella parte di BT (quadro
generale) e all’impianto di
illuminazione del locale cabina .
3.2.Fattori di rischio
Il rischio principale è dovuto
a carenza di sicurezza elettrica connessi all’idoneità d’uso della cabina
riferibili a:
- rischi elettrici interni alla cabina : sono dovuti principalmente alla presenza di alta tensione nei conduttori di rame e barre nudi, nei conduttori dei cavi, nei componenti elettrici, quali interruttori, sezionatori etc. e sono divisi in rischi derivanti dai contatti diretti, da quelli indiretti , e da tensioni di passo e di contatto;
-
rischi elettrici nell’intorno della cabina : sono dovuti alle tensioni
di contatto e alle tensioni di passo che a sua volta si
verificano in caso di guasto verso terra in alta tensione e in caso di scariche
elettriche atmosferiche.
Nelle cabine
elettriche di MT/BT si evidenzia frequentemente :
-
la presenza
di abbondante polvere depositata sul
pavimento, sui trasformatori, sugli interruttori ad esafloruro di zolfo, sui
sezionatori, sul quadro di BT etc.
-
La mancanza
di luce di emergenza o il non funzionamento di questa.
-
La mancanza
di istruzioni di manovra per la disattivazione dell’alta tensione in
( in caso di lavori di manutenzione alla cabina e per
cessazione di attività periodica) e per la riattivazione della tensione (nel
caso di ripresa dell’attività
lavorativa)
-
La mancanza
di cartelli segnalatori di divieto di riattivazione della tensione per i casi
citati al precedente punto e in caso di manutenzione sia in AT che in BT
(frantoio).
3.3.Il danno atteso
Nei casi
(piuttosto rari vedi tabella n° 2
“eventi infortunistici complessivi in agricoltura in italia – dovuti
all’agente materiale n° 46 scar. elettr. radiaz ” ) di elettrocuzione per contatto
diretto e indiretto e nei
modi diversificati previsti dalle Norme IEC 479-1 e IEC 479-2
Pubblicazione CEI 1990 fascicolo 1335 P
“ Effetti della corrente elettrica attraverso il corpo umano” (mano-mano, mano–piedi, mano-tronco,) si incorre, data
l'elevatissima tensione di contatto, in fortissimi shock elettrici; gli effetti fisiologici si dispiegano
subito dalla tetanizzazione con blocco respiratorio alla fibrillazione
ventricolare; i danni attesi sono
lesioni irreversibili, gravi - gravissime e mortali.
Si attendono
lesioni e danni (altrettanto
gravi-gravissimi) analoghi negli altri casi di elettrocuzione per tensioni di
passo e tensioni di contatto sulle masse.
Tabella
2
|
BANCA DATI INAIL |
||||||||
|
Infortuni sul lavoro in
agricoltura in Italia indennizzati dall’INAIL |
||||||||
|
Agente materiale: scariche elettriche
radiazioni |
||||||||
|
|
Autonomi |
Dipendenti |
||||||
|
Anno |
Inabilità temporanea |
Inabilità
permanente |
Morte |
Totale |
Inabilità
temporanea |
Inabilità
permanente |
Morte |
Totale |
|
1996 |
9 |
0 |
6 |
15 |
6 |
0 |
1 |
7 |
|
1997 |
9 |
1 |
2 |
12 |
6 |
0 |
0 |
6 |
|
1998 |
12 |
0 |
1 |
13 |
3 |
0 |
1 |
4 |
|
1999 |
4 |
0 |
0 |
4 |
3 |
1 |
2 |
6 |
|
2000 |
5 |
0 |
0 |
5 |
6 |
0 |
1 |
7 |
3.4.Interventi per la
riduzione del rischio
I rischi elettrici nei frantoi con cabina AT/BT possono aver
origine da una cattiva progettazione e costruzione dell’impianto o ad una
inadeguata componentistica o/e per guasti
e malfunzionamenti durante l'uso, ma
possono anche aver “causa”, da comportamenti errati dei lavoratori durante gli
accessi ai luoghi, la manutenzione, le manovre,
il ripristino e uso degli
apparecchi etc.
Gli
interventi di manutenzione sono generalmente
svolti da ditte specializzate in grado di assicurare interventi tempestivi
nell’epoca della frangitura. Tali manutenzioni dovrebbero limitare gli accessi
dei lavoratori del frantoio alla cabina per operazioni di manovra e di
ripristino, diminuendo di fatto la possibilità di elettrocuzione.
Per l’eliminazione di tali rischi all’interno delle cabine, sono
imposte dalle Norme Tecniche CEI, regole quali :
- distanziamento di sicurezza dalle parti
attive, ripari metallici (cancelli, grate non rimuovibili se non con attrezzo
) aventi altezza di 2.20 metri dal pavimento e larghezza pari
all’estensione dei locali etc.
- impianto di messa a terra, collegamento a
terra del neutro del trasformatore, delle parti metalliche di tutti gli
apparecchi presenti a partire dal trasformatore MT/BT, delle masse, delle masse
estranee, delle porte e delle finestre metalliche etc.
- manovre effettuate con l’ausilio di leve,
fioretti, guanti e pedane isolanti etc
Per l’eliminazione dei rischi da tensioni di
passo e contatto, rilevabili maggiormente all’esterno della cabina, in
prossimità di questa e ai limiti della
maglia equipotenziale sono imposte dalle Norme Tecniche CEI regole quali :
·
per le
tensioni di contatto: impianto di messa a terra con n° appropriato
di dispersori interrati profondamente (realizzazione di un valore di resistenza
di terra molto basso, indicativamente inferiore all'ohm) in modo da far
risultare sulle masse in caso di guasto, un valore di tensione non pericoloso .
·
per le
tensioni di passo; impianto di terra equipotenziale,
composto da idoneo numero di dispersori disposti geometricamente (a maglia) nel
terreno, in modo da realizzare un luogo equipotenziale, soprattutto nelle
vicinanze della cabina, e in prossimità
dei dispersori stessi, dove più alto si
distribuisce il potenziale in caso di guasto in media tensione e di scariche atmosferiche.
Per
ridurre ulteriormente i valori delle tensioni di contatto e di passo, qualora questi siano ancora pericolosi, è necessario elevare la resistenza
specifica del terreno (r = ohm x
metro) all’intorno della cabina isolandolo maggiormente in superficie ad
es.con materiali bituminosi (asfaltatura).
4.Bibliografia
Norme di Legge :
DPR 27 aprile 1955 n°547; “ Norme per la prevenzioni degli
infortuni - Titolo VII – Impianti elettrici “
DM 12 settembre 1959 ; “ Attribuzione dei compiti e
determinazione delle modalità e delle documentazioni relative all’esercizio
delle verifiche e dei controlli previsti dalle norme per la prevenzioni degli
infortuni nel lavoro “
Legge 1° marzo 1968 n°186;
Legge 5 marzo 1990 n°46 ; “ Norme per
la sicurezza degli impianti “
D.P.R. 6 dicembre 1991 n° 447; “Regolamento di attuazione della L. 5 marzo
1990 n° 46, in materia di sicurezza degli impianti “.
Legge 626/96; “ Attuazione delle
direttive CEE 89/391; 89/654; 89/655; 89/656; 90/269; 90/270; 90/394 e 90/679 riguardanti il miglioramento
e la sicurezza della salute dei lavoratori nei luoghi di lavoro “.
Norme CEI :
CEI
11-8 - “ Impianti di
produzione, di trasmissione e distribuzione di energia elettrica. Impianti di terra”
CEI
81-1 - " Impianti contro le scariche atmosferiche"
CEI
64-8 - “ Impianti elettrici utilizzatori a tensione nominale non
superiore a 1000 V in corrente alternata e 1500 V in corrente continua “
V1 sez. 6 - “Impianti elettrici nelle strutture adibite ad uso agricolo e
zootecnico ”
V2 sez. 8 - “ Ambienti a maggior rischio in caso d’incendio
“
CEI 70-1 - “ Gradi di protezione degli
involucri alla penetrazione di corpi solidi e liquidi
NFC 20-010 “ Gradi di protezione meccanica degli involucri ”
IEC 479-1 e IEC 479-2 Pubblicazione
CEI 1990 fascicolo 1335 P
“
Effetti della corrente elettrica attraverso il
corpo umano”
ESPOSIZIONE A RUMORE
- Generalità
La
valutazione dell’esposizione professionale non può prescindere dall’analisi
degli ambienti di lavoro e dalla dislocazione delle macchine all’interno degli
stessi.
Tradizionalmente
l’attività del frantoio, dopo le operazioni di pesatura, è svolta in un unico
locale; alcuni dei frantoi oggetto dell’indagine sono ancora dislocati in un
unico spazio ricavato in struttura preesistente o realizzato ad hoc.
L’evoluzione delle norme di sicurezza in
materia di protezione degli alimenti ha portato alla separazione delle
operazioni riguardanti le olive da quelle proprie di trasformazione delle
stesse in olio; ciò ha determinato la separazione anche della fase di lavaggio
dalle altre operazioni. I frantoi più evoluti hanno generalmente due locali
separati, nel primo vengono svolte le fasi 1 e 2, nel secondo le fase da 3 a 7.
Il progresso
tecnologico ha determinato la sostituzione dell’attività dell’uomo con l’uso
dell’energia elettrica e la trasformazione della stessa in energia meccanica.
Nel frantoio tradizionale le macchine che determinano livelli di pressione
sonora ricadenti nel campo di valori per i quali si può evidenziare un danno
uditivo, sono la lavatrice-defogliatrice ed il separatore centrifugo ad asse
verticale. Nel frantoio di tipo continuo risultano rumorose anche il frangitore
e il separatore centrifugo ad asse orizzontale (decanter).
- Materiali
e metodi
La
valutazione dell’esposizione professionale è stata fatta analizzando le
valutazioni delle esposizione professionali a rumore redatte dalle singole
aziende ai sensi dell’art.40 D.Lgs. 277/91 ed effettuando verifiche strumentali
a campione dei livelli di pressione sonora.
Non
è stata effettuata una analisi dei livelli di pressione sonora derivanti dalle
singole macchine.
- Risultati
ed interventi per la riduzione del rischio
Le
valutazioni esaminate riportano una serie di misurazioni strumentali effettuate
nelle zone dove sono installati i quadri di comandi delle varie macchine
(normalmente l’operatore che gestisce il frantoio è unico. Le misurazioni sono
effettuate generalmente con tutte le macchine in funzione, per cui i valori
ottenuti all’interno dello stesso frantoio, nelle varie postazioni, oscillano
tra di loro di 2-3 dB(A).
Nella
tabella 3 di riportano i valori tipici di pressione sonora rilevati per
tipologia di macchina:
Tabella 3
|
Fase |
DB(A) |
|
Lavatrice-defogliatrice |
85-95 |
|
frangitore |
85-90 |
|
Estrattore
(decanter) |
85-90 |
|
Separatore |
80-90 |
Generalmente
il valore di Lep,D calcolato per l’addetto
al frantoio si trova nell’intervallo 85-90 dB(A) con valori prossimi ad limite
inferiore per i frantoi tradizionali ed al limite superiore per i frantoi
continui.
Gli
interventi per la riduzione dell’esposizione al rumore sono generalmente riferibili
a:
a)
sostituzione
dei macchinari con macchinari meno rumorosi;
b)
riduzione
della concentrazione delle macchine all’interno dell’ambiente rumoroso;
c)
chiusura
con cabine isolanti delle macchine e delle parti meccaniche più rumorose;
d)
separazione
degli impianti o isolamento con barriere acustiche delle lavorazioni a più alto
rischio;
e)
rivestimento
delle pareti e dei soffitti con materiale fonoassorbente;
f)
uso di
dispositivi di protezione individuale.
Gli
interventi che si ritengono di sicura efficacia per la riduzione
dell’esposizione sono quelli indicati ai punti:
a)
e c) in
questo senso vi è un impegno concreto dei produttori di impianti;
g)
la presenza
dei livelli di esposizione professionale sopraccitati obbliga il datore di
lavoro a fornire idonei mezzi di protezione individuale ( tappi auricolari,
cuffie, etc.).
- Bibliografia
[1] Pasquinelli P., Baluganti A., Bianchi A., Borghi P., Gioviti
D., Grassi M., Ulivi A.; Prevenzione e sicurezza nei frantoi – coll. I Manuali,
Regione Toscana, 1996
[2]Marco
Mugelli, , L’estrazione dell’olio dalle olive, A.R.S.I.A. Regione Toscana, 1999
DOCUMENTO FASE/FATTORE DI RISCHIO
|
|
|
|
|
|
1. COMPARTO: |
FRANTOI OLEARI |
|
|
|
|
|
|
|
|
2. FASE DI
LAVORAZIONE: |
FASE 1 – PESATURA |
|
|
|
|
|
|
|
|
3. COD.INAIL: |
|
|
|
|
|
|
|
|
|
4. FATTORE DI
RISCHIO: |
RISCHI PER LA
SICUREZZA dovuti a: carenze strutturali
dell’ambiente di lavoro; carenze di sicurezza
su macchine ed apparecchiature; rischi elettrici. RISCHI PER LA
SALUTE dovuti a: movimentazione
manuale carichi. |
|
|
|
|
|
|
|
|
5. CODICE DI
RISCHIO |
|
|
|
|
(riservato all’ ufficio) |
|
|
|
|
|
|
|
|
|
6. N. ADDETTI: |
|
|
|
|
|
|
|
|
Capitolo 1 -
“Pesatura”(presente in entrambe le tipologie di lavorazione)
La pesatura
della partita di olive può avvenire tramite trasferimento manuale dei
contenitori (sacchi, cassette) su bilance
o con la pesatura complessiva tramite pese o tramogge a ponte o
elettroniche.
Il
trasferimento dei contenitori di olive può essere interamente manuale oppure
con l’impiego di nastri trasportatori, carrelli, ecc.
Capitolo 2 –
“Attrezzature, Macchine e Impianti”
Le attrezzature
che possono essere utilizzate durante movimentazione delle olive in occasione
della pesatura sono:
1. nastro trasportatore
2. carrelli manuali
3. tramogge costituenti l’impianto di
pesatura, dotate di nastro trasportatore in gomma.
4. bilancia
|
|
|
|
|
|


Bilancia Nastro trasportatore
Nastri
trasportatori in gomma: Sono composti da una struttura portante in
tubolare o di lamiera stampata, testata motrice, testata di rinvio con dispositivo
tenditore, gruppo rulli e tappeto di gomma. I gruppi portarulli hanno diverse
versioni a seconda che debbano alloggiare rulli in sistemazione piana,
accoppiati a V o a conca.
Accessori
dei trasportatori possono essere le spondine laterali di contenimento.
Gli
impianti di pesatura risultano essere di recente costruzione e qualora siano
installati dopo l’entrata in vigore della Direttiva Macchine, sono dotati di
marcatura CE.
Capitolo 3 - “Il
fattore di rischio”
Rischi
derivanti dalla lavorazione.
a)
Rischi per
la sicurezza.
a1) Rischi da carenze strutturali dell’ambiente di lavoro
relativamente a:
pavimenti
(lisci o sconnessi);
aperture
nei pavimenti;
viabilità
interna, esterna; movimentazione manuale dei carichi.
a2) Rischi da carenze di sicurezza su macchine ed apparecchiature
relativamente a:
protezione
degli organi di trasmissione;
protezione
degli organi di comando.
a3) Rischi da carenze di sicurezza elettrica connessa a non idoneità
all’uso per:
contatto
indiretto alla carcassa degli impianti, alla
presa di collegamento,
all’involucro di alluminio dell'interruttore di blocco .
per
contatto diretto in caso di deterioramento o rottura del cavo, della presa, o
dell’interruttore di blocco medesimo in caso di urto meccanico con accesso alle
parti attive.
b) Rischi per la salute.
b2) Movimentazione manuale dei carichi: il rischio è valutato a
parte, vedi documento di comparto.
Capitolo 4. “Il danno
atteso”
È stato descritto nel documento di
comparto.
Capitolo 5 - “Gli
interventi”
a)
Rischi per
la sicurezza.
Le
aperture di carico e scarico dei trasportatori in genere devono essere protette
contro la caduta di persone e contro il contatto con organi pericolosi in moto
(art. 212 [1]), (punto 1.3.7, 1.3.8, 1.4 Allegato I [5]).
Tutti
gli organi ed elementi di trasmissione del moto devono essere segregati (art.
55 [1]), in particolare le cinghie e pulegge e le zone di rimando dei nastri
trasportatori (art. 56 [1]) (punto 1.3.7, 1.3.8, 1.4 Allegato I [5]).
Le
zone sottostanti i nastri trasportatori devono essere inaccessibili o segregate
(art. 214 [1]).
Relativamente
ai nastri trasportatori vedi [6] e [7]
Nei
vari piani dell’impianto devono essere realizzati appositi parapetti normali
(art. 26 [1]) e devono essere rese accessibili tutte le zone in cui è
necessario intervenire in manutenzione (art. 376 [1]).
Le
buche e sporgenze pericolose, talvolta non eliminabili (presenza di nastri
trasportatori, ecc), devono essere accuratamente segregate ed adeguatamente segnalate
(art. 8 [1] e [4]).
b)
Rischi per la salute.
Gli interventi
relativi alla movimentazione manuale dei carichi sono descritti nel documento
di comparto.
Capitolo 6 - “Appalto a ditta esterna”
La
fase in esame non è appaltata a ditta esterna.
Capitolo 7 - “Riferimenti legislativi”
[1] DPR
547/55;
[2] DPR
303/56;
[3] Decreto
Legislativo 277/91;
[4] Decreto
Legislativo 626/94;
[5]
DPR 459/96
[6] UNI ISO 1819/89
[7] UNI ISO 7149/89
[8] UNI EN 294/93
[9] UNI
EN 349/94
Capitolo 8 - “Il rischio esterno”
Si
fa riferimento ai profili di rischio ambientale per comparti produttivi.
DOCUMENTO FASE/FATTORE DI RISCHIO
|
|
|
|
|
|
1. COMPARTO: |
FRANTOI OLEARI |
|
|
|
|
|
|
|
|
2. FASE DI
LAVORAZIONE: |
FASE 2 – LAVAGGIO |
|
|
|
|
|
|
|
|
3. COD.INAIL: |
|
|
|
|
|
|
|
|
|
4. FATTORE DI
RISCHIO: |
RISCHI PER LA
SICUREZZA dovuti a: carenze strutturali
dell’ambiente di lavoro; carenze di
sicurezza su macchine ed apparecchiature; rischi elettrici. RISCHI PER LA
SALUTE dovuti a: movimentazione
manuale carichi, agenti fisici:
rumore. |
|
|
|
|
|
|
|
|
5. CODICE DI
RISCHIO |
|
|
|
|
(riservato all’ ufficio) |
|
|
|
|
|
|
|
|
|
6. N. ADDETTI: |
|
|
|
|
|
|
|
|
Capitolo 1 - “Lavaggio”(presente
in entrambe le tipologie di lavorazione)
Dopo la pesatura e l’eventuale sosta
nell’apposito locale (olivaio), le olive
vengono scaricate in tramogge (tramogge di carico) di diversa capacità e
dislocazione (sopraelevate rispetto al pavimento, con l’apertura a filo del
pavimento, ecc.), per essere sottoposte alla pulizia effettuata mediante
aspirazione delle foglie e lavaggio con acqua. Di seguito una coclea o un
nastro trasportatore alimenta l’impianto di macinazione.
Olivaio
Capitolo 2 –
“Attrezzature, Macchine e Impianti”
Le attrezzature che possono essere
utilizzate durante la fase di lavaggio sono:
1.
carrelli
manuali
2.
tramogge
3.
nastri
trasportatori in gomma
4.
defoliatrice
5.

lavatrice
Tramogge
Tramoggia In relazione alla potenzialità produttiva
dell’impianto, le tramogge possono avere diverse capacità e dimensioni
geometriche. Generalmente sono posizionate con l’apertura superiore ad altezza
del pavimento in modo da facilitare lo scarico delle olive. Lo svuotamento
della tramoggia avviene tramite nastro trasportatore in gomma.
Nastri trasportatori in gomma:
Sono composti da una struttura portante in tubolare o di lamiera
stampata, testata motrice, testata di rinvio con dispositivo tenditore, gruppo
rulli e tappeto di gomma. I gruppi portarulli hanno diverse versioni a seconda
che debbano alloggiare rulli in sistemazione piana, accoppiati a V o a conca.
Accessori dei trasportatori possono
essere le spondine laterali di contenimento.
Defogliatrice: è sostanzialmente costituita da un
aspiratore, che ha lo scopo di aspirare polveri, rametti e foglie, e da una
canalizzazione che convoglia il materiale aspirato all’esterno del frantoio.
Lavatrice: il lavaggio in corrente di acqua fredda
serve per allontanare la terra ed i corpi estranei. Successivamente al lavaggio
le olive passano su una griglia vibrante al fine di facilitare l’allontanamento
dell’acqua e la separazione di piccole pietre e sassi.
Normalmente la defogliatrice e la
lavatrice costituiscono una macchina unica.
|
|
|


Lavatrice
Gli
impianti di lavaggio risultano essere di recente costruzione e qualora siano
installati dopo l’entrata in vigore della Direttiva Macchine, sono dotati di
marcatura CE.
Capitolo 3 - “Il fattore di rischio”
Rischi derivanti dalla lavorazione.
a)
Rischi per
la sicurezza.
a1) Rischi da carenze strutturali dell’ambiente di lavoro
relativamente a:
pavimenti (lisci o sconnessi);
aperture nei pavimenti;
viabilità interna, esterna;
movimentazione manuale dei carichi.
a2) Rischi da carenze di sicurezza su macchine ed apparecchiature
relativamente a:
protezione degli organi di trasmissione;
protezione degli organi di lavoro;
protezione degli organi di comando.
a3) Rischi da carenze di sicurezza elettrica connessa a non idoneità
d’uso per:
contatto indiretto alla carcassa delle
apparecchiature in caso cedimento dell’isolamento del motore e/o scollegamenti
del cablaggio dalla morsettiera per
effetto delle vibrazioni.
per contatto diretto in caso di
deterioramento o rottura del cavo, della morsettiera spina etc.
b) Rischi per la salute.
b2) Movimentazione manuale dei carichi: il rischio
è valutato a parte, vedi documento di comparto.
b3) Agenti fisici: rischi da esposizione e grandezze fisiche che interagiscono in vari modi con l’organismo umano:
rumore (presenza di apparecchiature
rumorose durante il ciclo lavorativo e di funzionamento: impianti d'aspirazione
e canalizzazione di espulsione dei materiali aspirati quali foglie, sassi,
ecc., scarsa manutenzione degli impianti) con propagazione dell’energia sonora
nell’ambiente di lavoro.
Si segnala la situazione determinatasi
all’interno della fase di lavaggio ( 2 impianti di lavaggio paralleli ) di un
frantoio, evidenziando che la fase di lavaggio è effettuata in locale distinto
dalle operazioni di frangitura ed estrazione.
La valutazione dell’esposizione a rumore
redatta nell’anno 1992 riporta i seguenti valori di Leq = 90,0 dB(A) ed Lep,d =
88,0 dB(A).
A seguito di intervento della Asl nella
campagna olearia dell’anno 1995 è stato misurato un livello di pressione sonora
Leq = 95.0 dB(A) evidenziando come sorgente principale della rumorosità il
defogliatore (ventilatore di aspirazione e canalizzazione di allontanamento).
La valutazione dell’esposizione a rumore
viene ripetuta confermando il valore di Leq e dichiarando un valore di Lep,d =
90,0 dB(A).
Capitolo 4 -
“Il danno atteso”
È stato descritto nel documento di
comparto.
Capitolo 5 - “Gli
interventi”
a)
Rischi per
la sicurezza.
Tutti gli organi lavoratori devono essere
segregati (art. 68 [1]), in particolare la girante dell’aspiratore.
Le tramogge di carico dei trasportatori
in genere devono essere protette contro la caduta di persone e contro il
contatto con organi pericolosi in moto (art. 212 [1]). La zona di scarico dei
trasportatori in genere deve essere protetta contro il contatto con organi
pericolosi in moto (art. 212 [1]), (punto 1.3.7, 1.3.8, 1.4 Allegato I [5]).
Tutti gli organi ed elementi di
trasmissione del moto devono essere segregati (art. 55 [1]), in particolare le
cinghie e pulegge e le zone di rimando dei nastri trasportatori (art. 56 [1]),
(punto 1.3.7, 1.3.8, 1.4 Allegato I [5]).
Le zone sottostanti i nastri
trasportatori devono essere inaccessibili o segregate (art. 214
[1]).
Relativamente ai nastri trasportatori
vedi anche [6] e [7].
Le buche e sporgenze pericolose, talvolta
non eliminabili (presenza di nastri trasportatori, ecc), devono essere
accuratamente segregate ed adeguatamente segnalate (art. 8 [1] e [4]).
b) Rischi per la salute.
Gli interventi relativi alla
movimentazione manuale dei carichi sono descritti nel documento di comparto.
Rumorosità.
Gli impianti di aspirazione devono essere
progettati secondo i criteri di buona tecnica e devono essere separati dagli
impianti di produzione (art. 41 [3]). Le canalizzazioni devono essere
realizzate con materiali che limitano la propagazione del suono (es.
sostituzione di canale metallico con canale in materiale plastico.
Nel
caso citato gli interventi effettuati sono stati:
spostamento
degli elettroventilatori per l’estrazione delle foglie all’esterno;
in
sonorizzazione dei tubi di aspirazione delle foglie.
A seguito di detti interventi la
valutazione dell’esposizione a rumore ha fornito i seguenti valori Leq = 85,0
dB(A) e Lep,d = 84,0 dB(A).
Capitolo 6 - “Appalto a ditta esterna”
La fase in esame non è appaltata a ditta
esterna.
Capitolo 7 -
“Riferimenti legislativi”
[1] DPR
547/55;
[2] DPR
303/56;
[3] Decreto
Legislativo 277/91;
[4] Decreto
Legislativo 626/94;
[5]
DPR 459/96
[6] UNI ISO 1819/89
[7] UNI ISO 7149/89
[8] UNI EN 294/93
[9] UNI
EN 349/94
Capitolo 8 - “Il
rischio esterno”
Si fa riferimento ai profili di rischio
ambientale per comparti produttivi.
DOCUMENTO FASE/FATTORE
DI RISCHIO
|
|
|
|
|
|
1. COMPARTO: |
FRANTOI OLEARI |
|
|
|
|
|
|
|
|
2. FASE DI
LAVORAZIONE: |
FASE 3 – FRANGITURA |
|
|
|
|
|
|
|
|
3. COD.INAIL: |
|
|
|
|
|
|
|
|
|
4. FATTORE DI
RISCHIO: |
RISCHI PER LA
SICUREZZA dovuti a: carenze strutturali
dell’ambiente di lavoro; carenze di
sicurezza su macchine ed apparecchiature; rischi elettrici. RISCHI PER LA
SALUTE dovuti a: agenti fisici:
rumore. |
|
|
|
|
|
|
|
|
5. CODICE DI
RISCHIO |
|
|
|
|
(riservato all’ ufficio) |
|
|
|
|
|
|
|
|
|
6. N. ADDETTI: |
|
|
|
|
|
|
|
|
Capitolo 1 - “frangitura”(presente
in entrambe le tipologie di lavorazione, si differenziano le macchine
utilizzate)”
Dopo il lavaggio le olive, cadono in una
tramoggia e da qui, per mezzo di un elevatore a coclea, vengono avviate alla
fase di frangitura.
L’impianto di frangitura può essere
costituito da macine in pietra, nel ciclo tradizionale, o frangitori a
martelli, cilindri o, più raramente, a cono, nel ciclo continuo.
Capitolo 2 –
“Attrezzature, Macchine e Impianti”
Le attrezzature che possono essere
utilizzate durante la fase di frangitura sono:
1)
Tramoggia
ed elevatore a coclea
2)
Molazza
3)
Frangitore
|
|
|

Tramoggia Molazza
Elevatore a coclea: è costituito da un albero sul quale è fissata
una spirale od elica che ruota all’interno di una canalizzazione senza toccarne
le pareti; il moto elicoidale della parte rotante permette l’avanzamento delle
olive.
Molazza: è il sistema più antico di molatura ed è costituito da:
macina di fondo di granito;
bacino di materiale metallico provvisto
di apertura laterale;
molazze verticali di granito, normalmente
in numero di 2 o 3, a forma cilindrica o ellittica;
raschiatore delle molazze e del bacino;
palette rimescolatici ( hanno il compito
di portare la pasta sotto le molazze);
pala di espulsione della pasta dal
bacino;
organi di movimento.
Frangitore a martelli costituito da:
rotore porta martelli su cui sono
posizionati i martelli in modo fisso o flottante;
griglia circolare (gabbia) sulla quale i
martelli effettuano la lacerazione delle olive ed attraverso la quale il
prodotto trattato viene inviato alla gramolatura;
organi di movimento.
Frangitore a cilindri e frangitore conico
non vengono descritti in quanto non presenti nelle aziende oggetto dell’indagine.
Gli
impianti di frangitura risultano essere di recente costruzione e qualora siano
installati dopo l’entrata in vigore della Direttiva Macchine, sono dotati di
marcatura CE.
Capitolo 3 - “Il
fattore di rischio”
Rischi derivanti dalla lavorazione.
a)
Rischi per
la sicurezza.
a1) Rischi da carenze strutturali dell’ambiente di lavoro relativamente
a:
pavimenti (lisci o sconnessi);
aperture nei pavimenti;
viabilità interna.
a2) Rischi da carenze di sicurezza su macchine ed apparecchiature relativamente
a:
protezione degli organi di trasmissione;
protezione degli organi di lavoro;
protezione degli organi di comando.
a3) Rischi da manipolazione di sostanze pericolose per utilizzo di
sostanze corrosive durante le operazioni di pulitura (es. soda caustica)
a4) Rischi da carenze di sicurezza elettrica connessa a non idoneità
d’uso per:
contatto indiretto alle parti metalliche
delle apparecchiature sotto tensione in caso di cedimento dell’isolamento del motore
e/o scollegamenti del cablaggio alla morsettiera e del conduttore di protezione, per effetto di vibrazioni, urti,
etc.
per contatto diretto in caso di
deterioramento o rottura del cavo, della morsettiera spina,
etc.
b) Rischi per la salute.
B1) Agenti fisici: rischi da esposizione e grandezze fisiche che interagiscono in vari modi con l’organismo umano:
rumore (presenza di apparecchiature
rumorose durante il ciclo lavorativo e di funzionamento: molini a martelli,
scarsa manutenzione degli impianti) con propagazione dell’energia sonora
nell’ambiente di lavoro.
La molazza non determina questa
problematica.
Nella generalità degli impianti le fasi 3, 4, 5, 6 e 7, con i relativi
impianti, sono svolte all’interno di un unico locale. Il frangitore concorre
alla determinazione del livello di pressione sonora all’interno del locale. I
livelli di pressione sonora rilevati sono all’interno dell’intervallo 85-90 Leq
dB(A) .
Capitolo 4. “Il danno
atteso”
È stato descritto nel documento di comparto.
Capitolo 5 - “Gli
interventi”
a)
Rischi per
la sicurezza.
Tutti gli organi lavoratori devono essere
segregati (art. 68 [1]) e dotati di dispositivo di blocco (art. 72 [1]).
I condotti dove si trovano le coclee
devono essere chiusi (art. 211 [1]).
Le aperture di carico e scarico delle
coclee devono essere protette contro il contatto con organi pericolosi in moto
(art. 212 [1]).
Tutti gli organi ed elementi di
trasmissione del moto devono essere segregati (art. 55 [1]), in particolare le
cinghie e pulegge (art. 56 [1]). (punto 1.3.7, 1.3.8, 1.4 Allegato I [5]).
I vari livelli dell’impianto devono
essere dotati di appositi parapetti normali (art. 26 [1]) in modo da rendere
accessibili tutte le zone in cui è necessario intervenire in manutenzione (art.
376 [1]).
Le buche e sporgenze pericolose, talvolta
non eliminabili (presenza di tramogge, ecc), devono essere accuratamente
segregate ed adeguatamente segnalate (art. 8 [1] e [4]).
Per eliminare il pericolo di raggiungere con le mani gli organi lavoratori delle macine e dei raschiatori, è necessario che la vasca di contenimento sia protetta da uno schermo bloccato opportunamente per tutto il perimetro della vasca e di altezza idonea (art.127 [1]). Anche il portello di scarico della pasta deve essere protetto in modo da impedire che gli stessi organi in movimento siano raggiungibili dal lavoratore (art. 212 [1]),( vedi [6] e [7]).
I frangitori a martelli devono avere i
dispositivi di protezione (carter) fissati saldamente alla struttura con viti e
bulloni rimovibili con speciali attrezzi. In alternativa i carter devono essere
dotati di un dispositivo di sicurezza che, nel caso di loro rimozione, provochi
l’arresto della macchina ed impedisca l’avviamento di questa finché la
protezione non è stata rimessa (art.41, 72 e 124 [1]), (punto 1.3.7, 1.3.8, 1.4
Allegato I [5]).
Rischi
per la salute.
Rumorosità.
Considerata
la presenza di varie macchine all’interno del locale gli interventi principali
di bonifica non possono che esser relativi alla riduzione della potenza sonora
delle macchine stesse.
Capitolo 6 - “Appalto
a ditta esterna”
La fase in esame non è appaltata a ditta
esterna.
Capitolo 7 -
“Riferimenti legislativi”
[1] DPR 547/55;
[2] DPR
303/56;
[3] Decreto
Legislativo 277/91;
[4] Decreto
Legislativo 626/94;
[5]
DPR 459/96
[6] UNI EN 294/93
[7] UNI EN 349/94
Capitolo 8 - “Il rischio esterno”
Si fa riferimento ai profili di rischio
ambientale per comparti produttivi.
DOCUMENTO FASE/FATTORE
DI RISCHIO
|
|
|
|
|
|
1. COMPARTO: |
FRANTOI OLEARI |
|
|
|
|
|
|
|
|
2. FASE DI
LAVORAZIONE: |
FASE 4 – GRAMOLATURA |
|
|
|
|
|
|
|
|
3. COD.INAIL: |
|
|
|
|
|
|
|
|
|
4. FATTORE DI
RISCHIO: |
RISCHI PER LA
SICUREZZA dovuti a: carenze strutturali
dell’ambiente di lavoro; carenze di
sicurezza su macchine ed apparecchiature; rischi elettrici. RISCHI PER LA
SALUTE dovuti a: agenti fisici:
rumore. |
|
|
|
|
|
|
|
|
5. CODICE DI
RISCHIO |
|
|
|
|
(riservato all’ ufficio) |
|
|
|
|
|
|
|
|
|
6. N. ADDETTI: |
|
|
|
|
|
|
|
|
Capitolo 1 -
“gramolatura”(presente in entrambe le tipologie di lavorazione)
La
pasta ottenuta con la macinazione passa successivamente in una o più serie di
gramole dove avviene l'affioramento dell’olio sulla pasta stessa, a seguito di un
continuo “massaggio” prodotto dalle pale montate su di un’asta ruotante.
Capitolo 2 –
“Attrezzature, Macchine e Impianti”
La macchina utilizza è la gramolatrice.
|
|
|


Gramole
Gramolatrice: una o più vasche in acciaio
all’interno delle quali la pasta viene fatta avanzare verso la bocca di uscita
tramite una o più aste ruotanti, con la funzione di favorire la formazione di
gocce di olio di maggiori dimensioni.
La pasta di frangitura viene resa
omogenea e fluida, attraverso il movimento lento delle pale del mescolatore (circa 30 giri/min.) e il
riscaldamento (24° C) del contenitore della macchina impastatrice. La
temperatura viene raggiunta e mantenuta riscaldando il corpo macchina
dell'impastatrice con acqua calda a sua volta riscaldata da una resistenza
elettrica blindata inserita nel corpo della macchina o con scaldacqua a muro e
tubi di rame di trasporto.
Nei frantoi tradizionali la gramola è
abbinata ad un dosatore per la distribuzione della pasta sui fiscoli per la
successiva preparazione del castello. L’alimentazione della pasta al dosatore
avviene tramite un sistema di coclee.
Gli impianti di gramolatura risultano
essere di recente costruzione e qualora siano stati installati dopo l’entrata
in vigore della direttiva macchine sono dotati di marcatura CE
Capitolo 3 - “Il
fattore di rischio”
a)
Rischi per la sicurezza.
a1) Rischi da carenze strutturali dell’ambiente di lavoro relativamente
a:
pavimenti (lisci o sconnessi);
aperture nei pavimenti;
viabilità interna.
a2) Rischi da carenze di sicurezza su macchine ed apparecchiature
relativamente a:
protezione degli organi di trasmissione;
protezione degli organi di lavoro;
protezione degli organi di comando.
a3) Rischi da manipolazione di sostanze pericolose per utilizzo di
sostanze corrosive durante le operazioni di pulitura (es. soda caustica)
a4) Rischi da carenze di sicurezza elettrica connessa a non idoneità
d’uso per:
contatto indiretto alle parti metalliche
delle apparecchiature sotto tensione in caso di cedimento dell’isolamento del
motore e/o scollegamenti del cablaggio alla morsettiera e del conduttore di protezione, per effetto
di vibrazioni, urti, etc.
per contatto diretto in caso di
deterioramento o rottura del cavo, della morsettiera spina,
etc.
b) Rischi per la salute.
b1) Agenti fisici: rischi da esposizione e grandezze fisiche che interagiscono in vari modi con l’organismo umano:
rumore (presenza di apparecchiature
rumorose durante il ciclo lavorativo e di funzionamento: molini a martelli,
separatori centrifughi al asse orizzontale (decanter) e verticale, scarsa
manutenzione degli impianti) con propagazione dell’energia sonora nell’ambiente
di lavoro.
Capitolo 4. “Il danno
atteso”
È stato descritto nel documento di
comparto.
Capitolo 5 - “Gli interventi”
c)
Rischi per
la sicurezza.
Tutti gli organi lavoratori devono essere
segregati (art. 68, 97, 98 [1]) e le protezioni, se amovibili, devono essere
dotate di dispositivo di blocco (art. 72 [1]).
Le aperture di carico e scarico della macchina
devono essere protette contro il contatto con organi pericolosi in moto (art.
73 [1]).
Tutti gli organi ed elementi di
trasmissione del moto devono essere segregati (art. 55 [1]).
I condotti dove si trovano le coclee
devono essere chiusi (art. 211 [1]).
Le aperture di carico e scarico delle
coclee devono essere protette contro il contatto con organi pericolosi in moto
(art. 212 [1]). (punto 1.3.7, 1.3.8, 1.4 Allegato I [5]).
I vari livelli dell’impianto devono
essere dotati di appositi parapetti normali (art. 26 [1]) in modo da rendere
accessibili tutte le zone in cui è necessario intervenire in manutenzione (art.
376 [1]).
Le buche e sporgenze pericolose, talvolta
non eliminabili (presenza di tramogge, ecc), devono essere accuratamente
segregate ed adeguatamente segnalate (art. 8 [1] e [4]).
Rischi per la salute.
Rumorosità.
Gli
interventi devono essere effettuati sulle macchine e gli impianti delle altre
fasi lavorative presenti all’interno del locale.
Capitolo 6 - “Appalto
a ditta esterna”
La fase in esame non è appaltata a ditta
esterna.
Capitolo 7 -
“Riferimenti legislativi”
[1] DPR
547/55;
[2] DPR
303/56;
[3] Decreto
Legislativo 277/91;
[4] Decreto
Legislativo 626/94;
[5]
DPR 459/96
[6] UNI EN 294/93
[7] UNI EN 349/94
Capitolo 8 - “Il
rischio esterno”
Si fa riferimento ai profili di rischio
ambientale per comparti produttivi.
DOCUMENTO FASE/FATTORE
DI RISCHIO
|
|
|
|
|
|
1. COMPARTO: |
FRANTOI OLEARI |
|
|
|
|
|
|
|
|
2. FASE DI
LAVORAZIONE: |
FASE 5 – PREPARAZIONE DEL CASTELLO |
|
|
|
|
|
|
|
|
3. COD.INAIL: |
|
|
|
|
|
|
|
|
|
4. FATTORE DI
RISCHIO: |
RISCHI PER LA
SICUREZZA dovuti a: carenze strutturali
dell’ambiente di lavoro; carenze di
sicurezza su macchine ed apparecchiature; rischi elettrici. RISCHI PER LA
SALUTE dovuti a: movimentazione
manuale carichi; agenti fisici:
rumore. |
|
|
|
|
|
|
|
|
5. CODICE DI
RISCHIO |
|
|
|
|
(riservato all’ ufficio) |
|
|
|
|
|
|
|
|
|
6. N. ADDETTI: |
|
|
|
|
|
|
|
|
Capitolo 1 -
“Preparazione del castello”(presente solo nel ciclo tradizionale)
Nel sistema tradizionale la pasta di
olive viene ad posta in uno strato sottile su dischi filtranti forati
centralmente(fiscole) costituiti di fibre sintetiche ad alta resistenza. I
dischi sono quindi impilati, intervallandoli con dischi di metallo (un disco di
metallo ogni tre dischi filtranti), su di un carrello con al centro un tubo
forato. Questa operazione, solitamente svolta manualmente, in alcuni frantoi
viene eseguita con l’ausilio di impilatrici automatiche.
Capitolo 2 –
“Attrezzature, Macchine e Impianti”
Le macchine utilizzate sono:
1)
Carrello
portafiscoli;
2)
pedana
mobile;
3)
macchina
impilatrice;
4)
trasportatore
elettrico.
|
|
|


Gramola
distributrice Carrello
della
pasta
Carrello: può essere impilato in modo manuale o
automatico.
Nel primo caso il carrello viene posto su una pedana mobile che,
per effetto di un martinetto idraulico, consente l’abbassamento del carrello
stesso al fine di facilitare l’operazione
di impilatura.
Nel secondo caso viene utilizzata una
macchina impilatrice
 Macchina
impilatrice: esegue
molteplici movimenti, da quelli di rotazione dei fiscoli durante la carica della pasta a quelli di spostamento
di 120° e impilazione sul carrello portafiscoli.
Macchina
impilatrice: esegue
molteplici movimenti, da quelli di rotazione dei fiscoli durante la carica della pasta a quelli di spostamento
di 120° e impilazione sul carrello portafiscoli.
E' una macchina che abbisogna
costantemente della manodopera dell' uomo il quale, dopo aver rimosso la sansa
esausta dai fiscoli già sottoposti a pressatura, li dispone su di un piano al fine di distribuirci sopra uno
strato di pasta di olive. La macchina provvede quindi Impilatrice
a sovrapporre i fiscoli sul carrello.
Per questi movimenti continui dei bracci meccanici nello spazio circostante, la macchina è
protetta nel suo intorno da una barriera a grata metallica alta dal pavimento a
2,5 metri circa, al cui centro vi è un
cancello apribile che consente il passaggio e trasporto nei due sensi del
carrello portafiscoli fino alla pressa
per la spremitura e, viceversa, per il trasporto all'impilatrice dei fiscoli
spremuti.
L'apertura del cancello aziona un
microswitch che interrompe l'alimentazione elettrica e quindi anche tutti i movimenti pneumatici della
macchina (pericolosi per chi manovra il carrello dei fiscoli descritto sopra).
Per la movimentazione del carrello
portafiscoli viene utilizzato un trasportatore elettrico.
Trasportatori elettrico per carrelli portafiscoli: sono apparecchi mobili dotati di motore
elettrico asincrono trifase o monofase con riduttore meccanico, funzionante a
tensione di rete 380/220V e sul manubrio sono dotati di pulsanti di comando.
Sono utilizzati per trascinamento del carrello portafiscoli dalla postazione di
impilamento alle presse e viceversa .
Gli
impianti risultano essere di recente
costruzione e qualora siano installati dopo l’entrata in vigore della Direttiva
Macchine, sono dotati di marcatura CE.
Capitolo 3 - “Il
fattore di rischio”
Rischi derivanti dalla lavorazione.
a)
Rischi per
la sicurezza.
a1) Rischi da carenze strutturali dell’ambiente di lavoro relativamente
a:
pavimenti (lisci o sconnessi);
viabilità interna, esterna.
a2) Rischi da carenze di sicurezza su macchine ed apparecchiature
relativamente a:
protezione degli organi di avviamento;
protezione degli organi di trasmissione;
protezione degli organi di lavoro;
protezione degli organi di comando.
a3) Rischi da carenze di sicurezza elettrica connessa a non idoneità
d’uso per:
contatto indiretto alle parti metalliche
delle apparecchiature sotto tensione in caso di cedimento dell’isolamento del
motore e/o scollegamenti del cablaggio alla morsettiera e del conduttore di protezione, per effetto
di vibrazioni, urti, etc.
per contatto diretto in caso di
deterioramento o rottura del cavo, della morsettiera spina, etc.
b) Rischi per la salute.
b2) Movimentazione manuale dei carichi: il rischio non è
stato valutato nel documento di
comparto in quanto questa tipologia di impianto è risultata scarsamente
presente nel campione preso in considerazione.
b3) Agenti fisici: rischi da esposizione e grandezze fisiche che interagiscono in vari modi con l’organismo umano:
rumore (presenza di apparecchiature
rumorose durante il ciclo lavorativo e di funzionamento: molini a martelli,
separatori centrifughi ad asse orizzontale (decanter) e verticale, scarsa
manutenzione degli impianti) con propagazione dell’energia sonora nell’ambiente
di lavoro.
Capitolo 4. “Il danno
atteso”
È stato descritto nel documento di
comparto.
Capitolo 5 - “Gli
interventi”
c)
Rischi per
la sicurezza.
Tutti gli organi lavoratori devono essere segregati (art. 68 [1])
e dotati di dispositivo di blocco (art. 72 [1]).
I condotti dove si trovano le coclee
devono essere chiusi (art. 211 [1]).
Le aperture di carico e scarico delle coclee
devono essere protette contro il contatto con organi pericolosi in moto (art.
212 [1]).
Tutti gli organi ed elementi di
trasmissione del moto devono essere segregati (art. 55 [1]), in particolare le
cinghie e pulegge (art. 56 [1]). (punto 1.3.7, 1.3.8, 1.4 Allegato I [5]).
I vari livelli dell’impianto devono
essere dotati di appositi parapetti normali (art. 26 [1]) in modo da rendere
accessibili tutte le zone in cui è necessario intervenire in manutenzione (art.
376 [1]).
Le buche e sporgenze pericolose, talvolta
non eliminabili (presenza di tramogge, ecc), devono essere accuratamente
segregate ed adeguatamente segnalate (art. 8 [1] e [4]).
Devono essere adottati idonei D.P.I. per la protezione del piede a causa della movimentazione dei dischi metallici e dei carrelli portafiscoli ( art.384 [1] e art.41 [4]).
Rischi
per la salute.
Movimentazione
manuale carichi.
L’intervento
principale per ridurre il rischio è l’ausiliazione della movimentazione dei
fiscoli e dei dischi metallici con l’uso della macchina impilatrice e dei
trasportatori elettrici.
Rumorosità.
Gli
interventi devono essere effettuati sulle macchine e gli impianti delle altre
fasi lavorative presenti all’interno del locale.
Capitolo 6 - “Appalto
a ditta esterna”
La fase in esame non è appaltata a ditta
esterna.
Capitolo 7 -
“Riferimenti legislativi”
[1] DPR
547/55;
[2] DPR
303/56;
[3] Decreto
Legislativo 277/91;
[4] Decreto
Legislativo 626/94;
[5]
DPR 459/96
[6] UNI EN 294/93
[7] UNI EN 349/94
Capitolo 8 - “Il
rischio esterno”
Si fa riferimento ai profili di rischio
ambientale per comparti produttivi.
DOCUMENTO FASE/FATTORE
DI RISCHIO
|
|
|
|
|
|
1. COMPARTO: |
FRANTOI OLEARI |
|
|
|
|
|
|
|
|
2. FASE DI
LAVORAZIONE: |
FASE 6 – SPREMITURA (ESTRAZIONE) |
|
|
|
|
|
|
|
|
3. COD.INAIL: |
|
|
|
|
|
|
|
|
|
4. FATTORE DI
RISCHIO: |
RISCHI PER LA
SICUREZZA dovuti a: carenze strutturali
dell’ambiente di lavoro; carenze di
sicurezza su macchine ed apparecchiature; rischi elettrici. RISCHI PER LA
SALUTE dovuti a: movimentazione
manuale carichi; agenti fisici:
rumore. |
|
|
|
|
|
|
|
|
5. CODICE DI
RISCHIO |
|
|
|
|
(riservato all’ ufficio) |
|
|
|
|
|
|
|
|
|
6. N. ADDETTI: |
|
|
|
|
|
|
|
|
Capitolo 1 - “Spremitura
o estrazione”(presente in entrambe le tipologie di lavorazione, si
differenziano le macchine utilizzate)”
Nei
frantoi di tipo tradizionale l’estrazione dell’olio dalla pasta avviene tramite
la pressione che una pressa idraulica esercita sulla pasta distribuita su dei
fiscoli sovrapposti a formare il “castello”.
I fiscoli costituiscono uno strato filtrante attraverso il quale il
mosto, costituito da olio e acqua di vegetazione, defluisce per poi essere avviato
al separatore centrifugo.
Nei
frantoi moderni, di tipo continuo, la pressa idraulica ed il castello sono
sostituiti dall’ estrattore centrifugo (definizione UNI EN 12505-2001), capace
di separare, per effetto della forza centrifuga impressa alla pasta, la parte
liquida costituita da acqua ed olio dalla parte solida (sansa ).
Capitolo 2 –
“Attrezzature, Macchine e Impianti”
Le macchine utilizzate in questa fase sono la pressa per la
lavorazione tradizionale ed l’estrattore centrifugo per la lavorazione
continua.
Pressa: sono del tipo a torre aperta e vengono azionate da pompe
idrauliche a due o quattro corpi con pistone ad azione unica e dispositivo per
la variazione della portata mediante la regolazione della corsa. La pressione
di esercizio può raggiungere le 400 Atm. Il carrello portafiscoli viene
posizionato sulla testa del pistone dal quale viene spinto verso l’alto,
determinando l’inserimento del tubo forato del carrello nell’apertura presente
sulla sommità della pressa stessa. Il diametro del pistone della pressa è
normalmente di 35 cm.
Pressa idraulica
 Estrattore Centrifugo: si basa sul principio fisico di
separazione per stratificazione di un prodotto composto da più elementi a
diverso peso specifico. Gli idroestrattori trattano la pasta di olive secondo
tre modalità diverse:
Estrattore Centrifugo: si basa sul principio fisico di
separazione per stratificazione di un prodotto composto da più elementi a
diverso peso specifico. Gli idroestrattori trattano la pasta di olive secondo
tre modalità diverse:
sistema a tre fasi (olio, acqua di
vegetazione e sansa asciutta);
sistema a due fasi (olio e sansa umida).
L’interno di un estrattore centrifugo è
costituito da un cilindro alettato (coclea), ad asse orizzontale, con parte
conica, in acciaio inossidazione che gira a circa 3000/3500 giri al minuto.
Come già detto, per effetto  della
forza centrifuga interagente sul diverso peso specifico dei componenti, avviene
la separazione sansa-mosto. La Pasta viene
della
forza centrifuga interagente sul diverso peso specifico dei componenti, avviene
la separazione sansa-mosto. La Pasta viene
alimentata al centrifuga attraverso
tubazioni sotto la spinta di una pompa tipo momo.
Nel corso dell’indagine svolta è stato trovato un impianto di
frangitura utilizzante il procedimento Sinolea, che si fonda sul principio
dell’alto capacità di adesione
dell’olio rispetto all’acqua di vegetazione presente nella pasta di
olive. Infatti lamelle di acciaio inox penetrano con movimento lento e continuo
nella pasta di olive in costante movimento e fuoriescono trascinando per
adesione l’olio all’eslerno della vasca, dove il recupero avviene sia per
naturale sgocciolamento che per rasatura con opportuni pettini in materiale
plastico. L’olio residuo (10-30%) può essere recuperato con uno dei due
procedimenti sopra descritti.
Gli
impianti risultano essere di recente
costruzione e qualora siano installati dopo l’entrata in vigore della Direttiva
Macchine, sono dotati di marcatura CE.
Capitolo
3 - “Il fattore di rischio”
Rischi derivanti dalla lavorazione.
a)
Rischi per
la sicurezza.
a1) Rischi da carenze strutturali dell’ambiente di lavoro relativamente
a:
pavimenti (lisci o sconnessi);
viabilità interna, esterna.
a2) Rischi da carenze di sicurezza su macchine ed apparecchiature
relativamente a:
protezione degli organi di avviamento;
protezione degli organi di trasmissione;
protezione degli organi di lavoro;
protezione degli organi di comando.
a3) Rischi da carenze di sicurezza elettrica connessa all’idoneità
d’uso:
relativamente alle presse:
contatto indiretto alla struttura
metallica delle presse, del gruppo pompe idraulico di pressione dell'olio e al
quadretto di alimentazione e controllo, nei casi di cedimento dell’isolamento
del motore ( per sovratemperatura ) e/o scollegamenti del cablaggio (per vibrazioni ) dei comandi pompa, dei
pressostati, del quadro, della morsettiera, etc.
per contatto diretto in caso di
deterioramento o rottura degli involucri e coperture isolanti, del quadretto di
alimentazione, del cavo, della morsettiera , delle spine, prese etc.
relativamente alla centrifuga (decanter):
contatti indiretti alla carcassa
metallica dell’estrattore centrifugo (in caso cedimento dell’isolante
dell’avvolgimento del motore e di scollegamenti e contatti, dovuti alle forti
vibrazioni, dei conduttori di potenza e di protezione alla morsettiera),
all’involucro del quadro e degli interruttori di blocco.
per contatto diretto in caso di
deterioramento o rottura del cavo, del pressacavo, della morsettiera del
motore, della presa e spina all’interruttore di blocco in caso di urto
meccanico.
Relativamente all’estrattore centrifugo
la norma UNI EN 12505/2001 individua i seguenti pericoli:
schiacciamento;
cesoiamento;
impigliamento;
trascinamento;
abrasione;
espulsione di parti di macchina;
espulsione di prodotto trattato;
perdita di stabilità.
In relazione a detti pericoli, vengono
individuate le seguenti 9 zone di
pericolo:
cinghie e pulegge, sensore statico e
camma rotante dell’indicatore di velocità del tamburo
cinghie e pulegge, sensore statico e
camma rotante dell’indicatore di velocità del riduttore, ingranaggi per la
riduzione di velocità tra coclea e tamburo;
catena e corona dentata (o ingranaggi);
raschiatore, lame rotanti a bassa
velocità;
tamburo;
estremità del tamburo (lato uscita del
liquido);
estremità del tamburo (lato scarico
residuo del solido);
tubo di alimentazione;
giunto idraulico rotante con palettatura esterne
di raffreddamento, pulegge e cinghie.
b) Rischi per la salute.
b2) Agenti fisici: rischi da esposizione e grandezze fisiche che interagiscono in vari modi con l’organismo umano:
rumore (presenza di apparecchiature rumorose durante il ciclo
lavorativo e di
funzionamento: estrattore centrifugo, scarsa manutenzione
degli impianti) con
propagazione dell’energia sonora nell’ambiente di lavoro.
La pressa idraulica non determina questo
problema.
Nella generalità degli impianti le fasi 3, 4, 5, 6 e 7, con i relativi
impianti, sono svolte all’interno di un unico locale. L’estrattore centrifugo
concorre alla determinazione del livello di pressione sonora all’interno del
locale. I livelli di pressione sonora rilevati sono all’interno dell’intervallo
85-90 Leq dB(A) .
Capitolo
4. “Il danno atteso”
È stato descritto nel documento di
comparto.
Capitolo 5 - “Gli
interventi”
a)
Rischi per
la sicurezza.
Relativamente alle presse: tutti gli organi
ed elementi di trasmissione del moto devono essere segregati (art. 55 [1]), in
particolare le cinghie e pulegge (art.
56 [1]). (punto 1.3.7, 1.3.8, 1.4 Allegato I [5]).
Relativamente all’estrattore centrifugo:
le zone relative ai meccanismi di trasmissione del moto ed alle parti rotanti
devono essere protette da ripari fissi ( 3.22.1 EN 292-1/91 ).
Se i ripari fissi sono progettati con
perforazioni, essi devono essere fabbricati in conformità alla EN 294/92 e EN
953/97.
L’interruttore principale deve essere
dotato di mezzi per prevenire l’avviamento accidentale (EN 1037/95).
Nei vari piani dell’impianto devono
essere realizzati appositi parapetti normali (art. 26 [1]) e devono essere rese
accessibili tutte le zone in cui è necessario intervenire in manutenzione (art.
376 [1]).
Le buche e sporgenze pericolose, talvolta
non eliminabili (presenza di nastri trasportatori, ecc), devono essere
accuratamente segregate ed adeguatamente segnalate (art. 8 [1] e [4]).
b)
Rischi per la salute.
Rumorosità.
Considerata la presenza di varie macchine
all’interno del locale gli interventi principali di bonifica non possono che
esser relativi alla riduzione della potenza sonora delle macchine stesse.
Capitolo
6 - “Appalto a ditta esterna”
La fase in esame non è appaltata a ditta
esterna.
Capitolo 7 -
“Riferimenti legislativi”
[1] DPR
547/55;
[2] DPR
303/56;
[3] Decreto
Legislativo 277/91;
[4] Decreto
Legislativo 626/94;
[5]
DPR 459/96;
[6] UNI EN 292-1/91;
[7] UNI EN 294/93 ;
[8] UNI EN 349/94 ;
[9] UNI EN 12505/2001
Capitolo 8 - “Il
rischio esterno”
Si fa riferimento ai profili di rischio
ambientale per comparti produttivi.
DOCUMENTO FASE/FATTORE
DI RISCHIO
|
|
|
|
|
|
1. COMPARTO: |
FRANTOI OLEARI |
|
|
|
|
|
|
|
|
2. FASE DI
LAVORAZIONE: |
FASE 7 – SEPARAZIONE |
|
|
|
|
|
|
|
|
3. COD.INAIL: |
|
|
|
|
|
|
|
|
|
4. FATTORE DI
RISCHIO: |
RISCHI PER LA
SICUREZZA dovuti a: carenze strutturali
dell’ambiente di lavoro; carenze di
sicurezza su macchine ed apparecchiature; rischi elettrici. RISCHI PER LA
SALUTE dovuti a: agenti fisici:
rumore. |
|
|
|
|
|
|
|
|
5. CODICE DI
RISCHIO |
|
|
|
|
(riservato all’ ufficio) |
|
|
|
|
|
|
|
|
|
6. N. ADDETTI: |
|
|
|
|
|
|
|
|
Capitolo 1 - “Separazione”
(presente in entrambe le tipologie di lavorazione)
Il
mosto ottenuto dagli impianti di estrazione viene inviato ai separatori o
centrifughe a dischi (definizione UNI EN 12505-2001), al fine di separare
l’acqua dall’olio.
Dopo
questo ultimo passaggio l’olio d’oliva è pronto per il consumo diretto o per il
confezionamento dopo eventuali operazioni di filtraggio.
Capitolo 2 –
“Attrezzature, Macchine e Impianti”

Centrifuga a dischi. All’interno della macchina, per il
principio di separazione per centrifugazione di un liquido composto da elementi
a diverso peso specifico, l’olio, sostanza più leggera, viene ad essere
raccolto nel tubo interno, dopo essere passato da una serie di coni che
trattengono le impurità.
Centrifughe
a dischi
Gli
impianti risultano essere di recente
costruzione e qualora siano installati dopo l’entrata in vigore della Direttiva
Macchine, sono dotati di marcatura CE.
Capitolo
3 - “Il fattore di rischio”
Rischi derivanti dalla lavorazione.
a)
Rischi per
la sicurezza.
a1) Rischi da carenze strutturali dell’ambiente di lavoro relativamente
a:
pavimenti (lisci o sconnessi);
viabilità interna, esterna.
a2) Rischi da carenze di sicurezza su macchine ed apparecchiature
relativamente a:
protezione degli organi di avviamento;
protezione degli organi di trasmissione;
protezione degli organi di lavoro;
protezione degli organi di comando.
a3) Rischi da carenze di sicurezza elettrica connessa all’idoneità
d’uso:
contatti indiretti alla carcassa metallica del separatore
centrifugo (in caso cedimento
dell’isolante dell’avvolgimento del motore e di scollegamenti
e contatti, dovuti alle forti
vibrazioni, dei conduttori di potenza e di protezione alla
morsettiera), all’involucro del
quadro e degli interruttori di blocco.
per contatto diretto in caso di
deterioramento o rottura del cavo, del pressacavo, della morsettiera del
motore, della presa e spina all’interruttore di blocco in caso di urto
meccanico
Relativamente alla centrifuga a dischi la
norma UNI EN 12505/2001 individua i seguenti pericoli:
schiacciamento;
cesoiamento;
impigliamento;
trascinamento;
abrasione;
espulsione di parti di macchina;
espulsione di prodotto trattato;
perdita di stabilità.
In relazione a detti pericoli, vengono
individuate le seguenti 6 zone di
pericolo:
tamburo;
dispositivo di frenatura, giunto
meccanico con alette di raffreddamento esterno;
ingranaggi di trasmissione del moto tra l’albero
orizzontale e quello verticale, olio di lubrificazione degli ingranaggi (coppa
dell’olio);
aperture di ventilazione.
b) Rischi per la salute.
b2) Agenti fisici: rischi da esposizione e grandezze fisiche che interagiscono in vari modi con l’organismo umano:
rumore (presenza di apparecchiature
rumorose durante il ciclo lavorativo e di funzionamento: centrifuga a dischi,
scarsa manutenzione degli impianti) con propagazione dell’energia sonora
nell’ambiente di lavoro.
Nella generalità degli impianti le fasi 3, 4, 5, 6 e 7, con i relativi
impianti, sono svolte all’interno di un unico locale. La centrifuga a dischi
concorre alla determinazione del livello di pressione sonora all’interno del
locale. I livelli di pressione sonora rilevati sono all’interno dell’intervallo
80-90 Leq dB(A) .
Capitolo
4. “Il danno atteso”
È stato descritto nel documento di
comparto.
Capitolo 5 - “Gli
interventi”
c)
Rischi per
la sicurezza.
Le zone relative ai meccanismi di
trasmissione del moto ed alle parti rotanti devono essere protette da ripari
fissi ( 3.22.1 EN 292-1/91 ).
Se i ripari fissi sono progettati con
perforazioni, essi devono essere fabbricati in conformità alla EN 294/92 e EN
953/97.
L’interruttore principale deve essere
dotato di mezzi per prevenire l’avviamento accidentale (EN 1037/95).
Nei vari piani dell’impianto devono
essere realizzati appositi parapetti normali (art. 26 [1]) e devono essere rese
accessibili tutte le zone in cui è necessario intervenire in manutenzione (art.
376 [1]).
Le buche e sporgenze pericolose, talvolta
non eliminabili (presenza di nastri trasportatori, ecc), devono essere
accuratamente segregate ed adeguatamente segnalate (art. 8 [1] e [4]).
b)
Rischi per la salute.
Rumorosità.
Considerata la presenza di varie macchine
all’interno del locale gli interventi principali di bonifica non possono che
esser relativi alla riduzione della potenza sonora delle macchine stesse.
Capitolo
6 - “Appalto a ditta esterna”
La fase in esame non è appaltata a ditta
esterna.
Capitolo 7 -
“Riferimenti legislativi”
[1] DPR
547/55;
[2] DPR
303/56;
[3] Decreto
Legislativo 277/91;
[4] Decreto
Legislativo 626/94;
[5]
DPR 459/96;
[6] UNI EN 292-1/91;
[7] UNI EN 294/93 ;
[8] UNI EN 349/94 ;
[9] UNI EN 12505/2001
Capitolo 8 - “Il
rischio esterno
Si fa riferimento ai profili di rischio
ambientale per comparti produttivi.