I
profili di rischio nei comparti produttivi dell’artigianato, delle piccole e
medie industrie e pubblici esercizi: Gomma (vulcanizzazione)
Hanno partecipato ai lavori
ASL di Mantova
Sandro Tieghi
Ettore Guarnieri
Vittorino Armani
Giordano Spezia
Cesare Ghizzi
Luigi Zappavigna
Università di Verona –
Sezione di Farmacologia
Prof.ssa Maria Enrica Fracasso e la sua équipe
DESCRIZIONE DEL PROGETTO E GENERALITA’ SUL COMPARTO
L’industria della gomma è
caratterizzata dall’utilizzo di molte sostanze chimiche, alcune delle quali
sono state, in passato, considerate
cancerogene per l’uomo o in animali da esperimento.
Le numerose indagini
epidemiologiche disponibili hanno evidenziato, negli addetti esposti fino agli
anni ’50, un eccesso di mortalità per
neoplasie soprattutto a carico della vescica e del sistema emopoietico.
L’aumento di incidenza di queste patologie è stato attribuito all’uso delle ammine aromatiche di prima classe.
Queste considerazioni hanno spinto i paesi industrializzati ad una progressiva
regolamentazione dell’uso di tali sostanze che, sommato ad un costante miglioramento delle condizioni
igienico - ambientali dei luoghi di lavoro, sembra abbia portato ad una
riduzione dell’incidenza di queste neoplasie.
L’Agenzia Internazionale per la
Ricerca sul Cancro (IARC) classifica, tuttavia,
l’industria della gomma come attività a rischio di provocare il cancro sulla
base del sospetto dell’esistenza di
prodotti di reazione biologicamente attivi che si sviluppano durante la
lavorazione; la doverosa eliminazione dei cancerogeni noti non si è, quindi,
ancora rivelata sufficiente per l’eliminazione totale del rischio.
L’ASL
di Mantova ha ritenuto utile indagare
sull’esistenza di situazioni ambientali a rischio sia dal punto di vista
infortunistico, ma anche sul versante
tossicologico mediante lo studio
approfondito degli ambienti di lavoro e delle attrezzature di 3 aziende della
Provincia di Mantova che producono articoli tecnici in gomma : due di queste
aziende possiedono un impianto di mescola della gomma e di stampaggio mentre la
terza realizza esclusivamente prodotti su stampi (vulcanizzazione).
Complessivamente, le 3 aziende assorbono circa 80 dipendenti; due di queste si
trovano nella zona industriale del capoluogo, la terza nella zona collinare
della provincia. Accomuna le tre aziende il tipo di prodotto (articoli tecnici
di gomma specialmente per uso antivibrante). Il lavoro qui presentato
costituisce la sintesi degli interventi effettuati nelle tre aziende citate
fatti allo scopo di aumentare le conoscenze sulle esposizioni ai prodotti di
degradazione della gomma e di migliorare la sicurezza delle macchine e degli
impianti. Lo studio tossicologico è stato realizzato con la fondamentale
collaborazione dell’Istituto di Farmacologia – Cattedra di Tossicologia
dell’Università di Verona; grazie a questa sinergia è stato possibile applicare
a scopo sperimentale una nuova metodica di analisi di danno cellulare per
evidenziare eventuali effetti degli inquinanti sul DNA degli esposti; il test
potrebbe in futuro costituire una valida e più precisa alternativa al PAP-test;
le applicazioni di sicurezza sulle macchine derivano dalle ispezioni e dai
rilievi degli operatori del Servizio PSAL di Mantova.
Di tutti questi aspetti e delle
problematiche della sicurezza nell’industria della gomma si parlerà
analiticamente nel documento di fase: l’impostazione data al progetto risente
delle diverse epoche e modalità in cui il Servizio di Prevenzione e Sicurezza
degli Ambienti di Lavoro è intervenuto nelle aziende. Pertanto, le diverse fasi
del ciclo produttivo (vedi schema a blocchi successivo) sono state approfondite
in modo differente nelle aziende. Il lay-out produttivo e la tipologia dei
manufatti delle tre aziende è, tuttavia, del tutto similare; ciò autorizza a
considerare i rischi derivanti dalla lavorazione come trasversali e
generalizzabili, fatte salve alcune specificità aziendali (numero addetti, età
media degli impianti, struttura dell’edificio, dati di produttività) di cui si
farà menzione nel documento.
SCHEMA A BLOCCHI DELLA PRODUZIONE DEI MANUFATTI IN
GOMMA STAMPATI
DOCUMENTO DI COMPARTO
Si
riportano di seguito alcune rappresentazioni grafiche che illustrano
l’andamento del consumo di materiali e della produzione di articoli in gomma
(con esclusione dei pneumatici) in un periodo di circa 20 anni compreso tra il
1979 ed il 2002. Alcuni confronti non richiedono particolari commenti: ad
esempio, l’enorme incremento dei consumi della Cina e quello, più contenuto ma
altrettanto significativo, dell’India. In generale, si apprezza un maggior consumo
di gomma sintetica. I dati relativi all’Italia non mostrano sostanziali
differenze negli ultimi 20 anni. Altrettanto stabile la produzione negli ultimi
anni.
CONSUMO DI GOMMA (NATURALE E SINTETICA) IN ALCUNE
NAZIONI NEL 1979
(in migliaia di tonnellate)
CONFRONTO DEL PRECEDENTE CON LA SITUAZIONE NEL 2001

CONFRONTO RIEPILOGATIVO DEL CONSUMO MONDIALE DI
GOMMA (NATURALE E SINTETICA) – ANNI 1980 – 2001( migliaia di tonnellate)





CONSUMO DI MATERIE PRIME IN ITALIA 2001-2002 (migliaia di
tonnellate)- Distinzione tra diversi tipi di gomma sintetica
PRODUZIONE DI ARTICOLI TECNICI IN ITALIA – CONFRONTO
2002-2003
(in migliaia di tonnellate)
Rischio esterno
Si
segnala che il problema degli scarichi delle cabine di soluzionatura e delle
vasche di sgrassaggio delle ditte che assemblano materiali in metallo-gomma è
stato contenuto con l’adozione progressiva di prodotti esenti da solventi
organici (tricloroetilene, percloroetilene, toluene e xileni); le rimanenti
emissioni sono da ritenersi irrilevanti ai fini dell’inquinamento verso
l’esterno.
Tecnologia della produzione
Le aziende esaminate producono articoli tecnici in
gomma e metallo-gomma utilizzati prevalentemente come supporti antivibranti e
antiurto per macchine movimento terra, carri ferroviari, edilizia (per opere
ferroviarie e civili), ascensori. Si precisa che due delle aziende possiedono
un reparto di incollaggio della gomma su metallo che richiede l’utilizzo di
solventi; tale fase di lavoro non è stata approfondita nel documento di fase in
quanto esula dalle questioni specifiche del rischio della produzione della
gomma. Tuttavia, l’analisi del funzionamento delle presse approfondirà alcune
problematiche di rischio connesse all’accoppiamento della gomma su metallo
(vedi doc. di fase)
Descriveremo
brevemente il il ciclo tecnologico della
mescola e della vulcanizzazione che rappresentano le fasi – cardine della
produzione; le operazioni del ciclo si svolgono in stretta successione:
1) dosatura degli additivi: si basa su ricette formulate
dai tecnologi della produzione. Da un distributore (che può essere automatico)
gli ingredienti sono prelevati e pesati su bilancia impostata elettronicamente;
successivamente la ricetta è completata dall’aggiunta di elastomeri grezzi,
naturali o sintetici (gomma policloroprenica, gomma stirene-butadiene, gomma
butilica) in quantità predeterminata.
2) La mescolatura è effettuata per mezzo di un
mescolatore a camera chiusa (Banbury) caricato con apposita tramoggia con i
materiali precedentemente dosati. Viene così prodotta una balla di gomma alla
temperatura di circa 110°C-130°C.

Scarico
della balla di gomma dal banbury
3) La calandratura consiste nel ripetuto passaggio della
balla di gomma tra due cilindri aperti al fine di realizzare un foglio di
gomma.

Operazione
di calandratura
4) Il foglio di gomma così ottenuto viene raffreddato,
ridotto a spessore definito e tagliato a misura per l’invio alla
vulcanizzazione.
5) Vulcanizzazione: il foglio di gomma viene foggiato
nella forma voluta e contemporaneamente vulcanizzato. Questa operazione avviene
mediante presse oleodinamiche costituite da due piastre metalliche che
accolgono i pezzi da vulcanizzare in uno stampo. Le due piastre sono sospinte a
pressione l’una contro l’altra (con spinta fino ad un massimo di 400
tonnellate) e mantengono nello stampo per il tempo e la temperatura necessarie
i pezzi di gomma da vulcanizzare.
ELENCO NORME DI RIFERIMENTO
Oltre agli artt. 41, 68, 115, 133 del D.P.R
27 aprile 1955 ed al D.P.R. 24/71996, n° 459, si segnalano di seguito le norme UNI di riferimento per la sicurezza
della macchine per la lavorazione della gomma:
UNI EN 292-1 Sicurezza del macchinario. Concetti fondamentali, principi
generali di progettazione. Terminologia, metodologia di base. - novembre 92
1D
UNI EN 292-2 Sicurezza del macchinario. Concetti fondamentali, principi
generali di progettazione. Specifiche e principi tecnici. - novembre 92
1D
UNI EN 292-2 FA 1-95
Sicurezza del macchinario. Concetti
fondamentali, principi generali di progettazione. Specifiche e principi
tecnici. - dicembre 95
1D
UNI EN 294 Sicurezza del macchinario. Distanze di sicurezza per
impedire il raggiungimento di zone pericolose con gli arti superiori. - luglio
93
13
UNI EN 349 Sicurezza del macchinario. Spazi minimi per evitare lo
schiacciamento di parti del corpo. - giugno 94
1D
UNI EN 414 Sicurezza
del macchinario. Regole per la stesura e la redazione di norme di sicurezza. -
gennaio 93
1D
UNI EN 418 Sicurezza del macchinario. Dispositivi di arresto
d'emergenza, aspetti funzionali. Principi di progettazione. - giugno 94
1D
UNI EN 457 Sicurezza del macchinario. Segnali acustici di
pericolo. Requisiti generali,
progettazione e prove. - gennaio 93
17
UNI EN 547-1 Sicurezza del macchinario - Misure del corpo umano -
Principi per la determinazione delle dimensioni richieste per le aperture per
l'accesso di - settembre 98
7
UNI EN 547-2 Sicurezza del macchinario - Misure del corpo umano -
Principi per la determinazione delle dimensioni richieste per le aperture di
accesso - settembre 98
7
UNI EN 547-3 Sicurezza del macchinario - Misure del corpo umano - Dati
antropometrici - settembre 98
7
UNI EN 563 Sicurezza del macchinario. temperature delle superfici di
contatto. Dati ergonomici per stabilire i valori limite di temperatura per le
superfici calde. - giugno 95
10
UNI EN 574 Sicurezza del macchinario - Dispositivi di comando a due
mani – Aspetti funzionali - Principi per la progettazione. - dicembre 98
13
UNI EN 201 Macchine per gomma e materie plastiche - Macchine a
iniezione - Requisiti di sicurezza - novembre 98
5
UNI EN 289 Macchine per gomma e materie plastiche. Presse a compressione e per trasferimento (transfer).
Requisiti di sicurezza per la progettazione. settembre 94
5
UNI EN 422 Macchine per gomma e materie plastiche - Sicurezza.
Macchine per soffiaggio per la produzione di corpi cavi. Requisiti per la
progettazione e la marzo 97
13
UNI EN 1114-1 Macchine per gomma e materie plastiche - Estrusori e linee
di estrusione - Requisiti di sicurezza per estrusori - febbraio 98
5
UNI EN 1114-2 Macchine per gomma e materie plastiche - Estrusori e linee
di estrusione - Requisiti di sicurezza per unità di taglio in testa - febbraio
00
7
UNI EN 1417 Macchine per gomma e materie plastiche. Mescolatori a
cilindri. Requisiti di sicurezza. - ottobre 97
5
UNI EN 1612-1 Macchine per gomma e materie plastiche - Macchine per
stampaggio a reazione - Requisiti di sicurezza per unita' di dosaggio e
miscelazione. - aprile 99
5
UNI 8713 Macchine per
vulcanizzazione di pneumatici, copertoni e camere d' aria. Dispositivi e
sistemi di sicurezza. - settembre 86
5
UNI 9506 Calandre per gomma e materie plastiche. Misure e
dispositivi di sicurezza. - novembre 89
1D
1D
1E
1D
13
10
Infortuni e m.p.
Dati
INAIL nazionali
|
Infortuni indennizz.
|
1998
|
1999
|
2000
|
2001
|
2002
|
|
Gomma
|
10791
|
10846
|
11433
|
12936
|
12898
|
|
Malattie profess.
|
|
|
|
|
1999-2002
|
|
Gomma e plastica
|
|
|
|
|
233
|
Dati
aziendali: nel periodo 1999-2002 non sono state denunciate malattie professionali
nelle aziende oggetto dello studio, ad eccezione di una segnalazione di
neoplasia vescicale nel 2002 in un lavoratore ex - esposto. Il lavoratore era
pensionato dal 31-12-1989 ed aveva lavorato nella stessa azienda per 21 anni
(1968-1989); non è stato possibile stabilire eventuali nessi di causa tra il
lavoro e la patologia.
L’analisi
infortunistica è condizionata dall’esiguità del numero di addetti studiato;
prevalgono negli ultimi 4 anni due tipologie di infortunio: i traumi da
schiacciamento (in particolare sulle presse da stampo) e le ferite da taglio
per uso di coltelli sulle calandre o per le sbavature. Non si sono verificati
infortuni mortali.
Natura
della lesione
|
|
2000
|
2001
|
2002
|
2003
|
Totale ultimi 4 anni
|
|
|
|
|
|
|
|
|
Schiacciamenti
|
5
|
3
|
5
|
4
|
17
|
|
Ustioni
|
3
|
0
|
0
|
3
|
6
|
|
Lacero -contusioni
|
0
|
2
|
3
|
0
|
5
|
|
Corpi estranei
|
1
|
2
|
0
|
0
|
3
|
|
Tagli
|
6
|
5
|
1
|
1
|
13
|
|
In itinere
|
2
|
1
|
2
|
0
|
5
|
|
|
|
|
|
|
|
|
Totale per anno
|
17
|
13
|
11
|
8
|
49
|
|
|
|
|
|
|
|
Gli infortuni di durata >40 giorni sono stati 9, pari al 19% del
totale.
La sorveglianza sanitaria
Il
controllo sullo stato di salute dei lavoratori viene esercitato dal datore di
lavoro attraverso l’attività del medico competente: di fatto, questa tipologia di aziende era, per la
natura delle sostanze utilizzate, già compresa nella tabella allegata al DPR
303/1956. L’utilizzo delle amine aromatiche ha assoggettato l’industria della
gomma alle indicazioni comprese dapprima nella Circolare del Ministero del
Lavoro n° 46 del 12 giugno 1979 e, successivamente, nel D. L. vo 77 del 25
gennaio 1992; infine, con l’inserimento nel D. L. vo 626/94 dei titoli relativi
alle sostanze cancerogene e alle sostanze chimiche si stabilisce la
discrezionalità del medico competente nella predisposizione del protocollo di
sorveglianza sanitaria mirando soprattutto agli interventi di
sostituzione/riduzione dell’utilizzo dei prodotti pericolosi.
Tutti
i lavoratori oggetto dello studio erano da tempo sottoposti a visite
mediche con esami strumentali e
laboratoristici integrativi; si riportano di seguito questi accertamenti:
1) Visita medica
2) Spirometria basale
3) Emocromo con formula
4) Esame funzionalità renale (azotemia, creatininemia)
5) Esame funzionalità epatica (transaminasemia,
bilirubinemia, gammagt, fosfatasi alcalina)
6) Esame urine completo + PAP test su tre campioni
7) Dosaggio idrossipirene urinario
8) Esame audiometrico a richiesta (tutte le mansioni
espongono i lavoratori a valori <85
dB A)
Il rischio da esposizione a sostanze
chimiche/cancerogene
Nel
1982 la IARC pubblicava la monografia n°28 dedicata all’industria della gomma
che rappresentava la seconda esperienza dell’Agenzia sulla valutazione di
rischio oncogeno da esposizioni complesse di tipo occupazionale. Una
consistente parte dei dati epidemiologici al riguardo indicavano un eccesso di
rischio per certi tumori particolari (vescica, stomaco, sangue e polmone)
accumulato nei decenni precedenti. L’esistenza di un rischio genotossico per i
lavoratori è sospettabile sia per l’elevata varietà di sostanze chimiche,
spesso ricche di impurezze, impiegate nei cicli lavorativi sia per le complesse
interazioni tra composti che si verificano durante le lavorazioni a caldo delle
mescole, con conseguente formazione di nuove molecole conosciute e non.
L’esiguità
dei numeri relativi alle m.p. segnalate negli ultimi anni sembra deporre a
favore di un netto regresso del rischio oncogeno; resta, tuttavia, valida la
necessità del controllo delle “basse esposizioni”, problema sul quale è stata
focalizzata l’attenzione del presente progetto e che trova puntuale riscontro
nell’applicazione dei D. L.vi 66/00 e
25/02.
Il
D. L.vo 66/00: “Attuazione delle Direttive 1997/42/CE e 1999/38/CE, che
modificano la Direttiva 90/394/CEE, in materia di protezione dei lavoratori
contro i rischi derivanti da esposizione ad agenti cancerogeni o mutageni durante
il lavoro” modifica ed integra in varie parti il Titolo VII del D. L.vo
626/94; il D. L.vo 25/02: “Attuazione della Direttiva 98/24/CE sulla
protezione della salute e della sicurezza dei lavoratori contro i rischi
derivanti da agenti chimici durante il lavoro” (Titolo VII-bis D. L:vo
626/94), si applica anche agli agenti cancerogeni e/o mutageni ad
esclusione degli aspetti per i quali sono previste delle misure specifiche
nell’ambito del Titolo VII del D. L.vo 626/94.
Una
lettura del D. L.vo 626/94 dopo queste modifiche ed integrazioni porta a
considerare la trattazione della protezione contro i rischi da agenti
cancerogeni e/o mutageni (Titolo VII del D. L.vo 626/94) una condizione
specifica della protezione contro i rischi da agenti chimici pericolosi (Titolo
VII-bis D. L.vo 626/94).
Le
linee-guida del Coordinamento Tecnico per la Sicurezza nei luoghi di lavoro
delle Regioni e delle Province Autonome sottolinea alcuni passaggi-chiave del
D.L.vo 25/02 in merito alla valutazione del rischio.
I
parametri da prendere in considerazione sono il tipo e la quantità dell’agente
chimico e le modalità di frequenza di esposizione all’agente chimico. Il datore
di lavoro deve assolvere a due compiti principali:
1) determinare preliminarmente la presenza eventuale di
agenti chimici pericolosi sul luogo di lavoro;
2) valutare i rischi per la sicurezza e la salute dei
lavoratori derivanti dalla presenza di tali agenti.
Il
processo valutativo comprende, innanzitutto, l’identificazione di tutti gli
agenti chimici utilizzati, stilando una lista completa di tutte le sostanze e
preparati (prodotti chimici) utilizzati a qualunque titolo in un’azienda. Per
ognuno di questi deve essere poi associata la classificazione CE se esistente
o, in assenza di questa, deve essere identificato se l’agente chimico
utilizzato, pur non essendo classificato, possa comportare comunque un rischio
per la salute e la sicurezza (art. 72 ter comma 1 lettera b punto 3 D.L.vo
626/94).
Inoltre,
nella identificazione dei pericoli il datore di lavoro deve tener conto delle
attività produttive che vengono svolte al fine di identificare se nel corso di
tali attività vi siano processi o lavorazioni in cui si sviluppano agenti
chimici pericolosi.
Nella
valutazione del rischio vanno tenute in considerazione:
1) le proprietà pericolose dell’agente (Frasi R)
2) le informazioni contenute nella scheda di sicurezza
3) il livello, il tipo e la durata dell’esposizione
4) le circostanze di svolgimento del lavoro e le quantità
in uso della sostanza o del preparato
5) i valori limite professionali e/o biologici
dell’agente (se esistono)
6) gli effetti delle misure preventive e protettive
adottate
7) le conclusioni, se disponibili, delle azioni di
sorveglianza sanitaria.
Consideriamo
ora le sostanze e i preparati impiegati nelle aziende esaminate (comparto
produttivo della gomma – articoli tecnici)
relativamente alle mescole e alle vulcanizzazioni, suddivise per gruppi:
|
ELASTOMERI
|
|
NUMERO
DI CAS
|
|
|
Gomma
naturale solida
|
9006-04-6
|
|
|
Policloroprene
|
9010-98-4
|
|
|
Copolimero
stirene-butadiene
|
9005-55-8
|
|
|
Gomma
polibutadienica
|
9003-17-2
|
|
|
Copolimero
isobutene e isoprene bromurato
|
68441-14-5
|
|
|
Terpolimero
etilene propilene diene monomero
|
25038-36-2
|
|
CARICHE
|
|
NUMERO
DI CAS
|
|
|
Carbonato
di calcio
|
1317-65-3
|
|
|
Ossido
di magnesio
|
1309-48-4
|
|
|
Silicato
di magnesio
|
14807-96-6
|
|
|
Idrossido
di alluminio
|
121645-51-2
|
|
|
Silicato
di alluminio
|
1332-58-7
|
|
|
Nero
di carbonio
|
1333-86-4
|
|
PLASTIFICANTI
– OLI
|
|
NUMERO
DI CAS
|
|
|
Olio
di origine paraffinica
|
64741-88-4
|
|
|
Ftalato
di ottile
|
117-81-7
|
|
ATTIVANTI
|
|
NUMERO
DI CAS
|
|
|
Ossido
di zinco
|
1314-13-2
|
|
ACCELERANTI, VULCANIZZANTI,
RITARDANTI, ANTIOSSIDANTI
|
|
FRASI R*
|
NUMERO DI CAS
|
|
|
Monosolfuro
di tetrametiltiurame
|
R 22-43-51/53
|
97-74-5
|
|
|
Disolfuro
di tetrametiltiourame
|
R 36/37-43-68
|
137-26-8
|
|
|
Tetrabutiltiuramedisolfuro
|
|
1634-02-2
|
|
|
Dibenzotiaziledisolfuro
(MBTS)
|
|
120-78-5
|
|
|
4,4’
ditiomorfolina
|
|
103-34-4
|
|
|
Zolfo
oleato
|
|
7704-34-9
|
|
|
2-mercaptobenzotiazolo
|
R 43-50/53
|
149-30-4
|
|
|
2-metilmercaptobenzimmidazolo
|
|
53988-10-6
|
|
|
Benzotiazolo-2-cicloesilsulfenamide
|
|
95-33-0
|
|
|
Etilentiourea
|
R 61-22
|
96-45-7
|
|
|
N-isopropil-N’-fenil-p-fenilendiammina
|
R 22-43
|
101-72-4
|
|
|
Miscela
di diaril-p-fenilendiammina
|
R 43-52/53
|
68953-84-4
|
|
|
2,2,4
trimetil 1,1 diidrochinolina
|
|
67780-96-1
|
|
|
Difenilammina
diottilata
|
|
101-67-7
|
|
|
Difenilammina
alchilata
|
|
68411-46-1
|
|
|
Esametilentetrammina
|
R 11- 42/43
|
100-97-00
|
*delle
sostanze pericolose
L’elenco
non esaustivo delle sostanze citate porta ad una considerazione immediata: la
necessità che nel comparto produzione gomma sia effettuata una valutazione
maggiormente dettagliata dei rischi, cioè che non sia in nessun caso applicabile il principio di giustificazione
contenuto nell’art. 72 quater comma 2 D.L.vo 626/94.
E’
quindi indispensabile passare ad un secondo livello di approfondimento che
consenta di misurare il rischio.
Riteniamo che questo passaggio sia particolarmente critico, poiché si tende ad
attribuire alle misure ambientali un valore di cut-off tra il rischio moderato
e non moderato. In realtà, occorre ritenere il rischio moderato come
equivalente di rischio “irrilevante per la salute” e questo non solo per una
corretta traduzione del testo originale inglese (slight) ma anche in forza di
quanto previsto dall’art. 35 del 303/56.
Il
recepimento della Direttiva Comunitaria non può, in ogni caso, comportare
un’attenuazione delle attuali norme sulla protezione dei lavoratori per cui il
rischio si può considerare moderato solo
quando sia irrilevante per la salute degli stessi.
La
presenza dell’industria della gomma nella lista IARC delle attività
classificate come cancerogene (classe 1) ancorché non definisca un elenco di sostanze o preparati peculiari
di tale comparto produttivo, fa rientrare in linea di principio le attività
lavorative dove si produce e/o si vulcanizza la gomma tra quelle in cui il
rischio non dovrebbe essere
classificato come “irrilevante” (moderato).
Si
deve qui brevemente accennare al fatto che le produzioni, mansioni e lavorazioni classificate dalla IARC come
cancerogene con diversi livelli di evidenza e che la CE non considera risultano
essere 21 , tra queste, appunto l’industria della gomma.
Si
riscontra, di fatto, come l’attuale
normativa crei alcuni problemi di ordine pratico. Infatti, le schede di
sicurezza e le etichette delle sostanze e dei prodotti commerciali sono tenute
a riportare la presenza e la concentrazione delle sole sostanze classificate
come “pericolose” sulla base della Direttiva 67/548/CEE, e può accadere che
alcune sostanze valutate come certe o sospette cancerogene dalla IARC o dalla
CCTN non siano state classificate dalla CEE in nessuna categoria di pericolo.
Per altro verso, la CEE nel suo XXI adeguamento ha valutato, per la prima
volta, gli effetti cancerogeni di ben 862 miscele idrocarburiche ottenute con i
processi di distillazione dal petrolio e dal carbone; tali sostanze vengono
ricomprese dalla IARC in “famiglie” di composti, prevalentemente gli IPA. A
solo titolo esemplificativo, abbiamo verificato l’appartenenza alle categorie
classificative CE e IARC di alcuni composti idrocarburici utilizzati nelle
industrie della gomma da noi esaminate:
|
NOME COMMERCIALE
|
COMPOSIZIONE CHIMICA
|
NUMERO DI CAS
|
CATEGORIA CE
|
FRASE R
|
CLASSIFICAZIONE IARC
|
|
ESAR 40
|
Miscela complessa di
idrocarburi
|
64742-03-6
|
2
|
R 45
|
1
|
|
PROCESS OIL 460/P
|
Olio di origine
paraffinica
|
64741-88-4
|
2
|
R 45
|
-
|
|
PROCESS OIL 100/N
|
Olio minerale di origine
naftenica
|
64742-34-3
|
1
|
R 45
|
-
|
Studio
tossicologico
Come
anticipato in premessa e come risulta evidente da quanto appena discusso,
esiste in questo comparto un potenziale rischio oncogeno; le aziende
partecipanti allo studio sono state indagate anche attraverso la misura dei più
significatici inquinanti ambientali e sulle loro eventuali conseguenze sui
lavoratori. Sono stati effettuati campionamenti ambientali in tempi successivi
accoppiati a determinazioni della mutagenicità su campioni di urina degli
addetti (vedi questionario allegato) e su aria ambientale. Queste metodiche
sono state ritenute le più idonee per stimare il rischio genotossico in questo
tipo di industria, poiché l’elevato numero di materie prime utilizzate e di prodotti intermedi di lavorazione
rendono inadatte le tradizionali misure di monitoraggio biologico.
Si
riportano nelle successive tabelle i risultati dei prelievi effettuati; si precisa
che non è stato possibile determinare con esattezza quali sostanze abbiano
proprietà mutagene; non si può, inoltre, escludere che altri prodotti della
pirolisi, sfuggiti alla gas-cromatografia in spettrometria di massa (GCMS),
siano responsabili della mutagenicità. Si può, tuttavia, supporre che la
frazione inquinante più importante siano le amine ed i nitroderivati piuttosto
che gli IPA, questi ultimi dosati ripetutamente a valori molto bassi o ai
limiti della rilevabilità strumentale. I saggi sono stati effettuati su ceppi
di salmonella typhimurium, mentre il dosaggio degli IPA è stato ottenuto con
cromatografia liquida HPLC.
E’
stata dimostrata un’azione mutagena diretta sui ceppi di Salmonella sia con i
saggi di campionamenti prelevati da aria ambiente (campionatori fissi) sia con
i campionamenti personali. Meno evidenti sono gli effetti mutageni ottenuti dai
saggi ottenuti dalle urine degli esposti, in particolare degli addetti allo
stampaggio.
E’
interessante osservare che l’analisi di tutte le sostanze aerodisperse ha
consentito di identificare alcuni composti che non sono noti per essere dotati
(da soli) di attività mutagena:
1)1,2-diidro-2,2,4-trimetilchinolina
(CAS 147-47-7)
2)
Bis (metilpropil) ftalato
(CAS 84-69-5)
3)
Difenilammina
(CAS 122-39-4) FRASI R 23/24/25-33
4)
N-metil N-fenilbenzenammina (CAS
552-82-9)
Questi
composti sono con ogni probabilità il risultato di trasformazioni dovute alle
alte temperature dei prodotti primari usati nelle ricette, come le
difenilammine alchilate o l’N-isopropil-N’-fenilendiammina (IPPD).
Altri
prodotti individuati in diverse posizioni del reparto mescola sono composti
azulenici, composti alifatici, esteri ftalati, fenoli e acidi dicarbossilici.
E’ da ricordare che gli esteri ftalati hanno effetti cancerogeni sui ratti e
sono ancora in fase di studio nell’uomo, in particolare per la loro azione
proliferativa sui perossisomi (con aumento di radicali liberi derivati da
H2O2).
Un
ulteriore approfondimento della problematica genotossica è stato tentato
ricercando a livello di cellule linfocitarie gli eventuali danni al DNA
(Comet-test) provocati dall’assorbimento dei tossici e verificando l’accordo
con i risultati ottenuti dai saggi di mutagenicità con i campionamenti di aria
ambiente. Questo tipo di approccio non può costituire la “routine” della
sorveglianza sanitaria ma ne rappresenta un’indagine di livello elevato; si
tratta, tuttavia, di test che possono svelare con molto anticipo situazioni di
pericolo, ad esempio rispetto al PAP-test su citologia urinaria. Inoltre,
esiste una correlazione positiva tra gli effetti mutageni delle urine e i danni
al DNA dei lavoratori esposti al rischio da almeno 6 anni consecutivi.
Sono di seguito tabellati i dati dei
campionamenti relativi ai monitoraggi ambientali e biologici effettuati in
tempi diversi (1° - 2° - 3° monitoraggio) nelle aziende dove si effettua sia la
mescola che la stampa. Si tratta , nel 1° monitoraggio, di rilievi di
idrocarburi policiclici aromatici su campionatori ambientali e personali
degli addetti alla calandra, al mescolatore
ed alla pesatura del reparto mescola. A partire dal 2° monitoraggio sono
stati riportati anche i valori misurati in reparto vulcanizzazione (in
grassetto - per una immediata comprensione il 1° monitoraggio è su fondo bianco, il 2° su fondo giallo ed il 3° su fondo verde).
CONSIDERAZIONI SUI RISULTATI
Allo stato attuale esistono, per
miscele di un certo numero di IPA, i valori limite proposti dagli “Intended
Changes” 96-97 dell’ACGIH in cui si
propone un valore di 5 microgrammi/metro cubo per la miscela di 15 IPA della
lista del “National Toxicology Program” statunitense.
E’, comunque, il benzo(a)pirene
il composto per il quale esistono un maggior numero di valori guida: 0,15
microgrammi/metro cubo proposto nel 1988 in Francia e 2 microgrammi/metro cubo
per il TRK tedesco; l’OSHA propone un TLV-TWA di 0,2 microgrammi/metro cubo.
Trattandosi di cancerogeni
l’indicazione di legge e’ la sostituzione con sostanze non (o meno) pericolose
o il raggiungimento del più basso livello possibile di
esposizione.
Il dosaggio degli IPA sia nel
primo che nel secondo monitoraggio ha evidenziato modesti valori di
inquinamento sia sui campioni fissi che personali; la valutazione gravimetrica
della polverosità ha mostrato valori estremamente contenuti o trascurabili.
Il TLV-TWA per le polveri totali
inalabili e’ di 10 milligrammi/metro cubo.
Il terzo monitoraggio e’ stato
realizzato dopo l’entrata in vigore del D. L.vo 25/2002 ; i ridotti livelli di
polverosità rispetto al secondo monitoraggio sono la conseguenza di interventi
di bonifica in tutte le aziende studiate. Si e’ trattato sia di modifiche alla
struttura dell’edificio (ampliamento del reparto di vulcanizzazione con aumento
della superficie aero-illuminante) sia di miglioramenti tecnologici
(sostituzione di presse di vecchia concezione con nuove presse e nuovi impianti
di aspirazione).
Si
osserva che il livello di idrossipirene
urinario rilevato nel 2° monitoraggio
risente di un assorbimento
cutaneo significativo.
I Dispositivi di Protezione
Individuale (DPI)
Detto delle problematiche di
origine chimica e rimandando al Documento di Fase per ciò che riguarda
l’applicazione dei dispositivi di aspirazione a tutela collettiva, resta da
trattare la questione dei DPI con particolare attenzione alle vie respiratorie.
Questi DPI vanno utilizzati solo come integrazione degli altri sistemi di
prevenzione a partire dalla eliminazione dei rischi alla fonte; infatti, come
specifica l’art. 41 del D. L. vo 626/94, i DPI devono essere impiegati quando
l’esposizione agli agenti di rischio non può essere evitata o convenientemente
ridotta con misure tecniche preventive, mezzi di protezione collettiva, metodi
organizzativi (valutazione del rischio residuo). Bisogna tener conto
della classificazione di pericolo e delle proprietà pericolose delle sostanze
utilizzate, delle caratteristiche degli impianti e del luogo di lavoro e delle
modalità di esposizione. Come emerge dai dati ambientali tabulati in
precedenza, le concentrazioni di polveri nei reparti possono rappresentare un
rischio residuo; per questo è indicato l’utilizzo di respiratori antipolvere
che sono anche idonei alla protezione da fibre, fumi e nebbie. Le norme europee
di riferimento per i respiratori antipolvere sono la EN 149 per i facciali
filtranti antipolvere e la EN 143 per i filtri antipolvere. Queste norme
definiscono 3 diverse classi di protezione ad efficienza filtrante totale
crescente:
|
Classe
|
Efficienza
filtrante totale minima
|
|
FFP1/P1
|
78%
|
|
FFP2/P2
|
92%
|
|
FFP3/P3
|
98%
|
Nella scelta del respiratore
idoneo la norma UNI 10720 (si veda anche il DM 2 maggio 2001) definisce un
valore realistico del fattore di protezione associato a ciascun dispositivo
denominato fattore di protezione operativo FPO. Ad esempio, per i facciali
filtranti FFP1 il FPO è pari a 4: ciò significa che il dispositivo è in grado
di ridurre di 4 volte la concentrazione esterna e quindi che l’utilizzatore può
esporsi a concentrazioni fino a 4 volte il TLV. Nel comparto in esame le
misurazioni ambientali consigliano in particolari situazioni l’utilizzo di
filtri FFP1 o semimaschere + filtri P1. Tali indicazioni rappresentano il
minimo livello di protezione che deve essere impiegato.
In relazione al rischio da
contatto con prodotti o parti di macchina ad alta temperatura è altresì
necessario dotare i lavoratori di idonei guanti contro rischi termici (calore
e/o fuoco) i cui requisiti sono indicati dalla norma EN 407.
PROBLEMATICHE INERENTI IL
RISCHIO DI INCENDIO/ ESPLOSIONE PER LA PRESENZA DI POLVERI COMBUSTIBILI NEL
CICLO DI LAVORAZIONE DELLA GOMMA
Questo capitolo prende in esame l’intero ciclo produttivo
dei prodotti in gomma e metallo/gomma; si è ritenuto di considerare come
inscindibile l’analisi del rischio nei vari reparti
Reparto
confezione mescole di gomma
Le lavorazioni del reparto in
oggetto sono imperniate nella preparazione di misture tra polimeri di gomma e
additivi vari, o più propriamente una
mescola di gomma adatta ad essere polimerizzata o vulcanizzata.
Nel reparto vengono eseguite le
seguenti operazioni:
1.
pesatura degli ingredienti e posizionamento degli
stessi entro ceste di plastica;
2.
carico manuale delle ceste su nastro trasportatore;
3.
scarico manuale dei prodotti nel mescolatore chiuso e
aggiunta additivi; il principale additivo, nero di carbonio o nerofumo, viene
immesso pneumaticamente a mezzo di tubazione collegante i silos esterni.
4.
comando di inizio ciclo di mescolazione (ciclo
automatico preimpostato);
5.
al termine del ciclo di prima mescolatura, scarico
della mescola su mezzo di trasporto (benna) e introduzione della mescola nel
secondo mescolatore aperto a cilindri contrapposti.
6.
distacco manuale della mescola dai cilindri e
convogliamento del prodotto a mezzo di nastro trasportatore nel tunnel di
raffreddamento, all’interno del quale avviene anche il taglio della gomma in
lastre;
7.
carico delle lastre su appositi bancali;
8.
controllo qualità;
9.
deposito temporaneo nel magazzino mescole. Il locale
deposito è condizionato alla temperatura costante di circa +4°C.
Reparto
presse e stamperia
Le mescole di gomma provenienti dal reparto
“confezione mescole” vengono trasportate nel reparto presse ove si ottengono
articoli di gomma che sono i prodotti finiti del ciclo di lavorazione
dell’azienda.
Nel reparto vengono eseguite le
seguenti operazioni:
1.
Trasporto della mescola cruda in prossimità delle
presse;
2.
inserimento della mescola cruda nello stampo ed
eventuale posizionamento del pezzo metallico da legare con la mescola di gomma;
3.
chiusura stampo, inizio ciclo di vulcanizzazione della
gomma alla temperatura di +160/+180°C.
4.
apertura stampo ed estrazione manuale del pezzo caldo
mediante estrattore;
5.
posizionamento del pezzo sotto cappa durante il
raffreddamento;
6.
smaterozzamento manuale, conteggio, imballo e trasporto
nel magazzini prodotti finiti.
VALUTAZIONE DELLA
PERICOLOSITA’ DELLE LAVORAZIONI AI FINI:
-
DELLA VERIFICA
DEL RISCHIO DI ESPLOSIONE DA POLVERI.
-
DELLA VERIFICA CIRCA L’IDONEITA’ DEGLI IMPIANTI
ELETTRICI INSTALLATI NELLE ZONE
INTERESSATE DAL RISCHIO DI ESPLOSIONE.
Premessa
Le lavorazioni di cui trattasi
sono incluse tra le attività soggette alle norme di prevenzione incendi, ai
sensi delle seguenti Leggi principali :
D.P.R. 547/55 “Norme per la
prevenzione degli infortuni sul lavoro”.
DM 16.2. 1982 “ Modificazioni del
D.M. 27.9. 1965, concernente la determinazione delle attività soggette alle
visite di prevenzione incendi”.
D.Lgs. 626/94 “ Attuazione delle
Direttive CEE riguardanti il miglioramento della sicurezza e della salute dei
lavoratori sul luogo di lavoro “.
A seguito di quanto premesso è
implicito che l’azienda in questione impiega prodotti e/o effettua lavorazioni
che rappresentano un potenziale pericolo di incendio o esplosione.
Con il Certificato di Prevenzione
Incendi in possesso delle ditte sono state ottemperate le Norme di prevenzione
incendi per quanto concerne le attività in esercizio al momento del sopralluogo
dei Vigili del Fuoco.
VERIFICA
SULLA CLASSIFICAZIONE DEI LUOGHI DI PERICOLO
Premessa
Al momento della verifica non era
ancora entrato in vigore il D.Lgs. 233/03, relativo al recepimento delle
Direttive CEE in materia di protezione dei lavoratori esposti al rischio di atmosfere esplosive (direttive
ATEX).
In riferimento a ciò, le
ditte in questione dovranno eseguire la valutazione del rischio esplosione ed
eventualmente adeguare le proprie attrezzature
e i propri luoghi di lavoro secondo le
scadenze previste dalla norma di
legge citata; in particolare il datore di lavoro dovrà adempiere alle
prescrizioni (minime) relative al rischio esplosione della propria attività
esistente alla data di entrata in vigore del Decreto Legislativo, entro il
30.6.06.
Di seguito verranno esposte le
motivazioni per le quali sono state individuate zone 20 e 21 per la presenza di
polveri combustibili; qualora l’esistenza di
tali zone fossero confermate dall’applicazione del D.Lgs. 233/03 il
datore di lavoro dovrà denunciare all’ASL o all’ARPA territorialmente
competenti, l’esistenza di tali zone di pericolo ai fini dell’omologazione degli
impianti elettrici ivi installati.
Dai sopralluoghi sono comunque
emerse alcune fonti di pericolo che, se mantenute in essere a causa di cattiva
manutenzione degli impianti ovvero di mantenimento di bassi livelli di pulizia
di apparecchiature e impianti interessati da strati di polvere depositata
durante le fasi di lavorazione, non escludono rischi di incendi o, peggio, di esplosioni.
Il nerofumo costituisce il
prodotto più evidente presente nell’ambiente ; non sono da escludersi presenze
di altre polveri combustibili quali zolfo,
ossidi metallici, resine acceleranti,
anche se in quantità assai limitate.
In generale si considera la
presenza di polveri conduttrici e di polveri non conduttrici, anche se la
presenza preponderante di nerofumo accentua le problematiche inerenti le
polveri conduttrici di elettricità.
Zone con la presenza di
polveri combustibili
Nel reparto di preparazione delle
mescole di gomma sono presenti alcune
sorgenti di emissione le quali possono dare origine a zone per atmosfere
esplosive, In particolare :
1.
all’interno del mescolatore chiuso è presente una Zona
20, nella quale un’atmosfera esplosiva sotto forma di una nube di polvere
combustibile nell’aria è presente in modo continuativo durante il
funzionamento; la stessa zona è presente all’interno della tubazione che
immette il nerofumo nel mescolatore e nei silos esterni contenenti il prodotto.
2.
L’intorno della bocca di carico aperta del mescolatore
costituisce Zona 21, nella quale un’atmosfera esplosiva può essere presente a
causa di una sporadica nube di polvere combustibile. Dato il particolare luogo
di lavoro, costituito da soppalco metallico sul quale è presente anche la
consolle di comando e il relativo quadro elettrico di potenza, viene
considerata l’estensione della zona oltre il metro all’intorno della bocca di
carico e risulta estesa in tal modo a tutto il soppalco di circa 20 metri
quadrati (tale luogo è stato trovato in cattive condizioni di pulizia data la
presenza di strati di nerofumo e con l’impiantistica elettrica inidonea, come
specificato di seguito).
3.
La zona di pesatura degli ingredienti può costituire
Zona 22 in considerazione delle piccole quantità di prodotto pesato (pesatura
manuale dei prodotti sotto forma di polveri, recuperati dal magazzino rotante,
mediante una sassola di materiale plastico),
in considerazione dell’impianto di aspirazione e allontanamento delle
polveri installato nei pressi della bilancia. Si ricorda che la zona 22
caratterizza un luogo in cui un’atmosfera esplosiva sotto forma di una nube di
polvere combustibile nell’aria non ha probabilità di essere presente durante il
funzionamento normale ma che, se ciò si verifica, persiste solamente per un
breve periodo di tempo.
4.
il magazzino rotante, posizionato nelle vicinanze dell’operatore
che preleva gli ingredienti, è costituito da una serie di cassettiere sovrapposte e affiancate aventi la possibilità di ruotare
orizzontalmente intorno ad un perno centrale; il castello di cassettiere, installato all’interno di un involucro di
lamiera metallica dotato di bocca di accesso, è messo in movimento rotatorio a
comando dell’operatore. In base al materiale da prelevare, l’operaio aziona il
posizionamento della cassetta voluta
nella zona di prelevamento del prodotto (bocca di carico). L’interno del magazzino, contenente circa
320 chilogrammi di sostanze
combustibili sotto forma di
polvere e scaglie ( ossidi metallici, zolfo, resine acceleranti, vulcanizzanti,
ecc.) può costituire Zona 21.
FONTI DI INNESCO
Le principali fonti di innesco
delle polveri combustibili potenzialmente presenti nei reparti, sono di origine
elettrostatica, di origine elettrica(
formazione di archi o scintille su parti elettriche, temperature superficiali
di autoinnesco su involucri elettrici) e di origine meccanica ( scintille o
surriscaldamenti per attrito).
STATO DELLE POLVERI
La presenza di strati di polvere
di nerofumo è rilevabile sul soppalco ove avviene l’introduzione degli
ingredienti nel mescolatore chiuso. I depositi di polvere, inferiori ai 5
millimetri, sono presenti su tutti gli impianti adiacenti la bocca di carico,
con spessori decrescenti rispetto alla distanza dalla bocca.
Non sono state rilevate, da un
esame a vista, altri tipi di polvere sulle altre postazioni verificate; in
particolare la zona di pesatura degli ingredienti è provvista di impianto di
aspirazione delle polveri, ai fini della protezione della salute
dell’operatore.
Infine si sottolinea che la
maggior parte degli ingredienti presenti nel magazzino rotante sono costituiti
da polveri oleate, allo scopo di limitarne la diffusione nell’ambiente.
Un elemento di pericolosità
notato nei pressi delle postazioni di lavoro con polveri combustibili, è costituito dalla
presenza di pistole soffianti di aria compressa, usate dagli operai per la
pulizia personale (soffiaggio degli indumenti a fine turno o al bisogno).
Si ritiene che il soffiaggio con
aria compressa non possa escludere il sollevamento di polveri eventualmente
presenti nella zona interessata dal getto d’aria (sacchi aperti, soffiaggio
eseguito nei pressi del magazzino rotante e nei pressi della bocca di carico
del mescolatore chiuso, induzione di falsa convinzione negli operai che l’aria
compressa possa costituire un mezzo idoneo per l’eliminazione degli stati di
polvere accumulata sugli impianti, ecc.)
Si è ritenuto pertanto necessario
obbligare il datore di lavoro alla eliminazione dei punti di soffiaggio e alla
esecuzione delle pulizie del nerofumo esclusivamente mediante l’uso di idonei
impianti aspiranti.
TEMPERATURE DI ESERCIZIO DEGLI
IMPIANTI
Le superfici degli impianti con
presenza di polveri combustibili nel loro funzionamento ordinario sono
naturalmente mantenute a temperatura ambiente, ad esclusione delle superfici
del mescolatore chiuso e degli impianti
limitrofi, i quali raggiungono a causa degli attriti meccanici delle sostanze
in lavorazione le temperature di +140°C.
Temperatura questa nettamente
inferiore alla temperatura di autoinnesco della polvere di nerofumo ( 535 –
690°C).
STATO DEGLI IMPIANTI
ELETTRICI NEI LUOGHI CON PERICOLO DI
ESPLOSIONE PER LA PRESENZA DI POLVERI COMBUSTIBILI.
Come sopra esplicitato, le zone
20, 21, 22 sono state individuate nei seguenti luoghi:
-
silos esterni per il deposito di nerofumo e relativo
impianto di trasporto pneumatico al mescolatore chiuso.
-
Zona di pesatura degli ingredienti.
-
Soppalco in zona di alimentazione del miscelatore
chiuso.
Foto 1: alimentazione miscelatore chiuso (banbury)
Negli altri reparti degli
stabilimenti, a partire dallo scarico della mescola dal mescolatore chiuso al
mescolatore aperto a cilindri sovrapposti, non sono presenti polveri
combustibili.
Anche il magazzino delle materie
prime, nel quale sono depositate sostanze combustibili allo stato di polvere,
si è ritenuto non facente parte delle zone sopra citate in considerazione dello
stato delle sostanze ( polveri oleate a bassa emissione), al deposito delle
stesse sostanze in contenitori chiusi e in relazione delle modalità di prelievo
dei prodotti necessari al reintegro di
quelli già depositati nelle cassettiere del magazzino rotante.
Dai sopralluoghi è emerso che
all’interno delle zone 20 non erano installati impianti elettrici.
Diversamente, le installazioni
elettriche erano presenti nelle zone 21 e 22.
Tali installazioni sono per la
maggior parte realizzate a Sicurezza Funzionale a Tenuta (AD-FT); le custodie
degli apparecchi, compresi quelli che possono emettere archi o scintille,
raramente nelle zone 21 hanno un grado di protezione IP 6X, come previsto dalla
norma di riferimento. La maggior parte sono IP 4X; gli stessi impianti difficilmente
evitano l’accumulo di polvere all’interno delle custodie, sia per errori di installazione (mancanza di
ingressi alle custodie con sistemi cavo – pressacavo) sia per evidenti effetti
di mancate manutenzioni programmate, le cui assenze hanno messo in luce
deterioramenti delle custodie e delle
guaine flessibili.
Il quadro di comando del
mescolatore chiuso non appare idoneo ad escludere l’ingresso di polvere di
nerofumo.
Gli elaboratori elettronici
presenti in Zona 22 ( pesatura degli ingredienti) e in zona 21 (soppalco
miscelatore chiuso) e le relative prese a spina hanno gli involucri del tutto
inidonei alla rispettiva zona di pericolo a causa del loro scarso grado di
protezione contro l’ingresso di polvere.
Il datore di lavoro, che ha in
essere la ristrutturazione del reparto, è cosciente della necessità di un
intervento urgente sull’impiantistica elettrica e sulla necessità di prevedere
un locale mantenuto costantemente in leggera sovrappressione nel quale installare i quadri di comando e
controllo del mescolatore chiuso e gli eventuali elaboratori di servizio.
PROVVEDIMENTI
PER EVITARE L’ACCUMULO DI ENERGIA ELETTROSTATICA
L’energia elettrostatica è molto
importante ai fini dell’innesco di una miscela esplosiva polvere – aria.
Se un corpo elettrizzato
elettrostaticamente e isolato da terra,
si trova circondato da conduttori messi a terra, si crea tra questi e la
terra una differenza di potenziale; se il livello di D.D.P. è sufficientemente
alto da determinare il cedimento dell’isolamento del dielettrico (aria), può verificarsi una scarica elettrica tra i due corpi.
La stessa energia elettrostatica
messa in gioco tra il corpo umano
elettrostaticamente caricato ( ad es. per sfregamento su materiali
isolanti, per contatto con materiali carichi, per contatto con materiali aventi
temperatura diversa, ecc.) e la parte di
una struttura, ad esempio un impianto produttivo, può raggiungere valori dell’ordine di 135 mJ
: quindi un uomo elettrostaticamente carico che si avvicina ad una nube innescabile polvere-aria può
fornire in abbondanza la quantità di energia necessaria per l’innesco della
miscela stessa ( si ricorda che l’energia di accensione di una nube di polvere zolfo – aria è di 15 mJ, ed è di 20 mJ quella per l’accensione di una nube di
polvere legno – aria).
Risulta pertanto indispensabile
realizzare l’equipotenzialità di tutti gli impianti coinvolti nelle lavorazioni
con polveri combustibili; la verifica sulla continuità elettrica deve essere
eseguita ad impianti fermi mediante prove strumentali; nel caso di specie è
stata acquisito verbale di verifica periodica degli impianti di messa a terra e
di protezione contro le scariche atmosferiche, redatto ai sensi degli art. 40 e
328 del DPR 547/55, considerato che nell’ambito di tale verifica è stata anche
accertata la continuità elettrica tra i dispersori di terra e le masse
metalliche costituenti gli impianti e le strutture ad essi funzionali.
Ulteriore provvedimento
necessario allo scopo, risulta essere la verifica delle certificazioni di
antistaticità delle eventuali cinghie di trasmissione del moto facenti parte di
impianti installati in luoghi con pericolo di esplosione e di eventuali
materiali plastici isolanti, costituenti contenitori o tubazioni all’interno dei quali si ha scorrimento
di polveri; obbligo previsto per altro già dal lontano 1955 dall’art. 335 del
DPR 547.
Per ultimo è stato prescritto al
datore di lavoro la fornitura di scarpe antinfortunistiche con suola
antistatica a tutte le maestranze operanti nei luoghi classificati Zone 20, 21,
22.
PROVVEDIMENTI PER
EVITARE L’ACCUMULO DI POLVERE NEI LUOGHI
DI LAVORO
Usando la definizione della Norma
CEI EN 50281-3 possiamo affermare che il livello di mantenimento della pulizia
nel punto più delicato del reparto (soppalco miscelatore chiuso) può essere
definito SCARSO, cioè : “ gli strati di polvere non sono trascurabili e
perdurano per oltre un turno. Il rischio di incendio può essere
significativo……”.
L’azienda, pertanto, ha ricevuto
prescrizione di aumentare il livello di pulizia a BUONO : “ gli strati di polvere sono mantenuti a
spessori trascurabili, oppure sono assenti, indipendentemente dal grado di
emissione ……..”.
RIFERIMENTI LEGISLATIVI
-
DPR 547/55
-
D.Lgs 626/94
-
D.L. 233/03
-
Norma
CEI EN 50281-1-2
-
Norma
CEI EN 50281-3
-
Norma CEI EN 60079-10
-
Atti del Seminario “Impianti Elettrici nei luoghi di
Classe 2” – Politecnico di Torino - 1986”.
DOCUMENTO DI FASE
DOSATURA/MESCOLATURA/CALANDRATURA
Questa
fase rappresenta il momento più critico per il raggiungimento del prodotto
finale, in quanto la composizione e le caratteristiche della gomma dipendono in
gran parte dalla corretta calibrazione della “ricetta” base e dall’equilibrio
tra temperatura, tempo di permanenza nel “banbury” e dosi degli elementi che la
compongono. Per questi motivi, il personale addetto è particolarmente
addestrato ed esperto nella conduzione dell’impianto. Nelle due aziende che
sono dotate del reparto mescola i momenti successivi della fase sono
sovrapponibili.
Si
possono distinguere:
1) ricevimento e stoccaggio materiale (gomma naturale o
SBR e additivi)
2) preparazione della ricetta
3) invio dei componenti-base al mescolatore chiuso
(banbury)
4) caricamento del mescolatore chiuso
5) uscita della balla di gomma e invio al mescolatore
aperto (calandra)
6) formatura della balla nel mescolatore aperto
7) raffreddamento su nastro trasportatore
Descrizione
1) Lo stoccaggio avviene nello stesso reparto tramite
carrelli elevatori (muletti) elettrici; i pani di gomma naturale e SBR vengono
allineati in adiacenza della zona di invio al mescolatore aperto; si deve
rilevare che il nerofumo (carbon black) viene automaticamente inviato nel
mescolatore chiuso da un silos di stoccaggio posto all’esterno del reparto;
questo sistema è stato adottato in entrambe le aziende;
2) I componenti della ricetta vengono pesati da un
operatore su bilancia elettronica dotata di aspiratore; alcuni
prodotti giungono predosati evitando così l’esposizione diretta
del lavoratore (Metalgomma); nella ditta Mantova Gomma è stato adottato un sistema
di pesatura automatica che esclude la presenza dell’operatore;
3) Tutti i componenti della ricetta sono successivamente
inviati tramite nastro trasportatore alla postazione dell’operatore addetto al
caricamento del banbury;
4) L’impianto di miscelazione è costituito da una
piattaforma alta circa 2, 50 metri e di superficie di circa 5 mq, a cui si
accede con una rampa di scale, dove si trova il pannello comandi del
miscelatore e la bocca di carico dello stesso;
5) L’operatore incaricato getta nella bocca del
mescolatore tutti i componenti, partendo dalla gomma naturale o SBR; il
caricamento del nerofumo avviene, come già detto, in automatico; la bocca del
banbury è dotata di aspiratore e di sportello a chiusura ermetica che viene
comandato dall’operatore dopo il caricamento; la durata completa
dell’operazione è di circa 6 minuti;
6) La balla di gomma esce dal banbury ad una temperatura
di circa 130° C e cade dentro una
tramoggia montata su guida automatica che ne permette il trasferimento e il
successivo svuotamento nel mescolatore aperto; questo momento della fase non è
presidiato;
7) Un operatore esperto deve ora omogeneizzare la massa
di gomma tra i due cilindri della calandra (o mescolatore aperto); a questo
scopo taglia periodicamente il foglio di gomma e lo rimette in lavorazione; il
tutto si svolge in circa 20-30 minuti;
8) Terminata la precedente operazione il foglio di gomma
viene inviato ad un nastro trasportatore dove ha il tempo di raffreddarsi quasi
completamente; infine, i fogli di gomma vengono impilati e trasferiti ad una
cella frigo dove vengono conservati in attesa del trasferimento al reparto di
vulcanizzazione. Si precisa che in adiacenza al reparto mescola si trova il
laboratorio per la verifica di qualità del prodotto, usando campioni prelevati dalla
produzione.
Attrezzature, macchine,
impianti
La
piattaforma è collegata alla zona di stoccaggio dei materiali da un nastro
trasportatore; su di esso i vari componenti della ricetta vengono trasferiti
alla zona di caricamento del banbury.

Panoramica
del reparto mescola

Alimentazione miscelatore chiuso (banbury)
I
mescolatori chiusi delle aziende esaminate sono macchine di età >15 anni; le
loro caratteristiche sono ben conosciute: si tratta di due rotori di sagoma
speciale rotanti a diversa velocità in senso inverso all’interno di una robusta
cassa; vi è inoltre una tramoggia di carico munita di portello a chiusura
pneumatica, un pistone pressatore e una slitta che chiude e apre l’apertura di
scarico. Al servizio del banbury sono poi i silos per il dosaggio ed il carico
automatico del nerofumo e degli oli e un nastro trasportatore per
l’alimentazione degli elastomeri e degli ingredienti. Tutto il sistema è dotato
di programmazione automatica del ciclo che provvede alla chiusura automatica
del portello, agli azionamenti del pressatore, al carico del nerofumo e degli
oli.
Fattori di rischio
Si
rimanda all’ampia trattazione sul rischio
chimico per gli aspetti specifici di questo reparto; per quanto riguarda il
microclima non è stato possibile effettuare
misure puntuali dei parametri principali di confort termico; la lavorazione,
tuttavia, ha caratteristiche tali da creare un ambiente percepito come caldo o
molto caldo. Non vi sono, peraltro, mansioni che comportino sforzi fisici
rilevanti; infatti, la fase è presidiata da quattro - cinque operatori per
turno con i seguenti compiti:
1) addetto allo stoccaggio (uso di muletto elettrico)
2) addetto pesatura componenti ricetta (postazione eretta
con brevi spostamenti per il prelievo del materiale, in alcuni casi già dosato)
e invio al nastro trasportatore per il banbury (questa postazione può essere
sostituita da sistema automatico)
3) addetto banbury (postazione eretta fissa): mansione di
controllo
4) addetto mescolatore aperto (calandra): è la mansione
più gravosa per la necessità di rivoltare spesso il foglio di gomma tra i
cilindri; tra un carico e l’altro vi è un tempo di recupero di circa 5 minuti;
c’è rischio di tagli per l’uso di coltello
5) addetto all’impilamento dei fogli di gomma; il
successivo trasferimento avviene con muletto.
E’
presente un rischio rumore compreso tra gli 81 e gli 85 dB A .
Altri
fattori di rischio di natura infortunistica sono rappresentati dalla
possibilità di scivolamenti e dall’uso di coltello da parte dell’operatore alla
calandra. Da segnalare la frequente necessità di ricorrere alla pulizia delle
superfici finestrate per migliorare l’ illuminazione naturale; la superficie
aero-illuminante del reparto deve rispettare un rapporto minimo di 1/10 sul
totale dell’area.
Interventi
Sono
stati introdotti alcuni accorgimenti tecnici mirati alla riduzione dei rischi
sopra descritti:
1) impianto automatico per la dosatura delle polveri;
2) gli idrocarburi aromatici in forma oleosa vengono
addizionati agli altri componenti nel banbury tramite un impianto a circuito
chiuso automatizzato, senza intervento diretto degli addetti, mediante
pompaggio da un serbatoio esterno che viene riempito direttamente dal
fornitore; inoltre, sono stati sostituiti gli oli aromatici precedentemente
impiegati (citati nel doc. di comparto) con nuovi prodotti costituiti da
miscele di estratti aromatici e oli base leggeri; si tratta di IPA con numero
di atomi di carbonio >30. I nuovi preparati non sono etichettabili ai sensi
della Direttiva CEE 88/379 e successive modifiche;
3) al fine di ridurre la movimentazione dei carichi è
stata adottata una macchina a ventose per la movimentazione dei pani di gomma
naturale e sintetica;
4) impianto di captazione dei fumi nel passaggio della
balla di gomma dal mescolatore chiuso a quello aperto (calandra); i vapori
catturati vengono filtrati prima dell’emissione in atmosfera da filtri in
tessuto sintetico.
DOCUMENTO DI FASE
VULCANIZZAZIONE
Descrizione
La vulcanizzazione è una reazione chimica peculiare
dell’industria della gomma. Durante questo processo gli elastomeri presenti
nella mescola passano da uno stato fisico plastico ad uno stato prevalentemente
elastico. Ciò è dovuto alla formazione di una serie di legami trasversali tra
le varie catene polimeriche, con la formazione di strutture molecolari
complesse di tipo tridimensionale; i legami in questione sono irreversibili. Il
più comune agente vulcanizzante è lo zolfo; possono essere utilizzati allo
stesso modo donatori di zolfo quali la ditiomorfolina ed i tiourami disolfuri.
La vulcanizzazione è favorita dal calore; il prodotto finito vulcanizzato
acquista una serie di proprietà, oltre all’elasticità, in funzione degli
ingredienti utilizzati nella composizione della mescola. Le dimensioni, lo
spessore, la sagomatura dei manufatti
vengono affidate a presse a caldo i cui stampi sono riscaldati con
vapore o con resistenze (circa 180°C); il tempo di vulcanizzazione varia in
funzione della massa dei pezzi in lavorazione ed oscilla tra i 10 e i 100
minuti .
Le presse utilizzate, tutte a movimento oleodinamico,
sono di due tipologie: a compressione o
ad iniezione.
Tanto le une quanto le altre possono essere ad asse
orizzontale oppure verticale.
Di queste
ultime sono utilizzate sia macchine a
piatto inferiore mobile e superiore fisso, sia macchine con funzionamento
inverso.
In rapporto alla dimensione dei pezzi da formare, o
del loro numero per ciclo di lavorazione, variano le dimensioni degli stampi e
controstampi e della pressione di serraggio degli stessi (da 10 – 20 t per le
presse di dimensioni minori, a oltre
1.000 t per quelle più grandi).
La pressione d’iniezione della mescola nelle presse
che usano tale sistema varia in rapporto alle dimensioni dello stampo, della
forma dei manufatti e del tipo di mescola.
Il carico della mescola negli stampi, ad esclusione
delle presse ad iniezione, avviene manualmente.
Il distacco dei pezzi formati dagli stampi e lo scarico degli stessi può avvenire
manualmente, con l’ausilio di attrezzi, oppure
automaticamente come movimento conclusivo (oleodinamico, pneumatico o
meccanico) del ciclo di lavorazione.
Gli stampi delle macchine possono essere estraibili
dalla loro sede per l’effettuazione del carico, ad inizio ciclo, della materia
prima e lo scarico, a fine ciclo, del pezzo formato.
Le fasi del ciclo di una pressa verticale con piano
inferiore mobile e stampo estraibile, in via esemplificativa, sono di seguito
descritte:
1) – Apertura pressa per carico: a pressa aperta e
piano di carico (slitta) in posizione esterna l’addetto alla pressa provvede a
posizionare nello stampo il quantitativo di gomma definito nella scheda di
lavorazione e precedentemente riscaldato;
2) – Rientro tavolo porta stampo: dal quadro
comandi si pilota il rientro della slitta porta stampo ed il suo posizionamento
sotto il piano pressa centrale per la fase di stampaggio;
3) – Salita pressa: l’avvio della fase di
stampaggio è comandata dall’operatore mediante i selettori posti sul quadro
comandi; una volta attivato, il cilindro sospinge lo stampo posto sul piano
pressa verso la piastra superiore;
4) – Chiusura a gradiente di pressione: la
compressione tra il piano pressa inferiore (mobile) e il piano pressa superiore
(fisso) è graduato e la pressione prestabilita in relazione al tipo di
stampaggio da effettuare.
5) – Vulcanizzazione: nella fattispecie della
lavorazione in esame, i pezzi di gomma devono aderire perfettamente alla parte
metallica; tale processo avviene mediante il riscaldamento del piano pressa con
vapore tra i 140°C ed i 180°C e per un
tempo definito nella scheda di lavorazione.
6) – Apertura pressa per scarico: al termine del
tempo impostato, la pressa emette un segnale acustico ed attiva una
segnalazione luminosa che indica la fine del ciclo di lavoro. Automaticamente
inizia la lenta discesa del piano porta stampo fino al ritorno nella posizione
di inizio ciclo; dopo tale momento, l’addetto comanda con il selettore la
fuoriuscita della slitta e scarica il pezzo stampato.
Il
riscaldamento della mescola causa la liberazione dei prodotti di
degradazione della gomma nel momento in cui gli stampi delle presse, al termine
del ciclo di vulcanizzazione, si aprono
diffondendo fumi e vapori dall’odore caratteristico.
I fumi fuoriescono dagli stampi alla temperatura media
di 40° C, con tendenza al ristagno nell’ambiente di lavoro, soprattutto nella
stagione più calda.
Un’altra fonte di diffusione di fumi nell’ambiente di
lavoro può essere costituita dai pezzi lavorati che restano a raffreddare nei
cestoni di raccolta collocati in prossimità delle macchine.
La realizzazione di accoppiamenti gomma metallo, per
la produzione di giunti elastici, antivibranti, ecc, avviene durante la fase di
vulcanizzazione e pressatura della gomma. In questo caso gli stampi delle
presse sono opportunamente conformati, in modo da accogliere i supporti
metallici, detti “anime” , prima dell’inizio del ciclo.
Attrezzature, macchine,
impianti
Le aziende in esame disponevano complessivamente di 45
presse, di cui solo 9 con marcatura CE; inoltre, ben 35 avevano più di 5 anni
di vita ed alcune risalivano ai primi anni ’60.
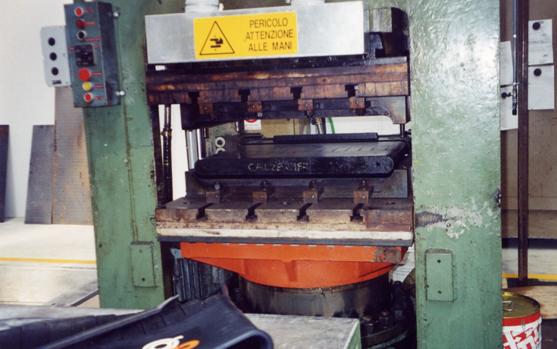
Vecchia pressa
a compressione

Stampo della
pressa
Fattori di rischio
Rischio da
schiacciamento
La
necessità di introdurre le mani nelle zone pericolose delle presse, durante il
carico della materia prima e lo scarico dei pezzi lavorati, induce il rischio
di schiacciamento.
Ciò
può essere in relazione diretta con il funzionamento della macchina, per
carenza dei ripari collocati a protezione della zona pericolosa, oppure per
difformità o anomalia dei comandi e/o dei dispositivi di sicurezza; in
particolare sulle presse entrate in esercizio da più tempo, sulle quali non era
prevista in origine la segregazione completa della zona pericolosa, oppure,
sullo stesso tipo di macchina, anche dopo interventi di modifica non adeguati,
più o meno recenti. Interventi approssimativi, quali la collocazione di schermi
fissi contornanti la zona pericolosa, in taluni casi, se può aver escluso il
rischio di schiacciamento tra gli stampi, potrebbe aver introdotto rischi di
cesoiamento tra alcune parti mobili delle macchine e gli stessi schermi.
Nelle
presse verticali a piano inferiore mobile può concretizzarsi il rischio di infortunio per caduta del pezzo
lavorato rimasto “incollato” al controstampo superiore fisso durante
l’apertura.
Può,
infatti, verificarsi che la piastra fissa superiore della pressa e la piastra
metallica porta stampo aderiscano fortemente, al punto da non separarsi al
momento dell’ abbassamento del piano mobile base porta stampo. Ciò può
accadere, ad esempio, qualora la gomma ed i reagenti/additivi fuoriusciti dallo
stampo durante la vulcanizzazione diano luogo, solidificandosi, alla caratteristica “bava”: la gomma può
fungere così da collante tra le due piatre; lo stesso può verificarsi a seguito
di modifiche di residui di gomma di precedenti stampaggi; ancora, non si può
escludere l’effetto “vuoto” legato alla presenza di sottili veli d’olio tra
pressa e stampo. In sostanza, lo stampo con tutto il suo contenuto può rimanere
adeso alla piastra fissa superiore della pressa e distaccarsi improvvisamente
colpendo l’operatore che tentasse di intervenire manualmente per la sua
rimozione.

Inserimento
dei fogli di gomma negli stampi (nella foto un esempio di stampo multiplo)

Pressa aperta
senza stampo

Pressa con
stampo in uscita
Interventi
Il rischio descritto si è,
di fatto, concretizzato in due gravi infortuni che hanno portato alla
prescrizione ed adozione di importanti provvedimenti in ordine alla sicurezza
delle presse. Sono perciò state realizzate le seguenti misure:
1)
montaggio sul piano porta stampo di ogni
pressa di due staffe di acciaio in
grado di garantire, in fase di apertura, la tenuta di tutti i tipi di stampo
utilizzati;
2)
posizionamento del comando di apertura e
chiusura di ciascuna pressa su pulpito installato ad una distanza di 1,5 m
dalla pressa stessa e dotato di dispositivo a due mani con obbligo di
simultaneità di azionamento conforme alla norma UNI-EN 574;
3)
colorazione con tinta accesa (arancione ad
es.) dei bordi visibili del piano mobile della pressa per distinguerli dai
bordi dello stampo e consentire la verifica visiva del corretto posizionamento
di quest’ultimo rispetto al piano mobile;
4)
posizionamento di recinzione con pannelli in
rete metallica di altezza pari a 2,15 m che impediscono l’accesso ai lati ed
alla parte posteriore delle presse; l’ingresso alla zona è consentito tramite
porte dotate di microinterruttori che, in caso di apertura, bloccano tutte le
funzioni della pressa;
5)
installazione di un sistema di scandaglio
laser che copre tutta l’area frontale delle presse a partire da un’altezza da
terra di 15 cm e che, rilevando la presenza di persona o oggetto nell’area
sotto controllo, blocca il consenso all’apertura o chiusura delle presse.
Il
comando che impegna entrambe le mani, con fattore di contemporaneità, può
essere ritenuto sufficiente solo nel caso che la zona di chiusura stampi sia
resa assolutamente inaccessibile e sicura nei confronti di terzi fin dall’inizio del movimento di
avvicinamento dei piani di pressatura.
Le
presse verticali con piano mobile superiore durante la fase di apertura dei
piatti devono essere dotate di fermo assoluto, preferibilmente meccanico, che
impedisca la discesa del piano superiore, per qualsiasi anomalia possa
verificarsi, oltre che di valvole di sicurezza sul circuito idraulico che
impediscano lo svuotamento repentino dello stesso e conseguente discesa per
gravità del piatto superiore, talvolta di notevoli dimensioni e peso.
Rischio da
taglio
Tale
rischio non è direttamente connesso con la fase di vulcanizzazione, tuttavia si
concretizza nella maggior parte dei casi nello stesso reparto in cui avviene
l’operazione principale della lavorazione della gomma, quando l’uso di
taglierini e coltelli molto affilati vengono usati per il taglio di strisce di
gomma da immettere negli stampi, ovvero al termine della vulcanizzazione, per
la sbavatura manuale delle porzioni di gomma debordanti la sagoma degli
articoli prodotti.
Interventi
Allo
scopo di limitare al minimo indispensabile l’uso dei “cutters” per la
preparazione delle strisce di gomma di caricamento degli stampi, in un’azienda,
ove il numero di infortuni da taglio era stato in passato elevato, è stata
introdotta una cesoia adeguatamente protetta, mentre la sbavatura di certi
articoli può avvenire in buratti con immissione di azoto liquido, il cui
effetto di raffreddamento sulla gomma porta la stessa alla temperatura di
vetrificazione e infragilimento delle bave, da permetterne la rimozione a
seguito dello sbattimento dei pezzi gli uni contro gli altri.
Rischio di ustioni
Il carico manuale della quantità di mescola da
lavorare, lo scarico dei pezzi lavorati, in particolare quelli accoppiati con
parti metalliche e la manipolazione dei pezzi ancora caldi per la sbavatura
manuale, sono operazioni che possono comportare rischio di scottature
dell’epidermide, soprattutto degli arti
superiori.
Interventi
E’ evidente che gli interventi preventivi per
prevenire questo rischio si basano sulla limitazione della necessità di
contatto manuale, l’utilizzo di attrezzi
adeguati per lo scarico dei pezzi lavorati, eventualmente conformati in
modo specifico in relazione all’articolo, l’uso di DPI (guanti e grembiuli).
Microclima
Anche in questo reparto
l’ambiente è percepito come caldo o molto caldo. Un’accurata misura delle
condizioni microclimatiche in ambiente lavorativo non potrebbe prescindere dal
calcolo di numerosi parametri di fisiologia dei soggetti esposti, quali il
metabolismo basale, la sudorazione e, quindi, il bilancio termico globale
nonché dalla valutazione di dati altrimenti obiettivabili come l’abbigliamento
(Clo) ed il consumo calorico in funzione del lavoro svolto (Met). Gli uni e gli
altri sono valori solo “stimabili”, talora con approssimazione quanto mai
larga. A ciò si aggiunge il fatto che la sensazione di “benessere termico” è
meramente soggettiva e variabile in breve tempo. Gli igienisti industriali,
vista l’impossibilità di prevedere la risposta dell’uomo all’ambiente termico
come funzione di un singolo parametro dell’ambiente stesso, hanno cercato di
elaborare dall’insieme dei parametri fisici e fisiologici misurabili vari
indici termici, i più rappresentativi dei quali sono:
1) Heat Stress Index (HSI)
2) Predicted Four Hours Sweat Rate
(P4SR)
3)
Temperatura Effettiva Corretta (TEC)
4)
Wet Bulb Globe Temperature (WBGT)
Tralasciando gli aspetti
matematici e le considerazioni sui limiti e i difetti di questi indici,
vediamone i valori-limite consigliati:
1)
HSI = fino a 70 (>70 valori pericolosi in soggetti
affetti da cardiovasculopatie o
pneumopatie; in soggetti sani è probabile un decremento dell’attività
lavorativa);
2)
P4SR= 3 litri di sudore come limite superiore
tollerabile di sudorazione per esposizione giornaliera;
3)
 TEC= soggetti non
acclimatati
soggetti acclimatati
TEC= soggetti non
acclimatati
soggetti acclimatati
Lavoro
Leggero 30°C
32°C
Lavoro
Medio 28°C 30°C
Lavoro
Pesante 26,5°C
28,5°C
4)
WBGT= per tipo di lavoro continuo leggero (200 Kcal/h) - 30,6°C
“
“ “ “
“ medio (<350
Kcal/h) - 26,7°C
“ “
“ “ “ pesante
(<500 Kcal/h) - 25°C
Nessuno di
questi indici è rappresentativo del benessere termico; nella valutazione del
carico termico e della sua tollerabilità i diversi indici dovrebbero essere
confrontati con le risposte soggettive, dando sempre maggior importanza a
queste ultime piuttosto che ai dati fisici.
Gli interventi di natura
strutturale (buona aerazione naturale) e tecnologica (aspirazioni localizzate)
negli stabilimenti oggetto dello studio determinano condizioni microclimatiche
non pregiudizievoli per la salute dei lavoratori.
Rischio chimico – vedi doc. di comparto
Interventi
Gli interventi per migliorare la
captazione dei fumi della vulcanizzazione consistono essenzialmente nella
predisposizione di aspirazioni localizzate sulle presse.
Le variabili di progetto di tali
aspirazioni sono la geometria dell’ingresso di aria, la sua posizione rispetto
alla sorgente e la portata di aria aspirata; la velocità di cattura è
necessaria per prelevare l’inquinante forzandolo ad entrare nella cappa,
contrastando eventuali movimenti d’aria esterna che aumenterebbero inutilmente
la portata e disturberebbero la cattura dell’inquinante.
Si riportano in tabella i valori
di velocità di cattura consigliati in funzione della generazione
dell’inquinante e della sua tipologia:
|
Generazione
dell’inquinante
|
Esempi
|
Velocità di
cattura (m/s)
|
|
1) L’i. entra, a
velocità trascurabile, in aria calma
|
Sgrassaggio,
evaporazione
|
0,25 – 0,5
|
|
2) L’i. entra, a
bassa velocità, in aria in leggero movimento
|
Saldatura,
riempimento
|
0,5 – 1
|
|
3) L’i., generato
energicamente, entra in aria in rapido movimento
|
Verniciatura a
spruzzo
|
1 – 2,5
|
|
4) L’i. entra, ad
alta velocità, in aria in rapido movimento
|
Smerigliatura, mola
abrasiva
|
2,5 - 10
|
|
Valori inferiori
di velocità di cattura
|
Valori superiori
di velocità di cattura
|
|
Movimenti di aria
ambiente minimi o agevolanti la cattura
|
Movimenti di aria
ambiente avversi la cattura
|
|
Inquinanti di bassa
tossicità
|
Inquinanti di
elevata tossicità
|
|
Uso intermittente o
basse velocità di produzione
|
Uso continuo o
velocità di produzione elevate
|
|
Cappe larghe o
grandi masse di aria mosse
|
Cappe piccole o
piccole quantità di aria mosse
|
Le presse in questione sono di
tipo oleodinamico per lo sviluppo della forza di spinta, mentre per lo sviluppo
dell’energia termica utilizzano vapore alla pressione di 12 Bar.
Lo sviluppo dei vapori di
degradazione termica della gomma vulcanizzata dagli stampi delle presse avviene
durante la rimozione del prodotto semilavorato dalle sedi degli stampi stessi.
I fumi fuoriescono dagli stampi
alla temperatura media di 40°C. Nel periodo invernale l’effetto camino
determinato dalla presenza di aperture a soffitto (tipo smoke-out) facilita
l’evacuazione dei fumi, mentre in primavera ed estate la stagnazione è
evidente. L’impianto di captazione adottato consiste principalmente in una
dorsale di canalizzazioni in lamiera di acciaio zincato collocata a soffitto.
Sulla dorsale sono installate delle condotte di ripresa aria aspiranti dalle
cappe situate sopra ogni pressa, cioè alla fonte inquinante. Le condotte sono
dotate di serranda manuale per l’equilibratura dell’aria in estrazione e per la
chiusura della cappa ove la pressa sia ferma per manutenzione onde evitare
fenomeni di by-pass indesiderati dalle altre presse in funzione.
All’estremo della dorsale di
estrazione è stato collegato un elettroventilatore di tipo centrifugo a basso
regime di giri (850/min) di rotazione per ridurre l’emissione sonora (81 dB A a
1,5 metri); la velocità di cattura dell’aspiratore su ogni singola pressa è di
circa 0,4 m/s.
Lo schema – tipo dell’impianto
(adottato in tutte le aziende) è il seguente:


Rischio rumore
La valutazione del rischio è stata effettuata
secondo i criteri del D. L.vo 277/91 ed ha dimostrato un livello di esposizione
compreso tra gli 80 e gli 85 dB A per tutti i lavoratori addetti.
Si
deve riservare un capitolo a parte per l’intervento effettuato sull’amianto che rivestiva i tubi di
adduzione del vapore di alcune presse. Questo fattore di rischio è assai
rilevante durante le operazioni di manutenzione per la sostituzione di pezzi
usurati delle presse ed è infatti stato svelato nel corso di uno di questi
interventi.
OPERAZIONI DI MANUTENZIONE
STRAORDINARIA
PREMESSA
L’intervento di bonifica, di seguito
riportato, rientra tra le varie operazioni di manutenzione che le ditte programmano ed effettuano, sia
perché il ciclo abbia un andamento costante e lineare senza interruzioni e
fermi improvvisi, sia per il mantenimento delle macchine ed apparecchiature
utilizzate, a fronte degli investimenti effettuati nel corso del proprio
progresso tecnologico dettato dalle logiche di mercato ma anche dalla politica
aziendale.
Questi interventi rientrano nelle operazioni
di “Manutenzione”, previste e definite dalla Normativa tecnica di riferimento.
In particolare la Norma UNI 10147 le definisce come la combinazione di tutte le
azioni tecniche ed amministrative, incluse le azioni di supervisione, volte a
mantenere o a riportare un’entità in uno stato in cui si possa eseguire la
funzione richiesta.
All’interno delle manutenzioni straordinarie
richiamate anche dalla NORMA UNI 9910 come manutenzioni preventive eseguite in
accordo con un piano temporale stabilito, rientra l’intervento di bonifica da materiale
contenente amianto di matrice friabile presente sulle presse insite lungo la linea del ciclo produttivo
della ditta stessa. In particolare, in considerazione della presenza di
materiale contenente amianto la ditta ha programmato delle azioni di bonifica
al fine di eliminare la presenza di questo pericolo dalla propria realtà
produttiva.
DESCRIZIONE DEL MATERIALE PRESENTE
E DEGLI INTERVENTI EFFETTUATI
L’amianto si
presentava come materiale isolante sotto forma di treccia di lunghezza
variabile da 30 cm a cm 200, sul sistema delle tubazioni di adduzione del
vapore per le operazioni di stampaggio a caldo delle mescole effettuato dalle
presse stesse. Nello specifico il materiale fungeva da isolante per permettere
ai lavoratori di effettuare le normali operazioni legate al ciclo senza che gli
stessi venissero a contatto con le parti caldi della macchina.
Il materiale era formato da corde per uno sviluppo
complessivo di circa 30 metri insistenti su 8 presse.
Mediante analisi effettuata in laboratorio,
previo campionamento di una matrice del materiale presente, è stato appurato,
che si trattava di amianto Serpentino della varietà Crisotilo.
La committenza dei lavori, attraverso una
ditta autorizzata ha presentato un piano di lavoro, ai sensi dell’art 34 D.Lgs.
277/91, al Servizio di Prevenzione dei Luoghi e degli Ambienti di Lavoro che ha
formulato un parere di nulla osta comprensivo di prescrizioni da mettere in
atto in fase di esecuzione dei lavori.
I metodi di bonifica, così come indicato nel
D.M. 6 settembre 1994, sono tre: incapsulamento, rimozione, e confinamento.
L’incapsulamento risulta poco efficace in
quanto il materiale, essendo appunto friabile, tende a sgretolarsi, rendendo
inutile il tentativo di evitare l’aerodispersione delle fibre di amianto
mediante l’utilizzo dell’incapsulante.
Il confinamento, è una bonifica soggetta a
controlli periodici risultando quindi un’operazione di “tamponamento”, in
quanto prima o poi, essendo il materiale in questione soggetto ad una notevole
usura, dovrà essere rimosso.
La rimozione invece risulta più costosa dal punto
di vista del conferimento in discarica ma tale scelta elimina in maniera
definitiva il problema di detto materiale. La ditta ha optato per questo tipo
di metodologia di bonifica.
Tali operazioni sono state fissate e programmate in
periodi tali in cui l’attività risultasse ferma o comunque a cicli di
lavorazione ultimati e comunque quando all’interno degli ambienti di lavoro non
vi fosse la presenza del personale dipendente della committenza.
La ditta esecutrice dei lavori, quindi,
previo accordo con la committenza, ha identificato ed adottato la modalità di
rimozione del materiale avvenuta per mezzo della tecnica del glove-bag sulle tubazioni
congiuntamente all’utilizzo di confinamenti statici con teli di polietilene tra
le macchine ed le strutture fisse quali pavimenti e muri al fine di operare su
ogni singola macchina e poter bonificare i singoli tratti di tubazione; potendo
cosi programmare la fermata delle singole macchine e quindi operare in maniera
da non coinvolgere l’intero reparto delle presse coinvolte e le eventuali
persone presenti.
Questo fermo parziale dell’impianto, su ogni
singola macchina, ha permesso all’azienda di programmare temporalmente le
normali lavorazioni all’interno dello stabilimento.
Sono state suddivise le operazioni di
rimozione mediante glove bag per le tubazioni rigide inclusi gli scaricatori di
condensa e la rimozione delle tubazioni e dei tratti di tubazione flessibile.
In pratica per le tubazioni rigide, il
materiale è stato asportato e rimosso dalle stesse; mentre per i tratti di tubo
e le tubazioni di tipo flessibile si è proceduto alla rimozione dell’intero
tubo sia per facilitare e semplificare l’intervento sia per non rompere e/o
tagliare le tubazioni e quindi propagare il materiale stesso nell’ambiente.
L’intervento, in relazione al materiale
presente e in considerazione dell’elevata temperatura delle tubazioni è
avvenuto ad impianto fermo e raffreddato.
Si è proceduto mediante l’installazione dei
confinamenti statici per garantire una migliore condizione di sicurezza durante
l’esecuzione dei lavori. Detti confinamenti sono stati realizzati con dei teli
in polietilene formando dei veri e propri “locali” nei quali sono avvenute le
differenti operazioni di bonifica. Nello specifico queste compartimentazioni di
zona sono state installate in prossimità delle tubazioni per garantire che le
singole operazioni avvenissero in condizioni di sicurezza maggiori ed al fine,
nel caso di rotture o inconvenienti durante la rimozione col glove-bag, le
fibre di amianto non si propagassero nell’ambiente circostante, ma rimanessero
comunque circoscritto ad una piccola “zona confinata”. Va inoltre sottolineato
la particolarità dell’ubicazione e della disposizione verticale ed orizzontale
delle tubazioni,che non facilitavano le singole operazioni e quindi per
garantire uno standard maggiore di sicurezza si è optato per la compartimentazione
delle singole zone. All’interno delle singole zone si è operato mediante il
glove bag, ovvero mediante dei particolari “sacchi” in nylon dotati di maniche
conformati a mani. In pratica questi sacchi avvolgono le tubazioni e
l’operatore opera sulle tubazioni attraverso queste maniche artificiali non
venendo mai a contatto direttamente con il materiale da bonificare.
Una volta installato il glove-bag seguendo le
indicazioni della normativa specifica (D.M. 6/9/94), e, prima della sua
sigillatura, sono stati posizionati all’interno gli attrezzi da lavoro, ovvero
coltello e forbici, spazzola, stracci bagnati contenuti in un sacchetto di
polietilene sigillato.
È stato introdotto, attraverso il foro
esistente nella cella glove-bag, il tubo dell'aspiratore a filtri assoluti con
il quale è stato posto in depressione il glove-bag a fine lavoro ed è stato
inserito, attraverso un secondo foro esistente nella parete della cella,
l'ugello erogatore di acqua della pompa, per irrorare il materiale durante la rimozione
e per lavare, a fine intervento, le
pareti interne della cella. Il glove-bag è stato, quindi, sigillato per
assicurarne la tenuta stagna.
Si è proceduto quindi a trattare la
superficie del tubo coibentato irrorandolo una con sostanza fissante, mediante
l'impiego di una pompa low-pressure o bassa pressione. Il prodotto fissante è
stato lasciato asciugare per il tempo di essiccazione necessario, cosi come
indicato sulla scheda tecnica dello stesso.
L'operatore ha proceduto con il taglio della
corda coibente, ed è stata sfilata con cautela dal tubo e depositata nel sacco
del glove-bag.
L'operatore ha effettuato la pulizia del tubo per
eliminare i residui utilizzando una spazzola a setole morbide e stracci umidi.
Gli stracci utilizzati sono stati depositati nel sacco glove-bag, mentre la
spazzola è stata a conclusione dei lavori lavata accuratamente per eventuali
utilizzi futuri.
Sono state aspirate le pareti interne della
cella glove-bag e delle maniche con aspiratore a filtri assoluti, ed effettuato
il lavaggio con l'acqua erogata dall'ugello della pompa.
A questo punto tutti gli attrezzi manuali
impiegati nel glove-bag sono stati afferrati con i guanti e tirati verso
l'esterno, rimanendo però contenuti all'interno delle maniche dei guanti;
ciascuna manica è stata strozzata in prossimità della sua attaccatura al
glove-bag; questa sigillata in due punti e tagliata al centro per staccare la
manica dal glove-bag. Gli attrezzi,
contenuti nelle maniche sono state depositate nella cella del glove-bag successivo
ed aperte, per poter utilizzare gli utensili solo dopo aver sigillato il nuovo
glove-bag alla tubazione da bonificare.
Al termine del lavori di pulizia, la cella
del glove-bag è stata posta in depressione mediante l'aspiratore a filtro
assoluto, pressata, e strozzata con nastro adesivo alla giunzione cella/sacco e
quindi rimossa dalla tubazione per essere posta in un sacco di polietilene a
sua volta sigillato. L'intervento è proseguito con la stessa procedura lungo
tutti i segmenti da bonificare.
Le maniche contenenti gli attrezzi impiegati
nell'ultimo glove-bag sono state depositate in un recipiente colmo d'acqua nel
quale sono stati lavati, mentre le maniche riposte in un sacco di polietilene e
avviate a smaltimento assieme al restante materiale contaminato con amianto.
Per la bonifica dei tratti di tubo flessibile si è proceduto ad irrorare
il tubo coibentato con prodotto incapsulante e lasciato essiccare per alcuni
minuti. Esso è stato infilato, in un sacco di polietilene sostenuto sotto il
tubo stesso. Le due estremità sono state svitate dai tubi rigidi ai quali si
congiungevano ed il tubo flessibile depositato nel sacco che è stato
immediatamente chiuso e sigillato e pronto per l’avvio allo smaltimento.
Durante l’esecuzione dei lavori sono stati
effettuati dei sopralluoghi di natura ispettivi, da parte del Servizio di
Prevenzione, che hanno portato alla verifica delle singole procedure di lavoro,
peraltro rispettate, e sono stati effettuati dei campionamenti ambientali al
fine di verificare l’eventuale dispersione nell’aria di fibre di amianto.
Inoltre al termine dei lavori sono stati
effettuati dei campionamenti ambientali al fine di rilasciare la restituibilità
delle zone di lavoro, per permettere ai lavoratori estranei alle operazioni di
bonifica di poter tornare ad operare sulle singole presse.
Per avere poi l’effettivo riscontro che il
materiale fosse stato rimosso e quindi smaltito presso un sito idoneo, è stato
acquisito il formulario di registrazione del rifiuto presso la discarica ad
autorizzata ad accogliere tale rifiuto.
A tal
proposito alleghiamo di seguito un rilievo fotografico delle zone oggetto dei
lavori per rendere più chiaro l’intervento effettuato.
Zona delle Presse da
bonificare durante l’allestimento delle zone Confinate:

Zona delle Presse da
bonificare, sulla parte posteriore è visibile la zona confinata, mentre la
singola pressa, in primo piano risulta chiaramente isolata:



Zona delle Presse
durante la bonifica, l’operatore all’interno della zona confinata mentre
effettua la rimozione con la tecnica del glove-bag:



Primo piano delle tubazioni da bonificare e (in basso) particolare di una
di queste

Il Servizio competente per la prevenzione e
la Sicurezza dei Luoghi di lavoro ha espresso anche delle prescrizioni
“supplementari” al fine di poter garantire uno standard di sicurezza che oltre
a riguardare le procedure durante la rimozione potesse estendersi anche agli
ambienti nei quali il materiale era insito.
La prima è stata quella di far effettuare una
compartimentazione statica nei pressi del materiale presente. Inoltre come
prescrizioni il Servizio ha vietato l’uso di utensili alimentati elettricamente (flessibili, martelli
demolitori, ecc) ma esclusivamente quello di attrezzi manuali, al fine di
limitare il più possibile il rilascio di fibre ma anche per prevenire
potenziali incendi dovuti ad inneschi di natura elettrica. Sono stati inoltre
fatti eseguire dei campionamenti personali sugli operatori al fine di verificare
la presenza e la relativa esposizione dei lavoratori al materiale contenente
amianto. L’esito delle analisi sono state fatte pervenire al Servizio in
relazione all’avanzamento dei lavori per “monitorare” e tener sotto controllo
la situazione delle condizioni di lavoro ma soprattutto per eventuali
provvedimenti da impartire in corso di esecuzione dei lavori nel caso in cui
tali analisi avessero fornito risultati indesiderati dal punto di vista
dell’esposizione all’amianto.
L’APPALTO
A DITTA ESTERNA
Quando una azienda, come nel ns. caso specifico, deve
affidare una serie di operazioni o lavorazioni, da effettuarsi all’interno dei
propri luoghi di lavoro, ad una ditta esterna deve poter avere la garanzia che
gli stessi lavori vengano eseguiti sia dal punto di vista dell’efficacia del
risultato da ottenere, che dal punto di vista del rispetto delle norme in
materia di sicurezza ed igiene del lavoro al fine della salvaguardia delle
figure coinvolte e dei propri addetti presenti nelle zone circostanti l’area
interessata ed oggetto dei lavori.
Per avere queste garanzie le due ditte si devono
confrontare, specie se l’una è sconosciuta all’altra e viceversa, attraverso
una serie di informazioni che le due figure responsabili coinvolte si devono
trasmettere per poter valutare la professionalità, le competenze e soprattutto
le tecniche adottate durante gli interventi da realizzare. Come nel ns. caso
specifico, prima dell’inizio dei lavori sono avvenuti degli incontri mirati a
fornire reciprocamente aspetti, rischi, metodologie procedure ed avvertenze
specifiche.
In questi
incontri ha trovato applicazione, quindi, l’art. 7 del D.Lgs. 626/94, ovvero
quando il committente sia un datore di
lavoro e quando il lavoro venga svolto all’interno dell’impresa committente.
Questi rapporti di lavoro richiedono l’implementazione di un sistema di
affidamento dei lavori e degli appalti mettendone a capo il datore di lavoro
fino ai preposti.
L’art. 7 D.Lgs. 626/94 nel caso di affidamento dei
lavori, all’interno dell’ambiente dei lavori, ad imprese appaltatrici o a
lavoratori autonomi introduce di fatto obblighi precisi sia a carico dei datori
di lavoro che delle ditte incaricate dell’esecuzione dei lavori aggiudicati.
In base a tale disposizione l’appaltatore ha
l’obbligo, di porre in essere quattro azioni che dovrebbero contribuire a
generare più attenzione alla sicurezza e quindi meno infortuni:
1)Verificare l’idoneità tecnico-professionale del
sub-appaltatore;
2)Fornire adeguate informazioni sui rischi specifichi
esistenti nell’azienda e sulle misure d’emergenza adottate;
3)Cooperare, insieme al subappaltatore o al lavoratore
autonomo, attivando delle misure di prevenzione e protezione;
4)Promuovere il coordinamento, insieme al
subappaltatore o al lavoratore autonomo, degli interventi di prevenzione e
protezione informandosi reciprocamente al fine di eliminare i rischi dovuti
alle interferenze tra i diversi lavori.
Da queste azioni quindi ne deriva che la gestione
della sicurezza è fondata non soltanto sulla informazione fornita
dall’appaltatore al subappaltatore ma anche e soprattutto sulla cooperazione e
sul coordinamento delle azioni preventive.
In altri termini si può affermare che la sicurezza nel
subappalto è la risultante delle azioni poste in essere dall’appaltatore e dal
suo subappaltatore opportunamente coordinate.
La particolarità dei lavori descritti in
precedenza e le particolari procedure di lavoro, hanno determinato una serie di
operazioni preliminari atte a preparare le zone d’intervento e del cantiere.
Oltre a ciò sono stati effettuati degli incontri tra la ditta e la committenza
per conoscere i rischi dell’una e dell’altra e per far in modo che questi non
venissero a sovrapporsi. In tal modo le due aziende si sono coordinate
relativamente alle proprie lavorazioni in modo da poter effettuare tutte le
operazioni in sicurezza, in funzione dei rischi che le medesime comportavano
anche in virtù degli ambienti di lavoro in cui erano inserite. In sostanza la
committenza ha fornito all’impresa esecutrice dei lavori di bonifica la
tipologia dei rischi, le persone coinvolte e le esigenze legate al proprio
ciclo produttivo, mentre l’impresa esecutrice ha indicato i rischi, le
procedure operative legate alle lavorazioni che dovevano avvenire per poter
eliminare definitivamente il problema legato alla presenza di amianto.
Questi incontri sono necessari al fine di appurare la
qualifica tecnico professionale della ditta appaltatrice; in quanto la
prevenzione degli infortuni passa necessariamente attraverso la valutazione di capacità
di risorse e di modelli organizzativi posseduti, recepiti e intrapresi come
procedure di lavoro assimilate all’interno del proprio modo di effettuare le
varie lavorazioni.
L’art. 7 D.Lgs. 626/94 richiede infatti che il Datore
di lavoro committente verifichi l’idoneità tecnico professionale dei soggetti
che intervengono alla realizzazione dell’opera o della prestazione affidata.
Questa “nuova” concezione della sicurezza passa per il concetto che la
prevenzione non è più come una semplice applicazione di norme ma come
l’acquisizione di capacità organizzative e gestionali per la programmazione
delle prevenzione negli ambiti lavorativi in senso lato.
Quindi l’accertamento dell’idoneità e della qualifica
(iscrizione alla “Camera di commercio, industria e artigianato” del luogo
presso cui ha sede, per la specifica attività, idoneità tecniche e qualifiche
e/o specializzazioni specifiche acquisite nel tempo) non si conclude con
l’accertamento del possesso delle capacità tecniche ad eseguire determinati lavori,
ma comporta anche il possesso e l’impiego di risorse, mezzi e personale,
formati ed organizzati, per garantire la sicurezza e la salute dei lavoratori
stessi che di quelli coinvolti o presenti nelle zone limitrofe oggetto dei
lavori.
Dall’accertamento dell’appaltatore si passa
all’obbligo del committente di fornire informazioni alla ditta appaltatrice. In
questo l’art. 7 D.Lgs. 626/94 ha ripreso e approfondito, estendendolo a tutte
le tipologie di appaltatori, un concetto già espresso dall’art. 5 del D.P.R
547/55. Le informazioni che devono essere fornite, sono quelle sufficienti, per
permettere all’appaltatore di poter valutare i propri rischi rispetto
all’ambiente di lavoro ed ai relativi rischi in modo da poter attuare e
predisporre le misure di prevenzione più appropriate. Quest’obbligo di legge,
deve intendersi in linea con la “filosofia che ha dettato e recepito il D.Lgs.
626/94” ovvero in continua evoluzione ed aggiornamento rispetto alla situazione
che si crea o si viene a modificare nel corso dell’esecuzione dei lavori ed in
relazione, quindi, con i “nuovi rischi creatisi”. È logico pensare che questi
nuovi rischi comportano delle misure da adottare differenti e modificabili
rispetto a quello concordate preliminarmente l’inizio dei lavori; ne consegue
quindi direttamente dunque la revisione e l’aggiornamento del documento di
valutazione dei rischi. Scelta obbligata perché, rispetto alla situazione di
processo modificata, come scopo primario resta comunque la salvaguardia della
salute e della sicurezza di tutti lavoratori, ai vari livelli, coinvolti.
Per quanto riguarda il nostro caso specifico è
comunque rimasto a carico della ditta committente, che, se si fossero modificate le condizioni concordate, il
compito di ripromuovere il coordinamento e la cooperazione al fine
dell’eliminazione dei rischi che la nuova situazione creatasi avrebbe potuto
comportare. Quindi lo stesso committente avrebbe dovuto riproporre tale
coordinamento e la cooperazione con cadenza periodica per un’analisi ed una
verifica continua.
In questo sistema si pretende quindi una maggiore
responsabilizzazione dei due soggetti coinvolti (committente-appaltatore) i
quali non devono intromettersi nelle
valutazioni e nelle scelte effettuate reciprocamente. In sostanza non viene
chiesta un’ingerenza dei ruoli ma solo una reale collaborazione ed un effettivo
coordinamento finalizzato a garantire la
sicurezza durante l’esecuzione dei lavori.
Quindi un efficace coordinamento presuppone che ognuno
degli attori coinvolti segua e “sottostia” a delle efficaci regole di
comportamento affinché l’avanzamento dei lavori vada di pari passo con la
programmazione degli interventi di prevenzione, ed sia inserita in un processo
in evoluzione ma costantemente verificabile, attraverso l’attuazione delle misure
di sicurezza, concretamente fattibili, precedentemente valutate, ma che
comunque sono state concordate con tutte le figure coinvolte.
RIFERIMENTI LEGISLATIVI
Per quanto riguarda gli argomenti trattati si riferiscono alle
problematiche connesse con i materiali che contengono amianto:
D.Lgs.
277/91 Norme per la protezione
dei lavoratori contro i rischi derivanti da esposizione ad agenti chimici,
fisici, biologici.
Legge 257/92 Norme
relative alla cessazione dell’impiego dell’amianto
D.M. 6/9/94 Norme e
metodologie tecniche relative alla cessazione dell’amianto
D.M. 14 /05/96 Normative
e metodologie tecniche per gli interventi di bonifica, ivi compresi quelli per
rendere innocuo l’amianto
D.M. 12/02/97 Criteri
per l’omologazione dei prodotti sostitutivi dell’amianto
Non da ultime sono tutte le norme tecniche di
riferimento legate a particolari attività o tematiche e che comunque sono
specifiche e che indicano e dettano parametri da seguire per poter effettuare
una determinata lavorazione.
Tutti questi riferimenti si fondono in
maniera integrale l’un con l’altro poiché dettano principi specifici di
riferimento ma soprattutto coniugano l’azione della sicurezza con i
comportamenti e le azioni personali che ogni figura coinvolta nei vari processi
devono adottare e seguire al fine della salvaguardia della salute intesa come
bene comune da difendere e tutelare.
Per detti motivi, tanto più un’azienda o
comunque più aziende che si ritrovano a “collaborare” per risolvere dei
problemi legati alle manutenzioni, tendono ad avere una strutturazione completa
e specifica della propria organizzazione del lavoro e dei lavoratori stessi,
tanto più si produrranno effetti e benefici che non devono essere subiti ma
devono essere interpretati come dei metodi di lavoro e che solo a medio e lungo
termine potranno dare dei risultati effettivi e comunque finalizzati ad una
riqualificazione professionale nella quale si colloca e si sviluppa un
benessere di tutti gli operatori dell’impresa.
D.P.R. 547/55
D.P.R. 303/56
D.P.R. 164/56
D.Lgs.
277/91
Legge
257/92
D.M. 6/9/94
D.Lgs. 626/94
D.M. 14 /05/96
D.M.
12/02/97
D.Lgs.
494/96 e modifiche D.Lgs. 528/99
Norma UNI 10147
Norma UNI 9910
BIBLIOGRAFIA
1)
“Rischi, patologia e prevenzione nell’industria della
gomma” – Atti del 46° Congresso Nazionale della SIMLII – Acireale, 1983.
2)
“Tossici ambientali ed industriali” – Atti del
Congresso di Igiene Industriale – Torino, 1985.
3) IARC Monographs on the evaluation of
the carcinogenic risk of chemical to humans – The Rubber Industry – Volume 28 –
IARC, Lyon 1982.
4)
Coordinamento Tecnico per la Sicurezza nei luoghi di
lavoro delle Regioni e delle Province autonome – Titolo VII-bis Decreto
Legislativo 626/94 – Protezione da agenti chimici – LINEE GUIDA 2002.
5)
Coordinamento Tecnico per la Sicurezza nei luoghi di
lavoro delle Regioni e delle Province autonome – Titolo VII Decreto Legislativo
626/94 – Protezione da agenti cancerogeni e/o mutageni – LINEE GUIDA 2002.
6) Fracasso
M.E., Franceschetti P., Mossini E., Tieghi S., Perbellini L., Romeo L.:
“Exposure to mutagenic airborne particulate in a rubber manufacturing plant”. Mut. Res. 441: 43-51; 1999.
7) Fracasso M.E., Franceschetti P.,
Perbellini L., Romeo L., Mossini E., Tieghi S.: “Evaluation of genotoxic hazard
in workers of a rubber factory: comparison of the Comet assay in lymphocytes
with the mutagenic activity in the urine”. Abstract presentato al Convegno
“Cancer Detection and Prevention” – Vienna, 2000.
8) Casarett & Doull: “Toxicology”,
IV ed., Pergamon Press, 1991.
9)
Atti del seminario “Progettazione e ristrutturazione
degli stabilimenti industriali” – AIDII – Verona, 28 gennaio 2000.
10) Atti
del Convegno Nazionale “I DPI delle vie respiratorie” – ISPESL, Regione
Emilia-Romagna, USL Modena – Modena, 23 settembre 1999.
ISTITUTO SUPERIORE PER LA PREVENZIONE E LA SICUREZZA DEL LAVORO
I.S.P.E.S.L. PROGETTO SI.PRE. REGIONI
BANCA NAZIONALE DEI PROFILI DI RISCHIO DI COMPARTO
(riservato all’ufficio)
ZONA DI RILEVAZIONE
|
7. USL
|
ASL PROVINCIA DI MANTOVA
|
|
8.ANNO DI
RILEVAZIONE
|
2
|
0
|
0
|
0/2003
|
|
|
|
|
|
9. NUMERO ADDETTI:
|
|
|
|
|
|
|
|
9A. IMPIEGATI:
|
14
|
uomini donne
|
|
|
|
|
|
9B. OPERAI:
|
63
|
uomini donne
|
|
|
|
|
10. NUMERO AZIENDE :
All. 2/B
|
|
|
|
11. STRUTTURA DI
RILEVAZIONE
|
ASL – SERVIZIO PREVENZIONE E
|
|
|
|
|
|
SICUREZZA AMBIENTI DI LAVORO (SPSAL)
|
|
|
|
|
12. REFERENTE: Dr. P. Ricci – Responsabile SPSAL –
ASL Mantova
|
INDIRIZZO:
|
via dei Toscani, 1
|
|
|
|
|
CAP:
|
46100
|
|
|
|
|
|
CITTA’:
|
MANTOVA
|
|
|
|
|
PROVINCIA:
|
MN
|
|
|
|
|
|
TELEFONO:
|
0376/334460
|
|
|
|
|
|
|
FAX:
|
0376/334461
|
|
|
|
|
|
|
E-MAIL:
|
spsalmantova@aslmn.it
|
|
|
|
|
|
13. INFORTUNI:
|
TOTALE:
|
49
|
DI CUI MORTALI
|
0
|
14. MALATTIE
PROFESSIONALI: nessuna
|
DENOMINAZIONE
|
N° CASI
|
COD. INAIL
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ISTITUTO SUPERIORE PER LA PREVENZIONE E LA SICUREZZA DEL LAVORO
I.S.P.E.S.L. PROGETTO SI.PRE. REGIONI
BANCA NAZIONALE DEI PROFILI DI RISCHIO DI COMPARTO
|
|
|
|
|
1. COMPARTO:
|
GOMMA
|
|
|
|
|
|
|
2. FASE DI
LAVORAZIONE:
|
VULCANIZZAZIONE
|
|
|
|
|
|
|
3. COD. INAIL:
|
|
|
|
|
|
|
|
4. FATTORE DI
RISCHIO:
|
|
|
|
|
|
|
|
5. CODICE DI
RISCHIO
|
|
|
|
(riservato all’ ufficio)
|
|
|
|
|
|
|
|
6. N. ADDETTI:
|
77
|
|
|
|
|
|
|
|
|
|