A.R.P.A.T.
Agenzia Regionale per la Protezione Ambientale della Toscana
http://www.arpat.toscana.it
Settore tecnico C.E.D.I.F.
Comunicazione Educazione
Documentazione Informazione Formazione
Unità Operativa
“Documentazione e Informazione”
"Profili di rischio per comparto produttivo"
INDUSTRIA
FARMACEUTICA
Nelle province
di Firenze, Pisa e Siena.
Responsabili
del procedimento la ricerca:
Barbara Gobbò, Danila Scala.
Autori della ricerca: Giuseppe Banchi, Giancarlo la Marca,
Claudio Nobler, Danila Scala.
Con
la collaborazione di: Alberto Albertocchi,
Gino Carpentiero, Franca Luongo.
RICERCA FINANZIATA DA:
ISPESL - Istituto Superiore
Prevenzione E Sicurezza del Lavoro
Ricerca aggiornata al
settembre 2002.
1 GENERALITÀ SUL COMPARTO.
1.1
– INDIVIDUAZIONE DEL COMPARTO
La presente indagine si riferisce alle attività identificate dal
codice ISTAT-ATECO ’91 per la classificazione delle attività economiche: “ Fabbricazione di medicinali e preparati farmaceutici e
fabbricazione di prodotti farmaceutici di base ”. Questo comparto fa parte del settore produttivo della “Fabbricazione di
prodotti farmaceutici e di prodotti chimici e botanici per usi medicinali”
(codice 24).
Tabella 1 – Classificazione ISTAT-ATECO ’91
del settore produttivo
|
Codice attività
ISTAT–aTECO ’91
|
Denominazione attività
|
|
|
|
24410
|
Fabbricazione di
prodotti farmaceutici di base.
|
|
|
24420
|
Fabbricazione di
medicinali e preparati farmaceutici.
|
|
La prima classe sopra descritta è inserita nel settore
produttivo "Fabbricazione di prodotti farmaceutici e di prodotti chimici e
botanici per usi medicinali" e comprende:
-
esame, perfezionamento e produzione di sostanze medicinali
attive utilizzate per le loro proprietà terapeutiche, nella fabbricazione di
prodotti farmaceutici
-
produzione di derivati del sangue per uso farmaceutico
-
produzione di zuccheri chimicamente puri
-
lavorazione di ghiandole e produzione di estratti di ghiandole
La seconda classe sopra scritta, inserita nello stesso settore
produttivo, comprende:
-
fabbricazione di medicinali che sono registrati come tali in
un registro nazionale e che hanno una formulazione esatta dei componenti e
delle loro proporzioni ed una forma farmaceutica concreta tale da permetterne
il montaggio, sieri immuni ed altri costituenti del sangue, vaccini, medicinali
vari confezionati o no per la vendita al minuto, compresi i preparati
omeopatici, prodotti per l'otturazione dentaria e cementi per la ricostruzione
ossea e preparazioni chimiche anticoncezionali.
-
fabbricazione di ovatta, garze, bende, cerotti ecc.,
impregnati e ricoperti di sostanze farmaceutiche, di legature sterili per
suture chirurgiche.
Le aziende del comparto
prese in esame nella presente ricerca hanno un ciclo produttivo che comprende
le preparazioni di: medicinali vari, confezionati o no, per la vendita al
minuto; preparazioni chimiche anticoncezionali; esame, perfezionamento e
produzione di sostanze medicinali attive utilizzate per le loro proprietà
terapeutiche nella fabbricazione di prodotti farmaceutici; produzione di
zuccheri chimicamente puri.
Le aree di riferimento per la presente ricerca sono Firenze,
Pisa e Siena.
Da una ricerca effettuata sui dati delle C.C.I.A.A.
(Unioncamere), si sono ottenuti i seguenti risultati:
1.2 – LOCALIZZAZIONE GEOGRAFICA DELLE AZIENDE
Le industrie farmaceutiche nella regione Toscana, nell’anno 1999
risultavano essere 69, distribuite per provincia come indicato in tabella 2.
Tabella 2 - Numero di unità locali in Toscana, anno 1999.
|
Codice
Attività
|
Descrizione attività
|
totale Unità locali
Regione
Toscana
|
Numero unità locali suddivise per provincia
|
|
AR
|
FI
|
GR
|
LI
|
LU
|
MS
|
PI
|
PO
|
PT
|
SI
|
|
24420
|
Fabbricazione di medicinali e preparati farmaceutici
|
69
|
3
|
25
|
0
|
0
|
11
|
1
|
9
|
10
|
2
|
8
|
Fonte: elaborazione a cura di A.R.P.A.T.
– settore tecnico S.I.R.A. su dati
delle Camere di Commercio (Unioncamere).
1.3 – ANDAMENTO OCCUPAZIONALE DEL COMPARTO PRODUTTIVO
Tabella 3 -
Numero di addetti in Toscana, anno
1999.
|
Codice
Attività
|
Descrizione attività
|
Totale
addetti
Regione
Toscana
|
Numero addetti suddivisi per provincia
|
|
AR
|
FI
|
GR
|
LI
|
LU
|
MS
|
PI
|
PO
|
PT
|
SI
|
|
24420
|
Fabbricazione di medicinali e preparati farmaceutici
|
4072
|
15
|
2822
|
0
|
0
|
258
|
0
|
208
|
357
|
14
|
398
|
Fonte: elaborazione a cura di
A.R.P.A.T. – settore tecnico S.I.R.A. su
dati delle Camere di Commercio (Unioncamere).
1.4- IL FENOMENO INFORTUNISTICO
Tabella 4 –
Infortuni nell’industria
farmaceutica (fabbricazione
di medicinali e preparati farmaceutici) in Toscana, dal
1996 al 2000
|
Anno
|
Numero
Infortuni
|
Numero
Infortuni Mortali
|
|
1996
|
92
|
1
|
|
1997
|
99
|
0
|
|
1998
|
81
|
0
|
|
1999
|
106
|
0
|
|
2000
|
116
|
1
|
|
Totale:
|
494
|
2
|
Fonte: INAIL
1.5 – LE MALATTIE PROFESSIONALI
Tabella 5 –
Malattie professionali nell’industria
farmaceutica (fabbricazione
di medicinali e preparati farmaceutici) in Toscana, dal
1996 al 2000
|
Anno
|
Conseguenza
|
Codice malattia professionale
|
Tipologia
|
Numero casi
|
|
1998
|
Permanente
|
34
|
Ammine alifatiche
|
1
|
Fonte: INAIL
1.6 – CONSIDERAZIONI GENERALI SULLA PRODUZIONE
NELL’INDUSTRIA FARMACEUTICA
All’interno di una industria farmaceutica, tutte le procedure
che stanno alla base della produzione di un farmaco sono effettuate secondo
cosiddette Norme di Buona Fabbricazione (N.B.F) previste già dalla
Farmacopea Ufficiale italiana VIII edizione. Tali norme fanno parte integrante
“di un più ampio sistema di verifiche denominato Assicurazione della Qualità
ed inteso come raccolta di tutte le specificazioni, procedure e strutture
tendenti ad assicurare che i prodotti siano della qualità richiesta ed alla cui
attuazione concorrano tutte le funzioni organizzative dell’officina di
produzione. Sempre nella Farmacopea Ufficiale esiste un capitolo dedicato ad
alcune definizioni utili all’interpretazione delle NBF. Qui si riportano solo
quelle riferite a Medicamento, Fabbricazione, Lotto, Convalida, Controllo di
Qualità.
Medicamento.
Si definisce “medicamento” ogni sostanza o composizione avente
proprietà curative, profilattiche diagnostiche o che permetta di ripristinare,
modificare o correggere una funzione organica nell’uomo o nell’animale.
Fabbricazione.
La “fabbricazione” comprende tutte le operazioni per la
produzione dei medicamenti, in particolare quelle relative alla manipolazione
delle materie prime, alla preparazione delle mescolanze, alla realizzazione
delle forme farmaceutiche, nonché alla suddivisione nei contenitori ed al loro
confezionamento ed etichettatura.
Lotto.
Il “lotto” è la quantità di un medicamento prodotto in un
determinato ciclo di fabbricazione. La caratteristica essenziale di un lotto è
la sua omogeneità.
Convalida.
La “convalida” è l’applicazione documentata di un programma
prestabilito di verifiche, finalizzato a garantire sistematicamente
l’ottenimento di un prodotto con specifiche predeterminate. La convalida si
applica ai procedimenti di fabbricazione, ai controlli di qualità,
all’efficienza dei macchinari e alle condizioni ambientali.
Controllo di Qualità.
Il “Controllo di Qualità” è l’insieme di attività ed interventi
intese ad assicurare la produzione di lotti uniformi di medicamenti conformi
alle specifiche prestabilite.
L’applicazione di tali norme ha come obiettivo quello di
permettere l’ottenimento di un prodotto destinato ad essere somministrato
nell’uomo o nell’animale con finalità curative e/o diagnostiche. Perché questo
sia possibile il farmaco deve possedere caratteristiche di bassa contaminazione
e/o sterilità non richieste per altro tipo di prodotti. In questa ottica, le
condizioni operative dei lavoratori sono del tutto particolari e finalizzate
alla preservazione del prodotto finito. In un’industria farmaceutica troveremo
ambienti il più possibile decontaminanti grazie a sistemi di filtrazione
dell’aria, sistemi di protezione e copertura dell’operatore, norme di igiene
particolarmente accurate. Tutte queste precauzioni da una parte tutelano il farmaco
da eventuali contaminazioni, dall’altra servono ad evitare un contatto diretto
dei lavoratori con sostanze dotate di attività farmacologica e quindi
pericolose. A questo proposito, sono stati creati dei valori limite di
esposizione giornaliera a sostanze farmacologicamente attive (TLV) per gli
operatori del settore. Tali valori limite sono stati arbitrariamente scelti
come 1:100 della dose più bassa farmacologicamente attiva (minima dose
efficace) per quanto tale dose sia stata calcolata tenendo conto delle vie di
somministrazione del farmaco convenzionali e non direttamente quelle di
esposizione del lavoratore.
2. -
DESCRIZIONE GENERALE DEL CICLO DI LAVORAZIONE
Le principali lavorazioni
svolte delle aziende del comparto
possono essere elencate come segue.
1)
Procedure comuni per la produzione di ogni tipo di forma farmaceutica, ad
esempio:
a) pesate dei principi attivi ed eccipienti;
b) pulizia – sterilizzazione degli impianti e degli
ambienti di lavoro.
2)
Produzione di forme farmaceutiche solide.
3) Produzione
di forme farmaceutiche semi solide.
4)
Produzione di forme farmaceutiche liquide.
5)
Linee di confezionamento delle differenti forme farmaceutiche.
Nella figura seguente si riporta uno schema a
blocchi di massima del ciclo lavorativo delle industrie farmaceutiche del comparto.

3.
ANALISI DEI
RISCHI, DANNI E PREVENZIONE
PER FASE
LAVORATIVA
3.1 - Stoccaggio in magazzino
DESCRIZIONE DELLA FASE
Magazzino arrivi (materie
prime, eccipienti, etichette, foglietti illustrativi)
Il magazzino delle materie prime e degli eccipienti è in genere posizionato in
prossimità dei reparti di produzione. Al suo interno si trovano scaffalature e
ripiani rialzati sui quali vengono posizionati i prodotti. La movimentazione
dei contenitori delle sostanze viene effettuata tramite carrelli con ruote a
spinta e tramite transpalletts
elettrici. E’ possibile che in alcuni casi gli addetti al magazzino debbano
movimentare carichi manualmente. Il peso dei pacchi di etichette in genere va
dai 3 ai 19 Kg. La loro movimentazione, che consiste nello spostamento dei
carichi dallo scaffale ai carrelli, può essere effettuata una o due volte la
settimana. Può risultare più semplice per l’operatore eliminare l’involucro
esterno di cellophane per una migliore capacità di presa del carico. Per
effettuare questa operazione vengono utilizzati trincetti metallici o forbici.
Dal
magazzino arrivi, le materie prime e gli eccipienti vengono trasportate
all’esterno, prelevate da muletti meccanici a trazione diesel o elettrici e
trasportati alle zone di accesso ai reparti.
Fig. 1. Magazzino arrivi.
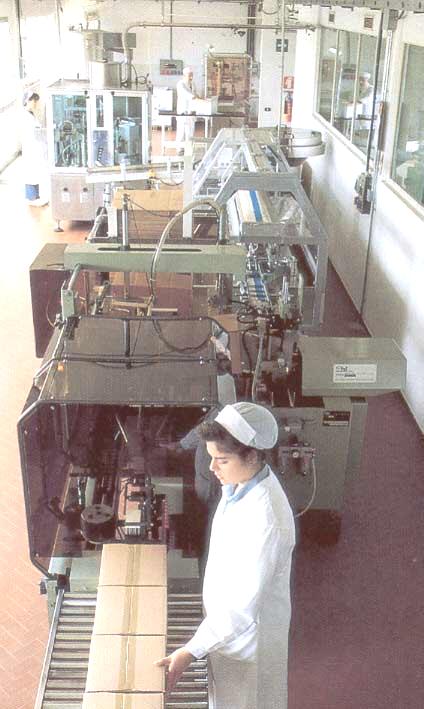
Magazzino prodotti finiti
I prodotti finiti confezionati e pallettizzati nel reparto apposito giungono al magazzino dove si
trova la macchina imballatrice (anche chiamata incellofanatrice). Essa è
costituita da una pedana girevole posta su una guida verticale ad accesso
frontale da parte dei muletti per il caricamento e lo scaricamento dei pallet. Questa macchina è azionata da
una postazione laterale tramite un pannello di controllo. Al momento
dell’azionamento della macchina, la pedana gira partendo dal basso verso
l’alto, permettendo cosi al dispenser
di cellophane di avvolgere completamente le confezioni sui pallet. Una volta imballati, i contenitori vengono movimentati,
tramite carrelli elevatori a trazione elettrica, sugli scaffali ed i ripiani
del magazzino.

Fig. 2. Magazzino prodotti finiti.
ATTREZZATURE E MACCHINE
Scaffalature
Si tratta di scaffalature metalliche verticali la
cui portata dipende dai diversi prodotti e dalle necessità aziendali, ad
esempio:
-
scaffalature
di struttura robusta, per lo stoccaggio dei palletts;
-
scaffalature
di struttura leggera, per lo stoccaggio di vari materiali accessori (capsule,
etichette, ecc…), in genere entro scatole di cartone.
Per l’accesso ai ripiani più alti delle scaffalature
per materiali leggeri, talvolta vengono utilizzate scale portatili.
Imballatrice automatica
E’ una macchina costituita da una pedana metallica girevole e da
una guida verticale posta lateralmente alla pedana; sulla guida è posto un dispenser a nastro con il cellophane
dell’imballaggio. Il dispenser si
muove dall’alto al basso e viceversa durante la rotazione della pedana, in modo
che il nastro di cellophane si
srotoli e si avvolga intorno al palletts
carico in maniera continua e uniforme. Al termine dell’imballaggio, la pedana
torna in piano ed in posizione di riposo, per cui il materiale può essere
scaricato ed immagazzinato.

Fig. 3. Imballatrice automatica
Carrelli elevatori
Si tratta in genere di carrelli elevatori a forche a
trazione elettrica.
FATTORI
DI RISCHIO
In questa fase lavorativa i principali rischi professionali
potenzialmente presenti sono dovuti ai fattori sotto elencati.
Utilizzo di scaffalature metalliche verticali
descrizione
Quando le scaffalature non sono adeguatamente
fissate alle pareti e/o di portata non adeguata, è possibile il loro
ribaltamento accidentale a seguito di:
-
urto
da parte degli addetti o da parte di carrelli elevatori;
-
sbilanciamento
del carico;
-
appoggio
di una scala portatile sulla quale sale l’addetto;
-
trascinamento
della struttura nel caso un addetto vi si appigli cadendo dalla scala
portatile.
E’ anche possibile la caduta della scaffalatura per
cedimento strutturale in caso il carico superi la portata o se la struttura è
deteriorata (ad esempio a causa della ruggine) o per allentamento dei bulloni
di fissaggio).
In una azienda di un altro comparto in Toscana è recentemente accaduto un infortunio mortale
da schiacciamento sotto una scaffalatura caduta per cedimento strutturale.
Altro rischio è determinato dalla possibilità di
caduta di materiale dalla scaffalatura, ad esempio da lato opposto a quello da
cui avviene il caricamento con il carrello elevatore. In una azienda di un
altro comparto in Toscana è
recentemente accaduto che alcuni materiali sono caduti dal retro di una
scaffalatura sul controsoffitto di un ufficio adiacente al magazzino. I
materiali hanno sfondato il controsoffitto e sono caduti sul pavimento,
fortunatamente senza conseguenze infortunistiche perché in quell’istante nessun
impiegato si trovava nel punto di caduta del grave.
danno atteso
Lesioni traumatiche per investimento e
schiacciamento.
interventi prevenzionistici
Le scaffalature devono essere di portata idonea,
dotate di cartelli che ne indichino la portata (in caso di ripiani con portata
diversa, ogni ripiano deve riportare l’indicazione della sua portata); le
scaffalature devono essere stabilmente fissate al soffitto o alle pareti o
comunque realizzate con una struttura tale che sia impossibile la loro caduta
per ribaltamento. Periodicamente è opportuno controllare il buono stato della
scaffalatura.
Ove è possibile la caduta di materiali dal retro
della scaffalatura (lato opposto a quello di accesso dei carrelli elevatori) è
necessario eliminare tale rischio, ad esempio grazie ad una robusta griglia
metallica.
L’eventuale utilizzo di scale portatili richiede che
le stesse siano dotate alla loro sommità di rampini di aggancio alla struttura
metallica, di appoggi antiscivolo a pavimento e di gradini antiscivolo.
I carichi sulla scaffalatura devono essere disposti
correttamente e gli addetti alla movimentazione devono essere adeguatamente
informati e formati.
riferimenti normativi
-
D.P.R.
n. 547 del 1955 e s.m.i.
-
D.Lgs.
n. 626 del 1994 e s.m.i.
Lavoro in prossimità di organi meccanici in movimento
descrizione
Gli organi in movimento della macchina imballatrice
(supporto scorrevole su guida verticale, piattaforma e il pallett di confezioni posto in rotazione) comportano per gli
addetti un rischio di urto, presa e trascinamento.
Normalmente
sono presenti delle recinzioni laterali, rimanendo aperta solo la parte
frontale usata per il carico e lo scarico: ciò può costituire un pericolo per
l’operatore a causa del movimento della pedana e del pallet posto su di essa.
danno atteso
Ferite o contusioni agli arti dovute all’impatto con
parti sporgenti del pallet in
rotazione.
interventi prevenzionistici
Gli organi in movimento devono essere protetti, ad esempio
tramite protezioni fisse (griglie metalliche o pannelli in plastica rigida
trasparente) o barre distanziatrici idonee ad impedire che gli arti
dell’addetto possano raggiungere le parti meccaniche in movimento o barriere
immateriali (fotocellule) in grado di fermare la macchina qualora un addetto si
trovi nella zona operativa. Altro sistema di protezione può essere l’utilizzo
di una pulsantiera a uomo presente, posta in posizione dalla quale sia ben
visibile la zona operativa e che consenta l’avanzamento ad impulsi della
macchina.
riferimenti normativi
-
Art. 6 “Doveri dei lavoratori” D.P.R. n.547 del 27.04.1955.
-
Art. 41 “Protezione e sicurezza delle macchine” D.P.R. n.547 del 27.04.1955.
-
Tit. III, Capo III "Trasmissioni e ingranaggi"
D.P.R. n.547 del 27.04.1955.
-
Art. 68 “Protezione degli organi lavoratori e delle zone di
operazione delle macchine” D.P.R. n.547 del 27.04.1955.
-
Art. 72 “Blocco degli apparecchi di protezione” D.P.R. n.547 del 27.04.1955.
-
Art. 73 “Aperture di alimentazione e di scarico delle
macchine” D.P.R. n.547 del 27.04.1955.
-
Art. 76 e 77 "Organi di comando per la messa in moto
delle macchine" D.P.R. n.547 del 27.04.1955.
-
Art. 81 "Comando con dispositivo di blocco multiplo"
D.P.R. n.547 del 27.04.1955.
-
Art. 82 "Blocco della posizione di fermo della
macchina" D.P.R. n.547 del 27.04.1955.
-
Art. 233 "Organi di comando e di manovra" D.P.R.
n.547 del 27.04.1955.
-
Tit. IX "Manutenzione e riparazione" D.P.R. n.547
del 27.04.1955.
-
Art. 4 "Obblighi del datore di lavoro, del dirigente e
del preposto" D.Lgs. n.626 del 19.09.1994.
-
Tit. III “Uso delle attrezzature di lavoro” D.Lgs. n.626 del
19.09.1994.
-
D.P.R. n.459 del 24.07.1996 (Direttiva macchine).
-
Norme UNI EN
291/2, 291/2, 614/1, 294, 349, 811, 418, 1037, 1088, 574, 982, 983, 1012/1,
1012/2.
Transito di mezzi
descrizione
Il transito di camion, furgoni ed autocarri per il rifornimento delle
materie prime, degli eccipienti o del materiale accessorio (contenitori di
vetro, fustelle di carta ecc…) nei piazzali esterni agli stabilimenti (dal
cancello di ingresso fino ai magazzini e viceversa) e di carrelli elevatori
elettrici all’interno del magazzino, può comportare il rischio di investimento
dei lavoratori.
danno atteso
Lesioni
traumatiche per investimento da veicoli o collisioni tra veicoli.
prevenzione
Predisporre
e segnalare (mediante segnaletica orizzontale e verticale) percorsi separati
per pedoni e veicoli. Stabilire e segnalare il limite di velocità a 5 Km/h. A
seconda delle dimensioni del piazzale, valutare l’opportunità di stabilire,
segnalare e rispettare percorsi a senso unico.
riferimenti normativi
-
Art. 8 “Vie di circolazione, zone di pericolo, pavimenti e
passaggi” D.P.R. n. 547 del 27.04.1955.
-
D.Lgs.
n. 626/1994 e successive modifiche e integrazioni.
Movimentazione manuale di carichi
descrizione
All’interno dei magazzini può succedere che vengano effettuate
movimentazioni manuali di carichi, in genere abbastanza sporadicamente. Il peso
di questi carichi è variabile e può andare da 3 a 20 Kg circa.
danno atteso
Disturbi muscoloscheletrici.
interventi prevenzionistici
Per la movimentazione manuale dei carichi, dove possibile,
devono essere impiegati opportuni ausili meccanici (apparecchi di sollevamento,
ecc…). La soluzione più adeguata risulta l’adozione di sistemi automatizzati di
trasporto del materiale. Gli addetti devono indossare D.P.I. (scarpe di
sicurezza con punta dotata di rinforzo in metallo) ed essere stati
adeguatamente informati e formati.
riferimenti normativi
-
Tit. V e All. 6 del D.Lgs. n.626 del 10.09.1994.
-
Norma UNI ISO 938
Utilizzo di
attrezzature manuali taglienti
L’apertura degli involucri esterni delle scatole che
arrivano in magazzino, può essere effettuata mediante l’uso di corpi taglienti
(trincetti, forbici). L’utilizzo di trincetti e attrezzi simili può essere
causa di ferite da taglio.
danno atteso
Ferite da taglio.
interventi prevenzionistici
Utilizzare utensili provvisti di sicurezza antitaglio (trincetti
a protezione mobile che lascino scoperta solo la parte della lama necessaria alla
lavorazione); guanti antitaglio; informazione e formazione degli addetti.
riferimenti normativi
-
Art. 383 "Protezione delle mani" D.P.R. n.547
del 27.04.1955.
-
D.Lgs. 626/94 e s.m.i.
APPALTI ESTERNI
Le fasi di immagazzinamento vero e proprio non vengono,
in genere, appaltate; può venire dato in appalto il trasporto dei vari
materiali da e per i magazzini qualora non vengano effettuati da personale
della azienda con mezzi propri.
IMPATTO ESTERNO
Produzione di rifiuti
In questa fase vengono prodotti rifiuti solidi
costituiti da scarti di imballaggi in cartone o plastica.
3.2 - Pesata delle materie prime
DESCRIZIONE DELLA FASE



La pesata dei materiali è la prima procedura che viene
effettuata in un’industria farmaceutica ed ha l’ovvio scopo di quantizzare il
materiale che dovrà andare nei reparti di produzione. Tale procedura viene
effettuata in una sala dotata di pavimenti e pareti lavabili, impianti di
condizionamento e filtrazione ed è separata dagli altri ambienti di lavoro.
Gli addetti eseguono la pesata adoperando bilance elettroniche o
manuali e prelevando quantitativi esattamente noti di principi attivi e
d’eccipienti da sacchi o fustini, detti contenitori primari. Il peso di questi
contenitori è variabile e può andare da 100 g
a 50 kg. L’operazione di
prelevamento per la pesata prevede l’impiego per le polveri di spatole o
cucchiai di materiale variabile; per i liquidi di pipette, cilindri e imbuti,
in vetro o plastica.
Le operazioni di pesata che richiedono particolare cautela per
ridurre al minimo la contaminazione del prodotto e/o il contatto con
l’operatore, sono effettuate sotto cappa a flusso laminare.
Successivamente i prodotti possono essere deposti in contenitori
secondari quali bustine di polietilene, bottiglie o flaconi.
ATTREZZATURE E MACCHINE
Bilance elettroniche e/o meccaniche
Le bilance meccaniche utilizzate nell’industria
farmaceutica sono di tipo tradizionale ad uno o due piattelli. Le bilance
elettroniche, costruite secondo criteri più moderni, sono costituite da un box
metallico in cui è presente il corpo macchina e da un sistema di pesata in
genere costituito da un piattello. Tali apparecchiature sono dotate di sistemi
di aspirazione localizzata delle polveri o di cappe a flusso laminare. Ad
esempio una azienda del comparto
riferisce dell’impiego di filtri per la cappa con capacità di trattenimento
delle particelle di polvere (diametro fino a 0,1 µm) fino all’85%.
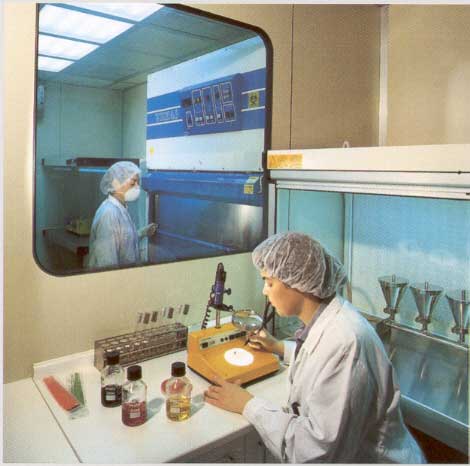
Fig. 4. Sala pesate.
FATTORI DI RISCHIO
In questa fase lavorativa i principali rischi professionali
potenzialmente presenti sono dovuti ai fattori sotto elencati.
Esposizione a polveri
descrizione
L’operatore,
durante la fase operativa sopra descritta e per un tempo variabile, può essere
esposto a polveri. Le sostanze chimiche solide manipolate, in sala pesate, sono
di due tipi: eccipienti e princìpi attivi.
Gli eccipienti in
polvere più comuni impiegati nell’industria farmaceutica sono glucosio,
mannitolo, saccarosio, lattosio spray-dried, amido, cellulosa microcristallina,
calcio-fosfato bibasico, talco, polivinilpirrolidone (PVP), coloranti naturali
e sintetici. Queste sostanze vengono anche definite inerti, in campo
farmaceutico, in quanto, generalmente, prive d’effetti farmacologici ed hanno
un diametro particellare compreso fra 0,1 e i 1000 µm e oltre.
Di diversa natura sono i princìpi
attivi che, una volta introdotti nell’organismo per le vie di
somministrazione previste dalla Farmacopea, determinano effetti farmacologici
specifici.
Gli operatori del settore, possono essere esposti al
contatto ed all’inalazione di particelle disperse nell’ambiente.
stima
I limiti di esposizione di polverosità generale
stabiliti da aziende del comparto
sono di 10 mg/m3, mentre quelli di polverosità specifica riferita ai
principi attivi sono più bassi e si attestano sui 100µg/m3, qualora
si abbia a che fare con sostanze molto reattive.
Dati a nostra disposizione evidenziano una polverosità da
sostanze attive, in alcuni casi superiore fino a 57 volte al valore limite dato
(100 µg/m3).
danno atteso
Asma allergica, dermatiti da contatto. Gli inconvenienti per gli addetti
sono riconducibili agli effetti farmacologici propri di ogni singola sostanza.
Partendo dal presupposto che non è possibile eliminare completamente la
presenza di particelle sospese, vengono effettuati campionamenti d’aria nella
zona di pesatura analizzando le particelle contaminanti raccolte. Dati rilevati
nel comparto riportano valori di
polverosità generale e da principi attivi, della sala pesata come i più alti
riscontrati nei reparti interni.
Effetti farmacologici specifici da principio attivo.
interventi prevenzionistici
Per ridurre l’emissione di polveri nella sala pesate
sono necessari impianti di aspirazione localizzata su tutte le bilance,
posizionati il più vicino possibile alla fonte di emissione, garantendo,
inoltre, un adeguato ricambio dell’aria generale dell’ambiente di lavoro. È
necessario attuare una attenta programmazione della sostituzione dei filtri per
evitare diminuzione della capacità di aspirazione.
È opportuno valutare la possibilità di adottare sistemi di
pesatura automatizzati e di trasferimento pneumatico del materiale pesato.
Deve essere previsto l’impiego di mascherine per polveri e
guanti protettivi e, dove richiesto, anche quello di caschi di protezione con
respiratori automatici. Per il controllo della polverosità la sala pesate
dovrebbe essere dotata di una postazione di campionamento delle polveri
disperse.
Si è rilevato l’utilizzo di tre sistemi di protezione contro le
polveri: casco “cobra” che trattiene fino a 2000µg/m3; mascherina M3
(5000 µg/m3) e casco “cresta” (10000 µg/m3).
riferimenti normativi
-
D.P.R. n. 303/1956 e s.m.i.
-
D.P.R. n. 626/1994 e s.m.i.
Manipolazione
di materiale frangibile
descrizione
Gli operatori addetti alla pesata possano utilizzare
contenitori di vetro frangibile come cilindri, flaconi pipette graduate, ecc…
danno atteso
Ferite o tagli dovuti alla manipolazione di
contenitori di vetro rotti.
interventi prevenzionistici
Impiego di materiale di plastica o di vetro infrangibile;
uso di pellicole di protezione dal vetro per evitare fenomeni di
poliframmentazione in caso di rottura; utilizzo di guanti antitaglio;
informazione e formazione degli addetti.
riferimenti normativi
-
Art. 383 "Protezione delle mani" D.P.R. n.547
del 27.04.1955.
-
D.Lgs. 626/94 e s.m.i.
Movimentazione manuale di carichi
descrizione
Come riportato nella descrizione della fase, può
succedere che in sala pesate sia richiesto all’operatore lo spostamento manuale
di pesi che talvolta potrebbe essere anche gravoso.
danno atteso
Disturbi muscoloscheletrici.
Ferite e contusioni agli
arti inferiori in caso di caduta di oggetti pesanti.
interventi prevenzionistici
Per la movimentazione manuale dei carichi, dove possibile,
devono essere impiegati opportuni ausili meccanici (apparecchi di sollevamento,
ecc…). La soluzione più adeguata risulta l’adozione di sistemi automatizzati di
trasporto e/o di pesata del materiale.
Gli addetti alla movimentazione manuale di oggetti pesanti
devono indossare calzature di sicurezza con punta dotata di rinforzo metallico.
Informazione e formazione.
riferimenti normativi
-
Tit.
V e All. 6 del D.Lgs. n. 626 del 1994 e s.m.i.
-
Norma
UNI ISO 938
APPALTI ESTERNI
In genere è appaltato ad una azienda esterna lo
smaltimento dei filtri esausti delle cappe a flusso laminare.
IMPATTO ESTERNO
Emissioni in atmosfera
L’emissione in atmosfera si limita a particelle non trattenute
dai filtri della cappa a flusso laminare; non esistono dati di rilevazioni
ambientali esterni effettuati dalle aziende del comparto.
3.3 - lavaggio e Sterilizzazione
DESCRIZIONE DELLA FASE
I processi di lavaggio e di sterilizzazione delle linee
produttive sono effettuati per tutti i cicli produttivi delle varie forme
farmaceutiche. L’industria farmaceutica ha come obiettivo prioritario quello di
evitare qualsiasi tipo di contaminazione dei suoi prodotti e tali processi
risultano fondamentale e richiedono una serie di operazioni ciascuna delle
quali deve essere effettuata secondo particolari princìpi qui di seguito
elencati:
1)
sia
per le materie prime che per le apparecchiature deve essere stabilito un limite
– il più basso possibile – di contaminazione batterica; frequenti controlli
devono verificare che tale limite non sia superato;
2)
il
personale addetto deve essere particolarmente formato e le condizioni di
lavoro, adeguatamente controllate, devono essere sfavorevoli alla
contaminazione e alla crescita dei microrganismi;
3)
viene
messo a punto un protocollo che deve essere adeguato al materiale da
sterilizzare valutando il rischio massimo accettabile di non raggiungere la
sterilità; l’idoneità del protocollo va certificata prima del processo
operativo e va controllata a regolari intervalli di tempo;
4)
il
materiale usato per il confezionamento deve essere compatibile con il metodo di
sterilizzazione e deve evitare pericoli di inquinamento microbico esterno.
Il processo di lavaggio – sterilizzazione, per
materiale, ambienti e macchinari, può essere effettuato usando metodi fisici
(vapore, radiazioni b, g, U.V.), meccanici (filtrazione) e chimici (ossido d’etilene,
formaldeide, ipoclorito di sodio, fenolo, acqua ossigenata, solventi organici).
Dati forniti da un’industria del reparto riportano, per le operazioni di
lavaggio di routine con mezzi
chimici, l’impiego d’acqua, isopropanolo e saponi detergenti per i macchinari
deputati alla granulazione, alla miscelazione delle polveri, al riempimento
delle capsule. Nelle stanze dove è effettuato il riempimento delle confezioni
dei granuli sono usati acqua, alcol denaturato e saponi detergenti
(biodegradabilità del 90%). Si riporta, inoltre, l’impiego di soluzioni al 5%
di perossido d’idrogeno, sodio ipoclorito 5%, fenolo 5% (2 volte l’anno) e di
formaldeide (2 volte l’anno) per la pulizia e la sterilizzazione dei reparti di
manifattura e riempimento d’iniettabili (zona sterile della linea di
produzione).
La sterilizzazione di tutto il materiale
termoresistente è di norma effettuata utilizzando metodi termici. Se da un lato
la sterilizzazione a fiamma diretta è, oggi, decisamente poco usata, dall’altro
è molto utilizzata quella a “calore secco”. Essa consiste nel sottoporre,
vetreria o metalli a temperature molto elevate per tempi ben determinati. Gli
impianti impiegati a tale scopo sono stufe o autoclavi del tipo descritto nel
paragrafo seguente. Molto usata è, sicuramente, la sterilizzazione col calore
umido che permette di raggiungere gli stessi risultati ottenuti col calore
secco ma a temperature notevolmente più basse. In questo contesto sono inseriti
le procedure di ebollizione, di sterilizzazione a vapore fluente (100°C), di
sterilizzazione a vapore saturo sotto pressione e di tindalizzazione. I vantaggi che offre il sistema ad umido sono
semplici e, nel contempo, notevoli: la quantità di calore ceduto dall’acqua
condensata è di 527 Kcal/Kg a 121°C; è inodore, insapore, atossico e non sporca
i materiali.
L’impiego di radiazioni ultraviolette (U.V.), raggi
beta e raggi gamma è oggi previsto dalla Farmacopea Ufficiale della Repubblica
Italiana (ed. X, 1998), ma limitato al materiale che non può essere sottoposto
ad altro tipo di sterilizzazione. Questo tipo di procedura, non riscontrato in
nessuna delle aziende del comparto, è
di norma attuato su materiale da medicazione o su contenitori già chiusi. Dal
momento che i raggi (U.V.) sono nel complesso poco penetranti, in genere non
sono usati per la sterilizzazione di materiali, ma soprattutto per la
sterilizzazione degli ambienti. Infatti, nei reparti in cui è necessario
mantenere un grado di sterilità elevato (es. camere sterili), sono installate
lampade ultraviolette alternate alle lampade per la normale illuminazione.
Tutta la strumentazione utilizzata nel laboratorio di
microbiologia, prima di essere affidata al servizio di assistenza tecnica per
le operazioni di manutenzione, revisione e riparazione, deve essere sottoposta
a bonifica biologica. Il trattamento di bonifica ha lo scopo di eliminare tutti
i microrganismi patogeni ed i prodotti chimici pericolosi presenti sulle
superfici delle attrezzature, al fine di salvaguardare la salute degli addetti
al trasporto ed alla manutenzione/riparazione.
Di seguito vengono elencate, a titolo
esemplificativo, le misure di bonifica più comuni per le attrezzature di
laboratorio microbiologico:
|
Cabina di sicurezza a flusso laminare
|
Ricircolazione di formaldeide in forma gassosa
|
|
Incubatore
|
Trattamento con formaldeide in forma gassosa e
trattamento delle superfici con disinfettante
|
|
Omogeneizzatore
|
Trattamento di superfici e pale con disinfettante
|
|
Autoclave
|
Scarico caldaia e trattamento superfici interne ed
esterne con panno imbevuto di disinfettante
|
|
Bunsen a gas
|
Disinfezione con disinfettante
|
|
Bagnomaria
|
Scarico vasca e disinfezione delle pareti con
panno imbevuto di disinfettante
|
|
Contacolonie
|
Disinfezione con panno imbevuto di disinfettante
|
ATTREZZATURE E MACCHINE
Autoclavi
Le autoclavi sono recipienti verticali in acciaio
inossidabile (AISI 316) a pareti robuste, con coperchio a chiusura ermetica,
muniti di valvola di sicurezza e di sfiato del vapore, dell’aria o del gas.
Hanno capacità variabile, molto spesso parete doppia e sono usate per il
lavaggio e la sterilizzazione di contenitori, terreni di coltura e materiali.
Il principio del loro funzionamento consiste nell’immettere entro la camera,
insieme al materiale da sterilizzare, un gas o vapore ad una temperatura
stabilita e per un tempo determinato e quindi di scaricarlo in sicurezza.
Questo principio è valido per tutti i tipi di autoclavi, da laboratorio o
industriali, sia che utilizzino i sistemi sterilizzazione termici sia quelli chimici.
Generalmente le autoclavi sono dotate di due dispositivi di sicurezza: uno
meccanico che impedisce l’apertura della porta se nella camera c’è pressione,
l’altro elettrico che blocca l’inizio della sterilizzazione a camera aperta.
Tutte le autoclavi sono dotate di pompe a vuoto
collegate a valvole pneumatiche. Queste hanno la funzione di aspirare il
contenuto d’aria, gas o vapore presente all’interno dell’autoclave. Il
ripristino della pressione atmosferica viene effettuata immettendo aria che
passa attraverso filtri con porosità di 0,45 µm.
Le autoclavi industriali possono eseguire numerosi
programmi fra cui:
-
sterilizzazione
di soluzioni infialate e test per la tenuta delle fiale mediante vuoto rapido
seguito da raffreddamento/lavaggio mediante spray con acqua deionizzata;
-
sterilizzazione
di siringhe e aghi ipodermici già confezionati;
-
test
per la tenuta delle fiale mediante l’aggiunta di coloranti (es. blu di
metilene);
-
trattamento
integrale dei tappi con lavaggio, risciacquo, siliconatura, sterilizzazione e
asciugatura spinta.
Impianti per irradiamento U.V.
Si tratta di lampade ultraviolette ad alimentazione
elettrica, installate sul soffitto del locale da mantenere sterile, in genere
alternandole alle lampade per la normale illuminazione.
FATTORI DI RISCHIO
In questa fase lavorativa i principali rischi professionali
potenzialmente presenti sono dovuti ai fattori sotto elencati.
Manipolazione
di sostanze chimiche pericolose
descrizione
Le operazioni di pulizia e di sterilizzazione
possono portare gli addetti a stretto contatto con gli impianti, i recipienti e
gli strumenti usati nella lavorazione e quindi con materiale chimico
farmaceutico residuo.
Durante queste fasi possono essere usate alcune
soluzioni ad azione antisettica quali aldeidi, basi quaternarie, alcool. Ad
esempio in un’industria del comparto
gli addetti utilizzano per la sterilizzazione fenolo 5%, formaldeide,
ipoclorito di sodio 5% e acqua ossigenata 5%.
danno atteso
L’ipoclorito di sodio è classificato come segue.
-
in
concentrazione maggiore o uguale al 10%: C (corrosivo), R31 (a contatto con
acidi libera gas tossico), R34 (provoca ustioni);
-
in
concentrazione compresa tra il 5% e il 10%: Xi (irritante), R31 (a contatto con
acidi libera gas tossico), R36/38 (irritante per gli occhi e per la pelle);
Il contatto con ipoclorito
di sodio può provocare gravi ustioni alla pelle e agli
occhi; per inalazione: intensa irritazione del naso, della gola e dei bronchi,
broncopolmonite chimica ed edema polmonare; per ingestione: lesioni gravi
(corrosione delle mucose, perforazione dell’esofago e dello stomaco) con
pericolo di morte; l’odore pungente del prodotto rende meno probabile il
rischio di ingestione accidentale.
Il fenolo è classificato come segue:
-
in
concentrazioni superiori al 5% è classificato come T (tossico), R24/25 (tossico
a contatto con la pelle e per ingestione), C (corrosivo), R34 (provoca
ustioni); l’inalazione di vapori organici può provocare bruciori agli occhi ed
irritazioni della gola;
-
in
concentrazioni comprese tra l’1 e il 5% è classificato come nocivo (Xn), R21/22
(nocivo a contatto con la pelle e per
ingestione), R36/38 (irritante per gli occhi e la pelle).
La formaldeide
(aldeide formica) è classificata dalla I.A.R.C. nel gruppo 2A dei cancerogeni
(probabile cancerogeno per l’uomo) e dalla Comunità Europea nella categoria 3
dei cancerogeni (sostanza sospetta per possibili effetti cancerogeni sull’uomo;
esistono studi sufficienti per gli animali); inoltre la formaldeide è
classificata come segue:
-
in
concentrazioni superiori al 25% è classificata come T (tossico), C (corrosivo)
e l’etichettatura riporta le frasi di rischio R23/24/25 (tossico per
inalazione/ingestione/contatto con la pelle), R34 (provoca ustioni), R40
(possibilità di effetti irreversibili), R43 (può provocare sensibilizzazione
per contatto con la pelle);
-
in
concentrazioni comprese tra il 5 e il 25% è classificata come Xn (nocivo),
R20/21/22 (nocivo per inalazione, a contatto con la pelle, per ingestione),
R36/37/38 (irritante per gli occhi , le vie respiratorie e la pelle), R40
(possibilità di effetti irreversibili), R43 (può provocare sensibilizzazione
per contatto con la pelle);
-
in
concentrazioni comprese tra l’1 e il 5% è classificata come Xn (nocivo), R40
(possibilità di effetti irreversibili), R43 (può provocare sensibilizzazione
per contatto con la pelle);
-
in
concentrazioni comprese tra lo 0,2 e l’1% è classificata come Xi (irritante),
R43 (può provocare sensibilizzazione per contatto con la pelle).
interventi prevenzionistici
Le principali misure di prevenzione che possono essere adottate
sono le seguenti:
-
valutare la possibilità di utilizzare impianti di lavaggio e/o
sterilizzazione automatici a ciclo chiuso incorporati nelle macchine (cleaning in place);
-
esaminare le schede di sicurezza dei prodotti che il fornitore
è obbligato a consegnare, valutando la possibilità di sostituzione dei prodotti
pericolosi con altri meno pericolosi;
-
è
opportuno che le operazioni di sterilizzazione che richiedono l’utilizzo di
prodotti pericolosi siano condotte in ambienti in cui non vi sia presenza di
personale e tenendo sigillata l’attrezzatura da bonificare. Successivamente
alle operazioni di sterilizzazione è necessario aerare i locali fino ad
eliminazione delle sostanze pericolose eventualmente residue nell’aria dell’ambiente
di lavoro;
-
verificare che non sia possibile impiegare l’ipoclorito di
sodio in presenza di acidi o altri prodotti chimici incompatibili; ad esempio,
con l’acido muriatico (soluzione industriale di acido cloridrico) si può
sviluppare cloro allo stato nascente che è un gas tossico;
-
utilizzare apposite pompe dosatrici per facilitare la
preparazione delle soluzioni in sicurezza;
-
tutti i contenitori (anche quelli eventualmente utilizzati per
travasi) devono essere dotati della prescritta etichettatura e le tubazioni
devono rispettare le norme sulla colorazione;
-
utilizzare serbatoi di sicurezza (ad esempio con doppio
involucro) e/o bacini di contenimento separati per evitare possibili
sversamenti e consentire il recupero o la neutralizzazione dei prodotti;
mettere in atto tutte le possibili misure atte ad evitare sversamenti e
gocciolamenti dei prodotti concentrati, ad esempio eventuali travasi di
prodotti pericolosi in piccoli contenitori devono essere effettuati in
sicurezza senza possibilità di sgocciolamento, ed i contenitori stessi devono
essere di sicurezza (a tenuta, con tappo dotato di molla di richiusura,
etichettati);
-
gli addetti devono indossare i D.P.I. quali visiere, guanti,
stivali con suola antiscivolo resistenti al tipo di prodotto utilizzato,
grembiuli (questi ultimi devono essere lunghi fino a coprire il bordo superiore
degli stivali, in modo da evitare l’ingresso di liquidi nelle calzature).
-
valutare la possibilità di automatizzare la preparazione /
diluizione / utilizzo delle soluzioni di lavaggio a ciclo chiuso;
-
è fondamentale l’esame, da parte del responsabile della
sicurezza aziendale, delle schede di sicurezza dei prodotti utilizzati che il
fornitore è tenuto a consegnare alla azienda utilizzatrice, la quale è tenuta
ad informare e formare conseguentemente i lavoratori;
-
predisporre ed eseguire procedure scritte di lavoro in
sicurezza (ad esempio per l’esecuzione delle
operazioni di bonifica biologica della strumentazione del laboratorio
microbiologico occorre innanzi tutto fare riferimento ai suggerimenti del
costruttore dell’attrezzatura. Se il sistema analitico considerato è stato in
contatto con sostanze chimiche pericolose e/o agenti biologici o si hanno dubbi
che questo possa essere avvenuto, procedere alla bonifica prima dell’intervento
dei tecnici. Se il sistema non consente una totale o parziale bonifica, è
necessario informare il tecnico addetto alla manutenzione con un documento
scritto e firmato dal responsabile del laboratorio, nel quale sono chiaramente
indicate le precauzioni da prendere per evitare eventuali contagi. Il
responsabile del laboratorio deve assicurarsi che siano resi disponibili al
tecnico camice, guanti, occhiali o schermo facciale e maschera protettiva,
disinfettante, lavandino per lavarsi le mani, eventualmente la doccia di
sicurezza);
-
informazione e formazione degli addetti.
riferimenti normativi
-
Tit. II, Capo II, Art. 18 “Difesa dalle sostanze
nocive”, D.P.R. n.303 del 19.03.1956 “Norme generali per l’igiene del lavoro”.
-
Tit. VIII "Materie e prodotti pericolosi o
nocivi", D.P.R. n.547 del 27.04.1955.
-
D.Lgs. n. 52 del 03.02.1997 “Attuazione della Direttiva
92/32/CEE concernente classificazione, imballaggio ed etichettatura delle
sostanze pericolose”.
-
D.M.S. del 04.04.1997 “Attuazione dell'Art. 25, commi 1
e 2, del D.Lgs. n. 52 del 03.02.1997, concernente classificazione, imballaggio
ed etichettatura delle sostanze pericolose, relativamente alla scheda
informativa in materia di sicurezza”.
-
D.M.S. del 28.04.1997 “Attuazione dell'Art. 37, commi 1
e 2, del D.Lgs. n. 52 del 03.02.1997, concernente classificazione, imballaggio
ed etichettatura delle sostanze pericolose”.
-
D.Lgs. n. 90 del 25.02.1998 “Modifiche al D.Lgs.
n.52/1997”
-
D.Lgs. n. 285 del 16.07.1998 "Attuazione di
Direttive comunitarie in materia di classificazione, imballaggio e
etichettatura dei preparati pericolosi, a norma dell'Art. 38 della Legge n. 128
del 24.04.1998".
-
D.M.S. del 01.09.1998 “Disposizioni relative alla
classificazione, imballaggio ed etichettatura di sostanze pericolose in recepimento
della Direttiva 97/69/CE”.
-
D.M.S. del 07.07.1999 “Disposizioni relative alla
classificazione, imballaggio ed etichettatura di sostanze pericolose in
recepimento della Direttiva 98/73/CE”.
-
D.M.S. del 10.04.2000 “Recepimento delle Direttive
98/73/CE e 98/98/CE recanti
rispettivamente il ventiquattresimo e venticinquesimo adeguamento alla
Direttiva 67/548/CEE”.
-
D.M.S. del 30.10.2000 “Rettifica al D.M.S. del
10.04.2000 di recepimento della Direttiva 98/98/CE della Commissione del
15.12.1998 e delle rettifiche alle Direttive 98/73/CE e 98/98/CE della Commissione recanti rispettivamente il
ventiquattresimo e venticinquesimo adeguamento al progresso tecnico della
Direttiva 67 /548/CEE del Consiglio concernente il ravvicinamento delle
disposizione legislative, regolamentari e amministrative relative alla
classificazione, imballaggio ed etichettatura di sostanze pericolose”.
-
D.M.S. del 26.01.2001 “Disposizione relative alla
classificazione, imballaggio ed etichettatura di sostanze pericolose in
recepimento alla Direttiva 2000/32/CE”.
Fig. 5. Sistema di contenimento contro sversamenti accidentali.
Lavoro in
prossimità di superfici calde, acqua calda e vapore
descrizione
Le pareti esterne delle autoclavi possono essere
surriscaldate e raggiungere temperature comprese fra i 40 ed i 50°C, con
rischio specie durante l’apertura.
Gli addetti possono venire a contatto con acqua
calda e/o vapore utilizzati per la pulizia e/o sterilizzazione delle
attrezzature e degli impianti e con le superfici calde di questi ultimi.
danno atteso
Ustioni per contatto accidentale dell’operatore con parti calde
delle macchine o per contatto con acqua calda o vapore.
danno rilevato
In una azienda del comparto
si è verificato un grave infortunio con ustioni in occasione di un cambiamento
di procedura dell’operazione di pulizia con acqua calda che consisteva nel
raggiungimento di una temperatura superiore a quella di ebollizione a pressione
atmosferica.
interventi prevenzionistici
Le autoclavi possono essere dotate di un’intercapedine
posizionata far l’interno e la parete esterna. Questa intercapedine funziona da
barriera ed impedisce la propagazione del calore verso l’esterno.
Valutare la possibilità di utilizzare impianti di lavaggio e/o
sterilizzazione automatici a ciclo chiuso.
Un’altra possibilità potrebbe essere che
l’operazione di sterilizzazione venga effettuata nelle ore notturne in maniera
tale che l’apertura delle autoclavi avvenga di mattina, a temperatura ambiente.
Indossare D.P.I. (guanti anticalore, grembiuli, ecc…
) adatti alla protezione da schizzi di acqua calda e vapore.
Informazione e formazione degli addetti,
specialmente al variare delle consuete procedure di lavoro.
riferimenti normativi
-
Art. 9 “Ricambio dell’aria”, Art.11 “Temperatura” e Art.13
“Umidità” D.P.R. n.303 del 19.03.1956.
-
Art. 240 "Protezione delle pareti esterne a temperatura
elevata" D.P.R. n.547 del 27.04.1955.
-
Art. 378 "Abbigliamento" e Art. 379 "Indumenti
di protezione" D.P.R. n.547 del 27.04.1955.
-
D.Lgs. 626 del 1994 e s.m.i.
-
Norma UNI EN 563 del 30.06.95 Sicurezza del macchinario.
Temperature delle superfici di contatto. Dati ergonomici per stabilire i valori
limite di temperatura per le superfici calde. La norma presenta i dati
ergonomici e il loro uso per stabilire i valori limite di temperatura per
superfici calde e per la valutazione dei rischi di ustione.
Lavoro in
prossimità di organi meccanici in movimento
descrizione
La pulizia manuale di alcune macchine può
necessitare interventi manuali, con rischio di presa, trascinamento o schiacciamento
da parti mobili. Ad esempio nei mescolatori l’operatore può introdurre il
liquido di lavaggio ed avviare la macchina per favorire la pulizia interna.
Potrebbero anche avvenire avviamenti accidentali da
parte di altri operatori mentre un addetto sta pulendo le parti interne delle
macchine.
danno atteso
Ferite e contusioni.
interventi prevenzionistici
Le parti pericolose devono essere protette con
ripari fissi o muniti di dispositivi di interblocco in modo tale da evitare
rischi di presa e trascinamento. Le macchine devono essere dotate di
dispositivo di arresto di emergenza e di dispositivi contro l’avviamento
accidentale (ad esempio il dispositivo che impedisce l’avviamento della
macchina in caso di ritorno intempestivo della alimentazione elettrica dopo che
essa era venuta a mancare per interruzione temporanea). E’ opportuno che il
quadro comando sia dotato di chiave che possa essere tolta dall’addetto prima
della pulizia. Per le operazioni di pulizia, regolazione o manutenzione che
dovessero richiedere l’avviamento della macchina con ripari rimossi, può essere
utilizzata una pulsantiera con avviamento ad impulsi a uomo presente, la quale
una volta inserita escluda il quadro comando e che sia azionabile
dall’operatore da una postazione nella quale sia ben visibile la zona
operativa.
Adottare procedure di pulizia standardizzate e
scritte e relativa informazione e formazione degli addetti.
riferimenti normativi
-
D.P.R. n.547 del 1955 e s.m.i.
-
D.Lgs. n.626 del 1994 e s.m.i.
-
D.P.R. n.459 del 24.07.1996 (Direttiva macchine).
Lavoro faticoso, posture
descrizione
Per la pulizia accurata degli impianti, specie dove
sono lavorate le forme farmaceutiche semisolide (supposte, ovuli, pomate)
ricche di grassi, sono svolte operazioni manuali con fatica fisica e assunzione
di posture incongrue.
danno atteso
Disturbi muscoloscheletrici
interventi prevenzionistici
-
Valutare la possibilità di utilizzare impianti di lavaggio e/o
sterilizzazione automatici a ciclo chiuso incorporati nelle macchine (cleaning in place).
-
Corretta organizzazione del lavoro, informazione e formazione
degli addetti.
riferimenti normativi
-
D.Lgs. n.626 del 1994 e s.m.i.
Esposizione a radiazioni ultraviolette (UV)
descrizione
Durante la permanenza nelle camere sterili ove sono
accese lampade ultraviolette, i lavoratori sono esposti a radiazioni UV. Le
radiazioni UV a bassa lunghezza d’onda portano alla formazione di ozono per
reazione fotochimica con l’ossigeno dell’aria.
danno atteso
L’esposizione prolungata a radiazioni UV può causare
danni alla pelle (eritema, invecchiamento cutaneo, tumori della pelle) e agli
occhi (congiuntiviti, cataratta).
Concentrazioni di ozono nell’aria dell’ambiente di
lavoro maggiori di 0,1 ppm possono causare bruciore agli occhi e irritazioni
delle vie respiratorie.
interventi prevenzionistici
Indossare occhiali appositi per la protezione degli
occhi dalle radiazioni ultraviolette.
Garantire un adeguato ricambio d’aria nell’ambiente
di lavoro.
riferimenti normativi
-
Art.
377 del D.P.R. 547 del 1995 e s.m.i.
-
D.Lgs.
n. 626 del 1994 e s.m.i.
APPALTI ESTERNI
Il lavaggio e la sterilizzazione in genere non sono
appaltati.
IMPATTO ESTERNO
Produzione di rifiuti liquidi
I
reflui derivanti dal lavaggio delle apparecchiature, contenti residui di
sostanze utilizzate per la produzione farmaceutica oltre a prodotti detergenti
e disinfettanti, possono costituire un rischio di inquinamento idrico, pertanto
devono essere raccolti e subire un trattamento di neutralizzazione e
depurazione.
Sversamenti accidentali di prodotti chimici
Lo
sversamento accidentale dei prodotti chimici utilizzati per la pulizia –
sanificazione può determinare inquinamento ambientale. È necessario mettere in
atto tutte le possibili misure volte a contenere gli eventuali sversamenti come
sopra descritto per i fattori di rischio lavorativo.
Inoltre
è opportuno che i piazzali aziendali siano conformati in modo da permettere la
raccolta delle acque meteoriche in modo che, specie in caso di sversamento di
prodotti chimici sui piazzali, possano essere inviate alla neutralizzazione /
depurazione prima di essere rilasciate nei corpi idrici.
3.4 - preparazione del granulato
DESCRIZIONE DELLA FASE
Qualunque sia la forma farmaceutica finale il
processo produttivo iniziale è comune e consiste nella lavorazione delle
polveri con formazione del granulato.
La prima operazione consiste nella molitura delle
polveri che viene effettuata mediante l’impiego di particolari molini frantumatori. Questa fase si
rende necessaria, visto che le dimensioni delle polveri in ingresso
nell’industria non hanno mai i requisiti tecnologici richiesti. Le polveri
molate vengono setacciate mediante vagli
o stacci, fino a dimensioni
opportune, generalmente da 0,1 a 1000 µm, e solo allora sottoposte a
granulazione.
La granulazione tradizionale viene effettuata con
l’obiettivo di aumentare la scorrevolezza e il potere di coesione di polveri
singole o, più frequentemente, di miscele. Essa può essere effettuata a secco o
ad umido: nel primo caso e quando i prodotti lo permettono, dopo aver miscelato
i principi attivi con gli eccipienti si procede ad un compattamento diretto,
mediato da impianti meccanici (compattatori,
granulatori oscillanti). Si formano
delle formelle (slugs) che saranno
successivamente frantumate e stacciate.
La procedura ad umido richiede l’impiego di un solvente da solo
(acqua, acqua-alcool) o con l’aggiunta di un legante, ad esempio amido solubile
(5%) o gomma arabica (5-10%), che trasforma la miscela in una massa pastosa che
sarà essiccata e stacciata.
Il processo di lavorazione prevede l’ausilio di
macchine chiamate impastatrici, nelle
quali è addizionata gradualmente la soluzione legante. La massa pastosa
ottenuta, sottoposta in continuo ad agitazione, viene forzata attraverso le maglie
di uno staccio o attraverso i fori di piastre metalliche. Successivamente è
sottoposta ad essiccazione mediante sistemi statici, continui o discontinui,
oppure è essiccata all’interno dell’impastatrice sotto un potente getto d’aria
compressa. Successivamente si procede alla macinazione ed alla setacciatura.
ATTREZZATURE E MACCHINE
Molini frantumatori
Possono essere di diversi tipi (a coltelli, a
martelli, a cilindri, a palle), dotati di una tramoggia di carico del materiale
da frantumare e di un sistema di scarico del materiale frantumato.
Compattatore
È in genere costituito da un imbuto di acciaio,
collegato ad una tramoggia di carico, al cui interno è presente un sistema a
vite (coclea) per la precompressione delle polveri. Nella parte bassa l’imbuto
si stringe nella camera di degassaggio e termina con due rulli. Il materiale da
compattare viene fatto cadere per gravità e costretto dalla coclea a passare
nello spazio stretto lasciato fra i due rulli che ruotano in senso opposto a
velocità e distanza regolabile. Le superfici dei rulli possono essere lisce o
irregolari a seconda che si vogliano formare formelle unite o pezzi di
dimensioni predeterminate.
Mescolatore a
doppio sigma
E’ costituito da una vasca con fondo rientrante (così da formare
due culle) nel cui interno ruotano due bracci robusti a forma di Z ad una
velocità programmata. Tale vasca che è inclinabile per facilitare l’operazione
di scarico alla fine dell’impasto, è dotata di dispositivi di sicurezza che
bloccano la rotazione dei bracci al suo sollevamento. E’ inoltre dotato di un
oblò utile all’aggiunta della soluzione aggregante.
Mescolatore planetario
E’ costituito da una recipiente cilindrico, a fondo piatto o
bombato, munito di un braccio a forma di pala che è dotato di movimento
indipendente e di una velocità programmata. Tale braccio è generalmente fisso e
sollevabile mediante un sistema manuale o automatico. In alcune apparecchiature
i bracci mobili sono due, in altri ancora esistono, in dotazione, dei
raschiatori che rimuovono dalle pareti il materiale rimasto adeso. Il vantaggio
più evidente che si ha nell’uso di questo miscelatore, oltre alla versatilità
d’impiego, è quello di poter staccare il recipiente e trasportarlo a
miscelazione terminata.
Mescolatore a
corpo rotante
È costituito da un recipiente in acciaio che può essere di forma
geometrica diversa: a cilindro, a cubo, a V ecc…. che può ruotare intorno ad un
asse. Le differenze nella forma e nei movimenti servono ad accentuare gli
spostamenti delle particelle e le forze che facilitano l’omogeneità del
miscuglio. Questo tipo di mescolatori è più adatto di altri per miscelare
polveri con densità diversa.
Granulatore-essiccatore in letto fluido
E’ costituito da una camera d’acciaio a forma di
cilindro, suddivisibile in tre parti fondamentali: la parte bassa costituita da
un cestello forato deputato al contenimento del materiale granulato, la zona
centrale entro cui il materiale fluidificato può espandersi e la parte
superiore occupata da filtri e manicotte per il trattenimento delle polveri.
Accanto a questa camera ve ne è un’altra con funzioni di condotto e serve per
il veicolamento dell’aria. Tale condotto in basso è collegato con la griglia
del cestello da cui passa aria che viene veicolata da una ventola all’interno del
granulatore. Questa aria ha la funzione di fluidizzare e mescolare le polveri
presenti nella camera centrale ed è direzionata verso un camino di evacuazione
posto in alto. Al centro della camera sono presenti uno o più ugelli che
servono a spruzzare la miscela granulante sulle polveri in movimento. Si ha
così, la formazione del granulato che viene al suo formarsi, immediatamente
essiccato dal getto di aria presente in continuo. Le particelle di polvere più
fini che tenderebbero a disperdersi nel camino vengono invece trattenute dai
filtri posti in alto, dai quali sono rimosse e rimesse in granulazione da un
dispositivo che scuote i filtri a tempo determinato. L'intero ciclo operativo
ha la durata di circa un paio d'ore.
Sistema dinamico di essiccazione a tunnel
E' costituito da armadi a circolazione d'aria calda
all'interno dei quali sono presenti nastri trasportatori su cui viene calato il
materiale tramite tramogge di carico. Questo nastro trasporta, a velocità
regolata, i vassoi con il granulato sotto dei bocchettoni d’aria calda
progressivi e a temperatura decrescente (da 100 a 35°C) che hanno lo scopo di
essiccare gradatamente il materiale.
Sistema dinamico di essiccazione a cilindro ruotante
In questo modo il materiale viene fatto scorrere in un tubo che
ruota su se stesso percorso in senso opposto da una corrente d'aria calda.
Questo metodo offre il vantaggio di un continuo mescolamento del granulato da
essiccare.
Essiccatori
sotto vuoto
Sono costituiti da armadi-stufe fissi o ruotanti al
cui interno sono posti dei vassoi con il granulato umido. Queste stufe sono
collegate, dall'alto, con una pompa a vuoto esterna che è in grado di fornire
pressioni residue nell'ordine di 10-2-10-3 torr.
L'umidità del materiale viene condensata su delle vaschette refrigerate
presenti nel sistema a vuoto e contenenti generalmente un composto chimico
anidrificante come il sale cloruro di calcio o l'acido solforico concentrato.
FATTORI DI RISCHIO
In questa fase lavorativa i principali rischi professionali
potenzialmente presenti sono dovuti ai fattori sotto elencati.
Esposizioni a
polveri
descrizione
Durante le fasi di carico/scarico del molino
frantumatore, il compattamento, la miscelazione e la granulazione delle
polveri, gli addetti al reparto possono essere esposti a polveri.
stima
Da misurazioni effettuate in industrie del comparto risulta una presenza di polveri
con concentrazione nell’aria dell’ambiente da 342 a 3.462 µg/m3 nel
locale ove sono installati i miscelatori,
e da 307 a 1.884 µg/m3 nel locale ove sono installati i granulatori.
danno atteso
Asma allergica, dermatiti da contatto.
Effetti farmacologici specifici da principio attivo.
interventi prevenzionistici
Utilizzo di sistemi di carico e scarico
completamente automatizzati.
Utilizzo di caschi protettivi con filtri assoluti.
In aziende del comparto
gli addetti a questa fase indossano caschi con respiratori automatici, aventi
capacità di trattenimento per le polveri fino a 2.000µg/m3.
riferimenti normativi
-
D.P.R. n. 303/1956 e s.m.i.
-
D.P.R. n. 626/1994 e s.m.i.
Lavoro in
prossimità di organi meccanici in movimento
descrizione
All’interno del compattatore è presente un sistema a coclea ed uno a rulli
che si muovono guidati da sistemi meccanici. Per rimuovere eventuali blocchi di
flusso produttivo gli operatori intervengono manualmente.
danno atteso
Ferite o contusioni.
interventi prevenzionistici
Tutte le apparecchiature devono essere recintate o
munite di dispositivi di interblocco meccanico o di fotocellule che impediscano
al personale di accedere alle parti pericolose delle macchine se in movimento.
Ove sia necessario mantenere la visibilità, possono essere eventualmente
realizzate griglie o barre distanziatrici idonee ad impedire che gli arti
dell’addetto possano raggiungere le parti meccaniche in movimento.
Le macchine devono essere dotate di dispositivo di
arresto di emergenza e di dispositivi contro l’avviamento accidentale (ad
esempio il dispositivo che impedisce l’avviamento della macchina in caso di
ritorno intempestivo della alimentazione elettrica dopo che essa era venuta a
mancare per interruzione temporanea). E’ opportuno che il quadro comando sia
dotato di chiave che possa essere tolta dall’addetto prima della pulizia. Per
le operazioni di pulizia, regolazione o manutenzione che dovessero richiedere
l’avviamento della macchina con ripari rimossi, può essere utilizzata una
pulsantiera con avviamento ad impulsi a uomo presente, la quale una volta
inserita escluda il quadro comando e che sia azionabile dall’operatore da una
postazione nella quale sia ben visibile la zona operativa.
Adottare procedure di pulizia standardizzate e
scritte e relativa informazione e formazione degli addetti.
riferimenti normativi
-
D.P.R. n.547 del 1955 e s.m.i.
-
D.Lgs. n.626 del 1994 e s.m.i.
-
D.P.R. n.459 del 24.07.1996 (Direttiva macchine).
Esposizione a
rumore
descrizione
Le sorgenti sonore in questa fase lavorativa sono:
molini, compattatori, mescolatori e granulatori. I livelli di rumore derivanti
da questo tipo di macchine, anche se insonorizzate, possono essere rilevanti.
danno atteso
L’esposizione continuata a livelli di rumore
medio-alti, può essere causa di danni uditivi (ipoacusia da rumore) e di danni
extrauditivi che si possono manifestare anche per esposizione ai livelli
inferiori a quelli per i quali la normativa prescrive particolari misure
preventive.
Oltre ai disturbi della comunicazione e della prestazione lavorativa,
possono insorgere: effetti cardiovascolari (aumento della pressione sanguigna,
ecc…); disturbi psichici (astenia, irritabilità, depressione, insonnia);
disturbi a carico dell’apparato digerente.
interventi prevenzionistici
Nei casi di livelli di esposizione personale
superiori a 80 dB(A) si applicano le misure di prevenzione stabilite dal D.Lgs.
277/91, riassunte nella tabella “Valori limite di esposizione al rumore”,
riportata nel presente documento al Capitolo “Riferimenti normativi di
carattere generale”.
riferimenti normativi
-
Art. 24 "Rumori e scuotimenti" D.P.R. n.303 del
19.03.1956.
-
Capo IV “Protezione dei lavoratori contro i rischi di
esposizione al rumore durante il lavoro” D.Lgs. n.277 del 15.08.1991.
-
D.P.R. n.459 del 24.07.1996 “Regolamento per l’attuazione
delle direttive 89/392/CEE, 91/368/CEE, 93/44/CEE e 93/68/CEE concernenti il
riavvicinamento delle legislazioni degli stati membri relativa alle macchine”
(Direttiva macchine).
Movimentazione manuale di carichi
descrizione
Durante questa fase, il caricamento delle tramogge
di carico dei vari macchinari può essere effettuato manualmente.
danno atteso
Disturbi muscoloscheletrici
interventi prevenzionistici
Utilizzo di mezzi elettrici o meccanici o di sistemi
automatizzati di caricamento.
Caricamento del materiale pesante in due operatori.
La movimentazione manuale di carichi è consentita
fino a 30 Kg per gli uomini e fino a 25 Kg per le donne. Per pesi maggiori è
necessario l’utilizzo di mezzi adatti e/o effettuare la movimentazione in due
addetti.
Informazione e formazione.
riferimenti normativi
-
Tit.
V e All. 6 del D.Lgs. n. 626 del 1994 e s.m.i.
-
Norma
UNI ISO 938
Esplosione - Incendio
descrizione
Alcuni tipi di sostanze solide o loro miscele,
durante la frantumazione nei molini fino a diventare polvere, possono assumere
proprietà esplosive.
danno atteso
Lesioni traumatiche, ustioni, intossicazioni.
interventi prevenzionistici
-
valutazione del rischio di esplosione - incendio in base al
tipo di prodotto in lavorazione;
-
messa a terra delle macchine contro l’elettricità statica che
può costituire causa di innesco;
-
informazione
e formazione degli addetti.
riferimenti normativi
-
Tit. II, Art. 13 "Vie d'uscita e di
emergenza", Art. 14 "Porte e portoni" D.P.R. n.547 del
27.04.1955.
-
Tit. II, Capo VI “Difesa contro gli incendi e le
scariche atmosferiche” D.P.R. n.547 del 27.04.1955.
-
Tit. VII, Capo X “Installazioni elettriche in luoghi
dove esistono pericoli di esplosione o incendio” D.P.R. n.547 del 27.04.1955.
-
Tit. VIII "Materie e prodotti pericolosi o
nocivi" D.P.R. n.547 del 27.04.1955.
-
D.M. del 16.02.1982 “Modificazioni del D.M. 27.09.1965,
concernente la determinazione delle attività soggette alle visite di
prevenzione incendi”.
-
D.P.R. n.577 del 29.07.1982 “Approvazione del
regolamento concernente l’espletamento dei servizi antincendio”.
-
D.M.I. del 08.03.1985 "Direttive sulle misure più
urgenti ed essenziali di prevenzione incendi ai fini del rilascio del nullaosta
provvisorio di cui alla legge 7 dicembre 1984, n. 818".
-
Art. 4 "Obblighi del datore di lavoro, del
dirigente e del preposto", comma 5 lettera a) e lettera q) del D.Lgs.
n.626 del 19.09.1994 (con successive modifiche e integrazioni) “Attuazione
delle direttive 89/391/CEE, 89/654/CEE, 89/655/CEE, 89/656/CEE, 90/269/CEE, 90/270/CEE, 90/394/CEE, 90/679/CEE,
93/88/CEE, 97/42/CE e 99/38/CE riguardanti il miglioramento della sicurezza e
della salute dei lavoratori durante il lavoro”.
-
Art. 12 e 13 “Prevenzione incendi ed evacuazione dei
lavoratori” D.Lgs. n.626/1994.
-
D.M. del 10.03.1998 “Criteri generali di sicurezza
antincendio e per la gestione dell’emergenza nei luoghi di lavoro”.
-
Norme UNI-VV.FF su impianti antincendio, impianti di
rivelazione degli incendi, impianti di evacuazione fumo e calore, ecc…
-
D.M. del 3.9.2001 “ Modifiche ed integrazioni al D.M.
26.6.1984 concernente classificazione di reazioni al fuoco ed omologazione dei
materiali ai fini della prevenzione degli incendi”.
APPALTI ESTERNI
La fase di produzione di granulato può essere appaltata a ditte
esterne.
IMPATTO ESTERNO
Diffusione di rumore
Le macchine sopra descritte possono diffondere rumore
all’esterno dello stabilimento produttivo con possibile disturbo agli eventuali
insediamenti civili adiacenti. Alcune soluzioni possono essere: ridurre il
rumore alla fonte, realizzare pannellature fonoisolanti – fonoassorbenti,
posizionare il reparto in un’area dello stabilimento più lontana dagli insediamenti
civili.
Forme farmaceutiche solide
Alla classe delle forme farmaceutiche solide
appartengono tutti quei preparati destinati alla somministrazione del principio
attivo in forma di polvere: granulato, compresse, capsule, confetti, bustine.

3.5 - Produzione delle compresse
DESCRIZIONE DELLA FASE
Le compresse sono ottenute pressando, con opportune
macchine, volumi adeguati di polveri e/o granulati aventi caratteristiche
omogenee delle particelle. Visti i notevoli vantaggi offerti da questo tipo di
forma farmaceutica, le compresse sono in assoluto le più prodotte
dall'industria in termini quantitativi.
Al fine di ottenere questa forma farmaceutica, le
sostanze attive sono addizionate con opportuni eccipienti, cioè con sostanze
inerti da un punto di vista farmacologico ma con specifiche proprietà che
forniscono alle compresse i requisiti di resistenza meccanica, buona
disgregabilità dopo l'assunzione, scarsa aderenza alle pareti dei punzoni delle
macchine comprimitrici, buona fluidità e comprimibilità.
In genere la miscelazione delle polveri avviene
all’interno di un recipiente in acciaio inox entro il quali è introdotto un
agitatore meccanico detto anche mescolatore
mobile.
Altrimenti sono usati particolari contenitori,
chiamati bin, i quali sono posizionati
in apposite macchine gira bin.
La sequenza con cui queste sostanze inerti vengono
addizionate in tali apparecchiature, automaticamente e negli opportuni
rapporti, è la seguente:
1)
diluenti: glucosio, lattosio, amido,
cellulosa microcristallina, saccarosio; servono a dare corpo alla compressa;
2)
adsorbenti: talco e silice; permettono
di aggiungere principi attivi liquidi alle polveri;
3)
leganti: amido, gelatina
idrolizzata, polivinilpirrolidone (PVP), metilidrossicellulosa; servono a
tenere insieme le particelle di polvere nella compressa;
4)
disaggreganti: amido; hanno l'obiettivo
di facilitare il rilascio delle sostanze attive dopo l'assunzione del farmaco
facilitando la disgregazione della compressa;
5)
glidanti e lubrificanti: silice colloidale, talco
stearati di calcio o di magnesio; vengono aggiunti in quantità assolute non
superiori allo 0,5% e servono a far fluire facilmente le polveri nelle matrici
per la compressione ed a facilitare l'espulsione della compressa;
6)
coloranti, aromatizzanti: lacche d'alluminio, ossidi
di ferro, coloranti naturali.
Nel caso di miscelazione con mescolatore mobile,
dopo aver miscelato il materiale, il contenitore viene trasportato tramite
carrelli spinti a mano in prossimità delle macchine comprimitrici.
Nel caso di miscelazione con gira bin, dopo aver
miscelato il materiale, il contenitore viene trasportato tramite transpalletts
in prossimità delle macchine comprimitrici.
L’alimentazione della comprimitrice
avviene in genere per mezzo di un collegamento con il contenitore del materiale
miscelato tramite un giunto flessibile a tenuta, oppure tramite rovesciamento
manuale dei contenitori nella tramoggia di carico.
ATTREZZATURE E MACCHINE
Mescolatore mobile
Si tratta di un agitatore meccanico ad alimentazione elettrica
che viene introdotto nel recipiente di acciaio inox dove avviene la
miscelazione.
Mescolatore tipo gira bin
Si tratta di una macchina ad alimentazione elettrica, costituita
da un supporto sul quale viene montato il contenitore (bin), che viene messo in
rotazione allo scopo di miscelare i prodotti in polvere che sono stati
precedentemente introdotti in esso. La macchina è racchiusa in un box di
sicurezza.
Comprimitrici
Esistono comprimitrici di vario tipo, in ogni caso la comprimitrice ha lo scopo di produrre le
compresse comprimendo una quantità opportuna di polvere o granulato in una
camera (detta matrice) attraverso due
cilindri d’acciaio (detti punzoni).
Il riempimento della matrice è
effettuato mediante un prolungamento della tramoggia (detto scarpa) con un sistema pienamente
automatizzato. Una volta riempita la matrice
si attivano i due punzoni d'acciaio che, con un movimento complementare,
comprimono i granulati e formano la compressa che viene espulsa con un
movimento meccanico dal pistone inferiore e raccolta in un opportuno
contenitore.
La produzione di compresse ottenuta con questi macchinari è
variabile dalle 500 - 5.000 unità/ora
alle 180.000 –600.000 unità/ora a seconda che vengano usate comprimitrici alternative o comprimitrici rotative.
Le comprimitrici alternative sono così chiamate perché producono
in modo discontinuo, nel senso che tutte le operazioni di formazione della
compressa devono essere terminate prima che possa iniziare un nuovo processo di
compressione. Oltre a matrice e punzoni, altro elemento fondamentale è
costituito dalla tramoggia di carico collegata alla matrice da un
prolungamento, detto scarpa, che
serve anche ad espellere la compressa. Le matrici
sono dischi d’acciaio temperato al cui interno sono ricavati fori perfettamente
combacianti con le superfici dei due punzoni.
Anche questi sono d’acciaio temperato di forma e dimensioni variabili. Nella
prima fase avviene il caricamento della polvere nella matrice ad opera della
“scarpa”. A questo punto, il punzone
superiore si muove verso il basso e comprime il materiale presente nella camera
facendo pressione sul punzone
inferiore che in questo momento costituisce il pavimento della matrice
stessa. La potenza di compressione, esercitata dai punzoni, è nell’ordine delle
3-35 tonnellate (è superiore a quella delle comprimitrici
rotative che è di 5-10 tonnellate). Effettuata la compressione il punzone superiore si solleva e solo
allora si solleva anche il punzone
inferiore che col suo movimento espelle la compressa. Questa verrà poi spostata
in un contenitore di raccolta dal movimento della scarpa che ritorna a riempire la matrice per un nuovo ciclo di compressione.
Le comprimitrici rotative si differenziano dalle prime, non solo
per il numero maggiore di punzoni che
operano continuativamente, ma anche perché la procedura di compressione è
effettuata dal movimento reciproco e graduale dei due punzoni nella matrice.
L’elemento motore di tutto il sistema è un dispositivo circolare su cui si
muovono le matrici al di sopra delle
quali è presente il sistema di caricamento tramoggia–scarpa che è fisso. Questi
sistemi di distribuzione delle polveri possono essere anche più di uno mentre
il numero delle matrici può arrivare
fino alle 65-70 unità.
Ad
ogni matrice corrisponde una coppia
di punzoni, che si avvicinano l’uno
all’altro con un movimento accompagnato da un dispositivo a rulli, regolato da
apposite guide. Queste macchine, essendo più versatili ed automatizzate delle comprimitrici alternative, oltre che più
facilmente pulibili, sono destinate a produzioni su larga scala.
Depolveratori
Tutte le macchine comprimitrici moderne sono dotate di sistemi
di depolverizzazione che riguardano sia per le polveri derivanti dal processo
di compressione, sia per quelle che possono rimanere sulla superficie delle
compressa formate.
I depolveratori del
processo di compressione sono grossi aspiratori dotati di un motore
aspirante, collegati a lunghi tubi flessibili e bocchettoni posizionati sulla
porta di caricamento della tramoggia di carico e/o vicino al piatto che porta
le matrici; le polveri aspirate sono raccolte in appositi recipienti.
I depolveratori per il
sistema di raccolta delle compresse finite sono costituiti da due elementi
indipendenti: un aspiratore del tipo descritto prima, posizionato al termine
dello scivolo che convoglia le compresse pronte nel recipiente di raccolta ed
un aspiratore per polveri entro cui le compresse passano prima di cadere nel
recipiente stesso. Questo aspiratore è costituito da un tubo entro cui passano
le compresse, da un corpo centrale fatto a cestello forato al cui interno
ritroviamo un coclea che scuote col movimento le compresse stesse, da un tubo
di aspirazione che opera sotto vuoto e da uno scivolo per l’uscita delle
compresse. I sistemi a capacità maggiore sono dotati di un recipiente di
raccolta metallico, contenente un manicotto di tela (o un telaio) per il
trattenimento delle polveri. I manicotti subiscono uno scuotimento a tempi
determinati e la polvere stacciata è recuperata.
FATTORI DI RISCHIO
In questa fase lavorativa i principali rischi professionali
potenzialmente presenti sono dovuti ai fattori sotto elencati.
Movimentazione manuale di carichi
descrizione
Durante questa fase il caricamento della tramoggia
può essere effettuato manualmente.
danno atteso
Disturbi muscoloscheletrici
interventi prevenzionistici
-
Utilizzo
di sistemi di caricamento automatizzato o prelevamento dei carichi in due
operatori.
-
La
movimentazione manuale di carichi è consentita fino a 30 Kg per gli uomini e
fino a 25 Kg per le donne. Per pesi maggiori è necessario l’utilizzo di mezzi
adatti e/o effettuare la movimentazione in due addetti.
-
Informazione
e formazione degli addetti.
riferimenti normativi
-
Tit.
V e All. 6 del D.Lgs. n. 626 del 1994 e s.m.i.
-
Norma
UNI ISO 938
Lavoro in
prossimità di organi meccanici in movimento
descrizione
In questo reparto gli addetti possono essere esposti
al rischio d’impigliamento, presa e trascinamento, schiacciamento dovuto
principalmente agli organi in movimento di comprimitrici e tapis-roulant o guide meccaniche. Per la rimozione di eventuali
blocchi di flusso produttivo gli addetti intervengono manualmente.
danno atteso
Ferite e contusioni.
interventi prevenzionistici
Tutte le apparecchiature devono essere recintate o
munite di dispositivi di interblocco meccanico o di fotocellule che impediscano
al personale di accedere alle parti pericolose delle macchine se in movimento.
Ove sia necessario mantenere la visibilità, possono essere eventualmente
realizzate griglie o barre distanziatrici idonee ad impedire che gli arti
dell’addetto possano raggiungere le parti meccaniche in movimento.
Le macchine devono essere dotate di dispositivo di
arresto di emergenza e di dispositivi contro l’avviamento accidentale (ad
esempio il dispositivo che impedisce l’avviamento della macchina in caso di
ritorno intempestivo della alimentazione elettrica dopo che essa era venuta a
mancare per interruzione temporanea). E’ opportuno che il quadro comando sia
dotato di chiave che possa essere tolta dall’addetto prima della pulizia. Per
le operazioni di pulizia, regolazione o manutenzione che dovessero richiedere
l’avviamento della macchina con ripari rimossi, può essere utilizzata una
pulsantiera con avviamento ad impulsi a uomo presente, la quale una volta
inserita escluda il quadro comando e che sia azionabile dall’operatore da una
postazione nella quale sia ben visibile la zona operativa.
Adottare procedure di pulizia standardizzate e
scritte e relativa informazione e formazione degli addetti.
riferimenti normativi
-
D.P.R. n.547 del 1955 e s.m.i.
-
D.Lgs. n.626 del 1994 e s.m.i.
-
D.P.R. n.459 del 24.07.1996 (Direttiva macchine).
Fig. 6. Guida meccanica.
Esposizioni a
polveri
descrizione
Durante la fase di caricamento delle tramogge e
durante il processo di compressione l’addetto al reparto può rimanere esposto a
polveri potenzialmente nocive.
Stima
Dati rilevati in aziende del comparto nel locale in cui sono le comprimitrici hanno evidenziato
valori di polverosità di 1073 µg/m3.
I valori limite di esposizione indicato dalle aziende del comparto sono di 100 µg/m3 a
principio attivo e di 10 mg/m3 a polvere generica.
danno atteso
Asma allergica, dermatiti da contatto.
Effetti farmacologici specifici da principio attivo.
interventi prevenzionistici
Utilizzo di sistemi di caricamento completamente
automatizzati
Utilizzo di caschi protettivi con filtri assoluti.
In aziende del comparto
gli addetti indossano caschi con respiratori automatici, con capacità di
trattenimento per le polveri fino a 2000µg/m3 d’aria.
riferimenti normativi
-
D.P.R. n. 303/1956 e s.m.i.
-
D.P.R. n. 626/1994 e s.m.i.
Esposizione a
rumore
descrizione
Le principali sorgenti sonore in questa fase
lavorativa sono costituite dalle comprimitrici.
stima
Complessivamente i tempi d’esposizione al rumore
degli addetti al reparto, in mancanza di adeguate misure di insonorizzazione
alle macchine, possono essere tali da rendere possibili danni uditivi.
danno atteso
L’esposizione continuativa a livelli di rumore
medio-alti, può essere causa di danni uditivi (ipoacusia da rumore) e di danni
extrauditivi che si possono manifestare anche per esposizione ai livelli
inferiori a quelli per i quali la normativa prescrive particolari misure
preventive.
Oltre ai disturbi della comunicazione e della prestazione lavorativa,
possono insorgere: effetti cardiovascolari (aumento della pressione sanguigna,
ecc…); disturbi psichici (astenia, irritabilità, depressione, insonnia);
disturbi a carico dell’apparato digerente.
interventi prevenzionistici
Nei casi di livelli di esposizione personale
superiori a 80 dB(A) si applicano le misure di prevenzione stabilite dal D.Lgs.
277/91, riassunte nella tabella “Valori limite di esposizione al rumore”,
riportata nel presente documento al Capitolo “Riferimenti normativi di carattere
generale”.
riferimenti normativi
-
Art. 24 "Rumori e scuotimenti" D.P.R. n.303 del
19.03.1956.
-
Capo IV “Protezione dei lavoratori contro i rischi di
esposizione al rumore durante il lavoro” D.Lgs. n.277 del 15.08.1991.
-
D.P.R. n.459 del 24.07.1996 “Regolamento per
l’attuazione delle direttive 89/392/CEE, 91/368/CEE, 93/44/CEE e 93/68/CEE
concernenti il riavvicinamento delle legislazioni degli stati membri relativa
alle macchine” (Direttiva macchine).
APPALTI ESTERNI
In genere la fase di produzione delle compresse, ove presente,
non è appaltata a ditte esterne.
IMPATTO ESTERNO
Diffusione di rumore
Le macchine sopra descritte possono diffondere rumore
all’esterno dello stabilimento produttivo con possibile disturbo agli eventuali
insediamenti civili adiacenti. Alcune soluzioni possono essere: ridurre il
rumore alla fonte, realizzare pannellature fonoisolanti – fonoassorbenti,
posizionare il reparto in un’area dello stabilimento più lontana dagli
insediamenti civili.
Emissioni in atmosfera
Le polveri captate dagli di aspirazione alle
macchine comprimitrici sono in genere trattenute da filtri. Tuttavia non è da
escludere la possibilità di dispersione all’esterno, ad esempio a causa della
presenza di particelle più fini di quelle che il filtro può trattenere, oppure
in caso di guasto al sistema filtrante.
Forme farmaceutiche semisolide
Alla classe delle forme farmaceutiche semisolide
appartengono sia preparati tipicamente multidose come geli, paste, creme,
pomate, sia monodose come supposte ed ovuli vaginali.
3.7 – produzione di Supposte ed
ovuli
DESCRIZIONE DELLA FASE
Sono preparati costituiti da principi attivi
mescolati ad eccipienti, generalmente, grassi e a basso punto di fusione
(inferiore alla temperatura corporea) come burro di cacao o gliceridi
semisintetici, o ad eccipienti idrosolubili come i glicoli o miscele di
glicerina e gelatina. La preparazione delle supposte avviene secondo due
metodi: per fusione o per compressione. Nel primo caso negli eccipienti fusi
viene incorporato il principio attivo in modo uniforme e la massa fusa viene
introdotta negli stampi e qui lasciata fino a raffreddamento. Nel secondo caso,
invece, il farmaco viene addizionato nell’eccipiente tagliuzzato e la pasta
ottenuta viene forzata tramite una pressa a vite dentro gli appositi stampi.
Una volta formate le supposte vengono confezionate in blister d’alluminio o in alveoli di plastica (vedere la fase
confezionamento). La procedura di preparazione degli ovuli vaginali è
assolutamente analoga, con la differenza che si usa un eccipiente diverso e
costituto da un miscuglio di gelatina e glicerina in proporzioni diverse.
ATTREZZATURE E MACCHINE
Serbatoio di
preparazione massa
È
costituito da un recipiente d’acciaio inox, sollevato da terra per permettere
lo scarico del contenuto e per questo provvisto sul fondo di un rubinetto. Il
coperchio può essere mobile o incernierato e provvisto di opportune
guarnizioni. Nel coperchio sono presenti alcune aperture usate per fissare
l’agitatore, il termometro ed inoltre il tubo di collegamento con la pompa a
vuoto. Esternamente al recipiente può essere presente una tramoggia di carico
per principi attivi che tramite un sistema di tubazioni raggiunge
l’apparecchio. Quest’ultimo può essere dotato di camicie riscaldanti esterne
per il riscaldamento o il raffreddamento del contenuto operato tramite la
circolazione, nell’intercapedine, di fluidi a diversa temperatura. Gli
apparecchi di maggiori dimensioni possono essere dotati di strutture metalliche
(scale, ripiani) che creano piani intermedi utili per l’ispezione delle parti
alte.
FATTORI DI RISCHIO
In questa fase lavorativa i principali rischi professionali
potenzialmente presenti sono dovuti ai fattori sotto elencati.
Esposizione a
polveri
descrizione
Il caricamento di materie prime ed eccipienti nel
serbatoio di preparazione delle supposte o degli ovuli può essere manuale con
conseguente esposizione dell’operatore alle polveri.
danno atteso
Asma allergica, dermatiti da contatto.
Effetti farmacologici specifici da principio attivo.
interventi prevenzionistici
Utilizzo di sistemi di caricamento completamente
automatizzati
Indossare caschi protettivi con filtri assoluti.
riferimenti normativi
-
D.P.R. n. 303/1956 e s.m.i.
-
D.P.R. n. 626/1994 e s.m.i.
Movimentazione manuale di carichi
descrizione
Durante questa fase la movimentazione manuale può
essere dovuta prevalentemente al caricamento dei serbatoi per la preparazione
della massa.
danno atteso
Disturbi muscoloscheletrici
interventi prevenzionistici
Utilizzo di sistemi di caricamento automatizzato o
prelevamento dei carichi in due operatori.
Informazione e formazione degli addetti.
riferimenti normativi
-
Tit.
V e All. 6 del D.Lgs. n. 626 del 1994 e s.m.i.
-
Norma
UNI ISO 938
APPALTI ESTERNI
In genere la fase di produzione di supposte e ovuli, ove
presente, non è appaltata a ditte esterne.
IMPATTO ESTERNO
L’impatto esterno di questa fase lavorativa è essenzialmente dovuto al
lavaggio dei macchinari (vedere la fase “lavaggio e sterilizzazione”).
3.8 – produzione di Unguenti, paste,
creme e geli: preparazione della massa
DESCRIZIONE DELLA FASE
Questo tipo di forme semisolide si ottengono per
addizione dei principi attivi, solidi o liquidi, ad eccipienti specifici di
natura lipofila o idrofila. Fra i primi si riportano grassi, vaseline,
siliconi, lanoline, fra i secondi glicoli (PEG), gelatina, metilcellulosa e
carbossimetilcellulosa.
In tutti i casi si ottiene il preparato per
dispersione di una polvere in un eccipiente liquido solo o in miscela.
Durante questa fase, l’addetto può eseguire, a mano,
l’aggiunta dei principi attivi e degli eccipienti in polvere all’interno della
macchina impastatrice.
Talvolta per la produzione di geli l’operazione di
caricamento è manuale e consiste nell’inserimento, da parte di un addetto, di una
“lancia” metallica in fustini contenenti 25 Kg di principio attivo che per
aspirazione viene introdotto in due turboemulsori contenenti una soluzione
idroalcolica. Gli eccipienti liquidi, alcol etilico ed acqua, sono inseriti nei
turboemulsori mediante un sistema di tubazioni con meccanismo automatizzato.
L’alcol etilico è conservato in cisterne, presenti nel sottosuolo (ad esempio
della capacità di 4000 e 5000 litri).
Terminato il caricamento, l’operatore segue tutte le
operazioni di miscelazione da un quadro comando posto in una sala esterna. Nel
reparto è presente una piccola camera dotata di lavandino in cui l’operatore
lava con acqua deionizzata piccole parti meccaniche mobili (lancia, spatole,
secchi ecc…).
Il preparato viene depositato in grosse bulk d’acciaio tramite sistemi di
tubazione automatizzati che non prevedono l’intervento degli addetti. Esistono
contenitori d’acciaio più piccoli, mobili, che all’occorrenza, possono essere
usati per il trasferimento del materiale dal turboemulsore a bulk fisse di
capacità maggiori. La movimentazione di questi contenitori viene effettuata
dagli operatori mediante l’impiego di carrelli elevatori ad alimentazione
elettrica.
ATTREZZATURE E MACCHINE
Turboemulsori (miscelatore-omogenizzatore).
Sono contenitori cilindrici in acciaio, di elevata capacità,
dotati di bracci meccanici interni a movimentazione elettrica o magnetica. Il
movimento di questi bracci risulta utile per formare e mantenere in forma
fluida la preparazione della pomata o del gel.

Fig. 7. Turboemulsore.
Carrelli a
spinta manuale
Si tratta di carrelli metallici classici, con gli angoli
smussati per evitare ferite da urto, dotati di dispositivo frenante.
Serbatoi di
stoccaggio
Sono grossi bulk d’acciaio cilindrici, di capacità variabile,
utilizzati per lo stoccaggio dei geli o delle pomate, generalmente in forma di
semipreparati.

Fig. 8. Serbatoi di stoccaggio emulsione.
FATTORI DI RISCHIO
In questa fase lavorativa i principali rischi professionali
potenzialmente presenti sono dovuti ai fattori sotto elencati.
Esposizioni a
polveri
descrizione
L’operazione di addizione del principio attivo nei
miscelatori viene generalmente effettuata in maniera manuale: l’operatore
inserisce una lancia metallica nei fustini contenenti il principio attivo o gli
eccipienti collegata al miscelatore.
stima
Dati rilevati in aziende del comparto evidenziano
che l’operatore, nel turno di 8 ore, esegue circa due operazioni di caricamento
del principio attivo e dell’eccipiente nel turboemulsore per una durata
complessiva di 90 minuti, con una esposizione media alle polveri di 0,76 mg/m3.
Il valore limite di esposizione (TLV-TWA) indicato
dalle aziende del comparto è di 0.5 mg/m3 per il principio attivo e
di 10 mg/m3 per l’eccipiente gelificante.
danno atteso
Danno specifico da esposizione ai vari principi
attivi utilizzati.
interventi prevenzionistici
-
Utilizzo
di sistemi di caricamento completamente automatizzati.
-
Utilizzo
di D.P.I. (caschi protettivi con filtri assoluti, tute, guanti, ecc…).
-
Informazione
e formazione degli addetti.
riferimenti normativi
-
D.P.R. n. 303/1956 e s.m.i.
-
D.P.R. n. 626/1994 e s.m.i.
Manipolazione
di sostanze chimiche pericolose
descrizione
Durante questa fase vengono manipolati solventi chimici utilizzati per la
formazione della massa.
danno atteso
Irritazione delle prime vie respiratorie
Danni alla vista e tossicità al sistema nervoso centrale.
interventi prevenzionistici
-
Esaminare
le schede di sicurezza dei prodotti utilizzati e valutare la possibilità di
sostituire i prodotti più pericolosi con altri meno pericolosi.
-
Sistemi
di aspirazione localizzata.
-
Accorgimenti
per evitare sgocciolamenti e sversamenti
-
Contenitori
di sicurezza riportanti la prescritta etichettatura.
-
Indossare
D.P.I. (guanti, maschere, ecc…).
-
Informazione
e formazione degli addetti
riferimenti normativi
-
Tit. II, Capo II, Art. 18 “Difesa dalle sostanze
nocive”, D.P.R. n.303 del 19.03.1956 “Norme generali per l’igiene del lavoro”.
-
Tit. VIII "Materie e prodotti pericolosi o
nocivi", D.P.R. n.547 del 27.04.1955.
-
D.Lgs. n. 52 del 03.02.1997 “Attuazione della Direttiva
92/32/CEE concernente classificazione, imballaggio ed etichettatura delle
sostanze pericolose”.
-
D.M.S. del 04.04.1997 “Attuazione dell'Art. 25, commi 1
e 2, del D.Lgs. n. 52 del 03.02.1997, concernente classificazione, imballaggio
ed etichettatura delle sostanze pericolose, relativamente alla scheda
informativa in materia di sicurezza”.
-
D.M.S. del 28.04.1997 “Attuazione dell'Art. 37, commi 1
e 2, del D.Lgs. n. 52 del 03.02.1997, concernente classificazione, imballaggio
ed etichettatura delle sostanze pericolose”.
-
D.Lgs. n. 90 del 25.02.1998 “Modifiche al D.Lgs.
n.52/1997”
-
D.Lgs. n. 285 del 16.07.1998 "Attuazione di
Direttive comunitarie in materia di classificazione, imballaggio e etichettatura
dei preparati pericolosi, a norma dell'Art. 38 della Legge n. 128 del
24.04.1998".
-
D.M.S. del 01.09.1998 “Disposizioni relative alla
classificazione, imballaggio ed etichettatura di sostanze pericolose in
recepimento della Direttiva 97/69/CE”.
-
D.M.S. del 07.07.1999 “Disposizioni relative alla
classificazione, imballaggio ed etichettatura di sostanze pericolose in
recepimento della Direttiva 98/73/CE”.
-
D.M.S. del 10.04.2000 “Recepimento delle Direttive
98/73/CE e 98/98/CE recanti
rispettivamente il ventiquattresimo e venticinquesimo adeguamento alla
Direttiva 67/548/CEE”.
-
D.M.S. del 30.10.2000 “Rettifica al D.M.S. del
10.04.2000 di recepimento della Direttiva 98/98/CE della Commissione del
15.12.1998 e delle rettifiche alle Direttive 98/73/CE e 98/98/CE della Commissione recanti rispettivamente il
ventiquattresimo e venticinquesimo adeguamento al progresso tecnico della
Direttiva 67 /548/CEE del Consiglio concernente il ravvicinamento delle
disposizione legislative, regolamentari e amministrative relative alla
classificazione, imballaggio ed etichettatura di sostanze pericolose”.
-
D.M.S. del 26.01.2001 “Disposizione relative alla
classificazione, imballaggio ed etichettatura di sostanze pericolose in
recepimento alla Direttiva 2000/32/CE”.
Lavoro in
ambiente a rischio di esplosione - incendio
descrizione
Durante questa fase operativa possono essere
utilizzati solventi o miscele a rischio di esplosione. Ad esempio in aziende
del comparto è impiegata una miscela
idroalcolica costituita da 600 litri di acqua e da 170 litri di alcol etilico.
L’impiego d’alcol etilico rende l’ambiente a rischio d’esplosioni o incendi.
danno atteso
Lesioni traumatiche, ustioni ed intossicazioni.
interventi prevenzionistici
-
Limitare
al minimo indispensabile le quantità dei prodotti infiammabili stoccati in
azienda.
-
Stoccaggio corretto dei prodotti infiammabili in locale
separato adeguatamente aerato ovvero in armadi di sicurezza.
-
Impianto
ed apparecchiature elettriche idonee alla classificazione di pericolosità del
luogo ove è installato.
-
Disporre
e fare rispettare il divieto di fumare e usare fiamme libere.
-
Valutazione
del rischio di incendio, predisposizione dei piani di evacuazione e formazione
delle squadre di gestione delle emergenze.
-
Dimensionati
adeguatamente i parametri geometrici dell’impianto di aspirazione in relazione
alla velocità dell’aria aspirata per evitare che all’interno dell’impianto si
formino miscele esplosive.
-
La
protezione antincendio deve prevedere la presenza almeno di estintori
omologati. Nei casi a rischio più elevato può essere opportuno installare un
impianto di spegnimento automatico.
-
Informazione
e formazione dei lavoratori.
riferimenti normativi
-
Art.
19 “Separazione del locali nocivi” D.P.R. n. 303 del 19.03.1956.
-
Art.
20 “Difesa dell’aria dagli inquinamenti con prodotti nocivi” D.P.R. n. 303/56.
-
Tit. II, Art. 13 "Vie d'uscita e di
emergenza", Art. 14 "Porte e portoni" D.P.R. n.547 del
27.04.1955.
-
Tit. II, Capo VI “Difesa contro gli incendi e le
scariche atmosferiche” D.P.R. n.547 del 27.04.1955.
-
Tit. VII, Capo X “Installazioni elettriche in luoghi
dove esistono pericoli di esplosione o incendio” D.P.R. n.547 del 27.04.1955.
-
Tit. VIII "Materie e prodotti pericolosi o
nocivi" D.P.R. n.547 del 27.04.1955.
-
D.M. del 16.02.1982 “Modificazioni del D.M. 27.09.1965,
concernente la determinazione delle attività soggette alle visite di
prevenzione incendi”.
-
D.P.R. n.577 del 29.07.1982 “Approvazione del
regolamento concernente l’espletamento dei servizi antincendio”.
-
D.M.I. del 08.03.1985 "Direttive sulle misure più
urgenti ed essenziali di prevenzione incendi ai fini del rilascio del nullaosta
provvisorio di cui alla legge 7 dicembre 1984, n. 818".
-
D.M.Ind.
del 01.03.1989 "Recepimento della direttiva CEE/88/571, sull'aggiornamento
al progresso tecnico dei metodi di protezione del materiale elettrico
antideflagrante"
-
Art. 4 "Obblighi del datore di lavoro, del
dirigente e del preposto", comma 5 lettera a) e lettera q) del D.Lgs.
n.626 del 19.09.1994 (con successive modifiche e integrazioni) “Attuazione
delle direttive 89/391/CEE, 89/654/CEE, 89/655/CEE, 89/656/CEE, 90/269/CEE, 90/270/CEE, 90/394/CEE, 90/679/CEE,
93/88/CEE, 97/42/CE e 99/38/CE riguardanti il miglioramento della sicurezza e
della salute dei lavoratori durante il lavoro”.
-
Art. 12 e 13 “Prevenzione incendi ed evacuazione dei
lavoratori” D.Lgs. n.626/1994.
-
D.M. del 10.03.1998 “Criteri generali di sicurezza
antincendio e per la gestione dell’emergenza nei luoghi di lavoro”.
-
Norme UNI-VV.FF su impianti antincendio, impianti di
rivelazione degli incendi, impianti di evacuazione fumo e calore, ecc…
-
D.M. del 3.9.2001 “ Modifiche ed integrazioni al D.M.
26.6.1984 concernente classificazione di reazioni al fuoco ed omologazione dei
materiali ai fini della prevenzione degli incendi”.
Movimentazione
manuale dei carichi
descrizione
Durante questa fase vengono adoperati contenitori
per polveri (sacchetti, fustini) della capacità di 25 kg. Per la movimentazione
vengono utilizzati dei carrelli a spinta portati dagli operatori fino al luogo
di preparazione.
danno atteso
Disturbi muscoloscheletrici
interventi prevenzionistici
Per la movimentazione dei contenitori dei principi
attivi, da aggiungere ai miscelatori, dovrebbero essere utilizzati carrelli
elettrici in grado di limitare lo sforzo dell’operatore.
riferimenti normativi
-
Tit.
V e All. 6 del D.Lgs. n. 626 del 1994 e s.m.i.
-
Norma
UNI ISO 938
APPALTI ESTERNI
Può essere appaltata la pulizia ordinaria dei locali
che si svolge a fine giornata lavorativa.
IMPATTO ESTERNO
Scarichi idrici
L’impatto esterno di questa fase lavorativa è essenzialmente dovuto al
lavaggio dei macchinari (vedere la fase “lavaggio e sterilizzazione”).
3.9 - Riempimento dei contenitori e
confezionamento
DESCRIZIONE DELLA FASE
Il gel pronto viene introdotto, tramite tubi a circuito
chiuso, nelle macchine intubettatrici poste in un apposito locale. I
contenitori vuoti, tubetti di plastica o di alluminio sono trasferiti dal
magazzino alla sala riempimento su carrelli spinti dagli addetti stessi.
L’operatore, in questa sala, ha il compito di eseguire l’alimentazione di un
raccoglitore/vasca in acciaio inox con i tubetti vuoti e di una macchina
vibratrice con i tappi di plastica.
I tubetti vengono sollevati ed inviati ad una
spolveratura meccanica attraverso un elevatore meccanico e successivamente,
tramite una guida meccanica, raggiungono i dispenser
della macchina intubettatrice.
Una volta riempiti, i tubetti vengono sigillati a
pressione con dei fondelli di alluminio. Tutta la fase di riempimento, di
sigillatura tubetti e di movimentazione dei tubi pieni è automatizzata.
La consolle di controllo delle linee di confezionamento è
inserita in un quadro di acciaio interno al reparto.
Dalle macchine intubettatrici i prodotti
confezionati nei tubi vengono inviati, tramite un tapis-roulant, ad un’astucciatrice automatica e successivamente ad
una bilancia elettronica per il controllo del peso. Se questa fase è superata
il prodotto viene inviato all’etichettatrice e successivamente inscatolato
tramite un’incartonatrice automatica. Quest’ultima operazione può essere
totalmente manuale: i prodotti arrivano, tramite una guida meccanica, ad un
punto di raccolta da cui l’addetto raccoglie una serie di confezioni e le
sistema all’interno della scatola che costituisce l’ultimo imballaggio di lotto.
Una volta inscatolato il prodotto viene posto su dei pallet di legno
posizionati, in genere, in prossimità della postazione di inscatolamento. Tale
procedura può essere completamente automatizzata oppure manuale. In questo caso
è l’operatore che ha sigillato la scatola che la ripone sul pallet di legno. I
pallet riempiti sono posti su una pedana di carico da cui sono movimentati
tramite carrelli elevatori elettrici fino alla zona d’imballaggio.
ATTREZZATURE E MACCHINE
Carrelli a
spinta manuale
Si tratta di carrelli metallici, con gli angoli smussati per
evitare ferite da urto, dotati di dispositivo frenante.
Vibratore per
tappi di plastica
E’ un alimentatore di tappi di plastica per i
tubetti basato su una guida vibrante che permette la fornitura continua dei
tappi all’intubettatrice automatica.

Fig. 9. Vibratore per tappi
Intubettatrice
Sono macchine in grado di dosare, un’esatta quantità di
preparazione, all’interno dei tubetti e di compiere altre operazioni quali
chiusura e confezionamento finale. Possono essere automatiche o semiautomatiche
a seconda che il caricamento dei tubetti sia manuale o meno. Generalmente il
riempimento avviene tramite un ugello collegato ad un sistema automatico a
pistone. Il tubetto riempito, se d’alluminio, viene chiuso sul fondo con
l’ausilio di pinze che ne schiacciano la porzione terminale, la piegano e la
stringono due volte successive una in un senso e una nell’altro. L’azione delle
pinze è regolata da molle di ritenuta che ne comandano la ritenzione a chiusura
effettuata. Se si tratta di tubetti di plastica questi vengono chiusi per
saldatura a caldo con un fondello.

Fig. 10. Intubettatrice.
Astucciatrice
Sono
macchine che provvedono ad inserire in astucci di cartone l’imballo primario,
entro cui è contenuto il medicamento. Ne esistono di diversi tipi, sia
automatiche che semiautomatiche, con velocità di lavorazione assai variabile ed
adattabili alle diverse esigenze produttive. Sugli astucci vengono stampati
alcuni numeri come la data di confezionamento, il numero di lotto, la data di
scadenza ecc…ad opera di vere e proprie stampanti a secco o ad inchiostro.
Etichettatrice
Si tratta di macchine che applicano sui tubetti etichette
prestampate da incollare o etichette adesive da stampare o prestampate.
Presentano una serie di rulli che trattengono le bobine con le etichette che
ruotando, le applicano ai contenitori. Sono dotate inoltre di stazioni di
controllo dell’etichettatura.
Incartonatrice
Gli astucci, tanto raggruppati che sciolti devono essere
confezionati dentro appositi contenitori per la distribuzione. Tale operazione
può essere effettuata manualmente anche se, per produzioni molto elevate
(superiori ai 10.000 astucci per turno) è conveniente usare incartonatrici
automatiche. Esse provvedono a raggruppare 100-200 astucci, ad inserirli in
contenitori di cartone ondulato ed a sigillare tali contenitori. Su questi
scatoloni, in genere, viene stampato il numero di lotto, la scadenza e/o altre
informazioni utili al riconoscimento nel magazzino di stoccaggio.
Fig. 11. Incartonatrice.
FATTORI DI RISCHIO
In questa fase lavorativa i principali rischi professionali
potenzialmente presenti sono dovuti ai fattori sotto elencati.
Movimentazione
manuale di carichi
descrizione
La movimentazione manuale di carichi, in questa
fase, viene effettuata in maniera continua, per riempire gli alimentatori con
tubi vuoti, fondelli e tappi di plastica. Anche le scatole con i contenitori
vengono scaricati da carrelli manualmente e poste su un ripiano.
Può succedere che anche la procedura di
confezionamento finale sia effettuata manualmente. Durante tale operazione,
l’operatore preleva i contenitori pieni che gli arrivano da una guida meccanica
e li inserisce nelle scatole finali. Queste scatole, a loro volta, sono
spostate dall’addetto su pallet di legno posizionati in vicinanza della
postazione di lavoro.
Stima
Dati sulla movimentazione dei carichi forniti da una
azienda del comparto possono essere
così riassunti:
-
alimentazione
macchina con tubi vuoti: peso 5 Kg con frequenza di 3 atti per minuto;
-
caricamento
tubi pieni su pancale: peso 10,8 Kg con frequenza di 2 atti al minuto;
-
alimentazione
etichettatrice: peso 7 Kg con frequenza di 1 atto al minuto.
E’ da tenere presente che i ritmi di lavoro possono
variare anche sensibilmente a seconda delle esigenze di produzione.
danno atteso
Disturbi muscoloscheletrici
interventi prevenzionistici
Utilizzo di mezzi elettrici o meccanici o di sistemi
automatizzati.
La movimentazione manuale di carichi è consentita fino
a 30 Kg per gli uomini e fino a 25 Kg per le donne. Per pesi maggiori è
necessario l’utilizzo di mezzi adatti e/o effettuare la movimentazione in due
addetti.
riferimenti normativi
-
Tit.
V e All. 6 del D.Lgs. n. 626 del 1994 e s.m.i.
-
Norma
UNI ISO 938
Esposizione a
rumore
descrizione
Le sorgenti sonore in questa fase lavorativa sono:
il vibratore per tappi di plastica, il dispenser, l’intubettatrice,
l’astucciatrice, l’etichettatrice e l’incartonatrice. I livelli di rumore
derivanti da questo tipo di macchine sono rilevanti.
stima
Dati di rumorosità misurata in industrie del comparto sulle macchine per il
caricamento tubi (dispenser) e sul vibratore per i tappi sono risultatati
compresi fra gli 85,5 ed i 90,4 dB(A). I valori del rumore misurato nella postazione
definita “caricamento fondelli” si è attestata fra gli 84,2 e gli 84,5 dB(A).
Il rumore provocato dalle intubettatrici, che sono cofanate, è compreso fra gli
87,9 e gli 88,6 dB(A); per le astucciatrici va da 83,5 ad 84,7 dB(A); per le
etichettatrici da 80,8 a 86,4 dB(A) e per le incartonatrici automatiche da 79,1
a 82,2 dB(A).
danno atteso
Complessivamente, i tempi d’esposizione al rumore
degli addetti al reparto, in mancanza di adeguate misure di protezione, sono
tali da rendere possibili danni uditivi (ipoacusia da rumore) e di danni
extrauditivi.
Oltre ai disturbi della comunicazione e della prestazione lavorativa,
possono insorgere: effetti cardiovascolari (aumento della pressione sanguigna,
ecc…); disturbi psichici (astenia, irritabilità, depressione, insonnia);
disturbi a carico dell’apparato digerente.
interventi prevenzionistici
Nei casi di livelli di esposizione personale
superiori a 80 dB(A) si applicano le misure di prevenzione stabilite dal D.Lgs.
277/91, riassunte nella tabella “Valori limite di esposizione al rumore”,
riportata nel presente documento al Capitolo “Riferimenti normativi di
carattere generale”.
riferimenti normativi
-
Art. 24 "Rumori e scuotimenti" D.P.R. n.303 del
19.03.1956.
-
Capo IV “Protezione dei lavoratori contro i rischi di
esposizione al rumore durante il lavoro” D.Lgs. n.277 del 15.08.1991.
-
D.P.R. n.459 del 24.07.1996 “Regolamento per l’attuazione
delle direttive 89/392/CEE, 91/368/CEE, 93/44/CEE e 93/68/CEE concernenti il
riavvicinamento delle legislazioni degli stati membri relativa alle macchine”
(Direttiva macchine).
Utilizzo di
attrezzature manuali taglienti
Prima di iniziare il riempimento dei contenitori,
gli addetti prelevano i tubetti vuoti da scatole provenienti dal magazzino.
L’apertura di queste scatole può essere effettuata mediante l’uso di corpi
taglienti (trincetti, forbici). L’utilizzo di trincetti e attrezzi simili può
essere causa di ferite da taglio.
danno atteso
Ferite da tagli dovuti all’apertura delle scatole
d’imballaggio con l’uso di corpi taglienti
interventi prevenzionistici
Utilizzo di trincetti a protezione mobile che
lascino scoperta solo la parte necessaria alla lavorazione; guanti antitaglio.
riferimenti normativi
-
Art. 383 "Protezione delle mani" D.P.R. n.547
del 27.04.1955.
-
D.Lgs. 626/94 e s.m.i.
Lavoro in
prossimità di organi meccanici in movimento
descrizione
In questo reparto gli addetti possono essere esposti
al rischio di impigliamento, presa e trascinamento, schiacciamento dovuto a
varie parti delle macchine sopra descritte (intubettatrice, astucciatrice,
etichettatrice, incartonatrice, tapis-roulant).
danno atteso
Ferite e contusioni.
interventi prevenzionistici
Tutte le apparecchiature devono essere recintate o
munite di dispositivi di interblocco meccanico o di fotocellule che impediscano
al personale di accedere alle parti pericolose delle macchine se in movimento.
Ove sia necessario mantenere la visibilità, possono essere eventualmente
realizzate griglie o barre distanziatrici idonee ad impedire che gli arti
dell’addetto possano raggiungere le parti meccaniche in movimento.
Le macchine devono essere dotate di dispositivo di
arresto di emergenza e di dispositivi contro l’avviamento accidentale (ad
esempio il dispositivo che impedisce l’avviamento della macchina in caso di
ritorno intempestivo della alimentazione elettrica dopo che essa era venuta a
mancare per interruzione temporanea). E’ opportuno che il quadro comando sia
dotato di chiave che possa essere tolta dall’addetto prima della pulizia. Per
le operazioni di pulizia, regolazione o manutenzione che dovessero richiedere
l’avviamento della macchina con ripari rimossi, può essere utilizzata una
pulsantiera con avviamento ad impulsi a uomo presente, la quale una volta
inserita escluda il quadro comando e che sia azionabile dall’operatore da una
postazione nella quale sia ben visibile la zona operativa.
Adottare procedure di pulizia standardizzate e
scritte e relativa informazione e formazione degli addetti.
riferimenti normativi
-
D.P.R. n.547 del 1955 e s.m.i.
-
D.Lgs. n.626 del 1994 e s.m.i.
-
D.P.R. n.459 del 24.07.1996 (Direttiva macchine).
Movimentazione
meccanica dei carichi
descrizione
Al termine della fase di confezionamento, le scatole
dei farmaci vengono poste su dei pallet di legno posizionati su di una pedana rialzata.
Da questa, gli addetti alla movimentazione dei carichi, spostano i pallet fino
al magazzino con l’ausilio di muletti elettrici. (vedere la fase: “stoccaggio
in magazzino”).
danno atteso
Schiacciamenti di parti del corpo per rilascio del pallet da
parte dell’apparecchiatura in movimento, per investimento da parte dei muletti.
Ferite e contusioni.
interventi prevenzionistici
e riferimenti normativi
Vedere la fase “movimentazione meccanica dei
carichi”.
APPALTI ESTERNI
Questa fase lavorativa non viene appaltata in quanto
parte centrale del processo produttivo dell’azienda.
IMPATTO ESTERNO
In questa fase lavorativa vengono prodotti rifiuti solidi
costituiti da astucci, scatole danneggiate e scarti d’imballaggio.
Forme farmaceutiche liquide
Nell’industria farmaceutica si
preparano farmaci liquidi sotto forma di soluzioni, emulsioni e sospensioni,
sterili o non sterili, usando tecniche diverse secondo il preparato da
produrre.
Le fasi principali seguite nell’allestimento di una forma
farmaceutica liquida sono: preparazione della soluzione da ripartire in
contenitori adeguati; pulizia e sterilizzazione dei contenitori; ripartizione;
sperlatura; confezionamento. Per i farmaci destinati alla somministrazione in
forma liquida, poco stabili in soluzione, è importante anche la fase di
liofilizzazione.
3.10 - Preparazione della soluzione
DESCRIZIONE DELLA FASE
E’ questa la prima fase operativa per la
preparazione delle forme liquide e consiste nell’addizione di principi attivi
ed eccipienti, solidi o liquidi, in contenitori di acciaio inox (dissolutori) o
in vetro contenenti il solvente. Tale operazione viene effettuata in asepsi
secondo le norme di buona fabbricazione (N.B.F).
I
solventi più impiegati per la preparazione delle forme farmaceutiche liquide
sono l’acqua e l’alcol etilico, anche se quest’ultimo non sempre è richiesto.
L’acqua utilizzata in caso di preparazioni iniettabili è deionizzata, sterile
ed apirogena, cioè non presenta tracce (se non entro limiti previsti) di
microrganismi o di pirogeni (sostanze in grado di provocare un innalzamento
della temperatura corporea).
L’alcol etilico è riposto in cisterne che possono
essere disposte nel sottosuolo e, come l’acqua, viene immesso nel dissolutore
mediante tubazioni con processo totalmente automatico. Per evitare sversamenti
dei liquidi all’esterno, l’imboccatura delle tubazioni nei dissolutori è
assicurata da pinze metalliche (clamps) a chiusura ermetica.
ATTREZZATURE
E MACCHINE
Dissolutori
Sono
costituiti da recipienti d’acciaio inox, sollevati da terra da tre o quattro
gambe per permettere lo scarico del contenuto e per questo provvisti sul fondo
di un adatto rubinetto. Il coperchio può essere mobile o incernierato e
provvisto di opportune guarnizioni. Nel coperchio sono presenti alcune aperture
usate per fissare l’agitatore, il termometro, le condutture per l’immissione di
eventuale gas che favorisce le operazioni di scarico (azoto, CO2) ed
inoltre il tubo di collegamento con la pompa a vuoto. Esternamente al
recipiente, può essere presente una tramoggia di carico per principi attivi che
tramite un sistema di tubazioni raggiunge il dissolutore. I dissolutori
industriali possono essere dotati di camicie esterne per il riscaldamento o il
raffreddamento del contenuto operato tramite la circolazione,
nell’intercapedine, di fluidi a diversa temperatura. I dissolutori di maggiori
dimensioni possono essere dotati di strutture metalliche (scale, ripiani) che
creano piani intermedi utili per l’ispezione delle parti alte dell’apparecchio.
Per
particolari tipi di preparazioni, in cui non è richiesta la solubilizzazione a
caldo, possono essere impiegati anche dissolutori in vetro. Tali macchine sono
dotate di bocche a tenuta per l’aggiunta dei principi attivi e di rubinetti di
prelievo della soluzione. Dal momento che l’immissione delle sostanze viene
effettuata manualmente, questi dissolutori sono posizionati sotto cappe
aspiranti a flusso laminare.
I
dissolutori hanno capacità variabile ma generalmente compresa in alcune
centinaia di litri.

Fig. 12. Dissolutore di vetro.

Fig. 13. Dissolutore in acciaio.
Depolverizzatori
Si tratta di grossi aspirapolvere dotati di un motore, lunghi
tubi flessibili, bocchettoni d’aspirazione, filtri e recipienti di raccolta per
polveri. I sistemi a capacità maggiore sono dotati di un recipiente di raccolta
metallico, contenente come filtro, un manicotto di tela (o un telaio) per il
trattenimento delle polveri. Questi manicotti vengono scossi a tempi determinati
e la polvere può essere stacciata e recuperata o eliminata come scarto di
produzione.
Contenitori per soluzioni
In una delle industrie del comparto,
la soluzione preparata viene passata dal dissolutore a contenitori ambrati che
vengono portati in sala sterile per l’infialettamento. Sono di vetro, di forma
cilindrica, bombati e a disposizione orizzontale; presentano un coperchio con
tappi a tenuta e bocchettoni cui si legano le tubazioni di collegamento alle
macchine infialettatrici. L’utilità di tali contenitori è riconducibile al
fatto che essendo di vetro e facilmente trasportabili, prima di entrare in area
sterile possono essere sterilizzati evitando la contaminazione del prodotto e
dell’area sterile.
Fig. 14. Boccione ambrato.
FATTORI
DI RISCHIO
In questa fase lavorativa i principali rischi professionali
potenzialmente presenti sono dovuti ai fattori sotto elencati.
Lavoro in
ambiente a rischio di esplosione - incendio
descrizione
Durante
questa operazione può essere utilizzato alcol etilico in quantità ingenti. Tale
sostanza è etichettata come facilmente infiammabile (F; R11). L’impiego di
questo rende l’ambiente a rischio di esplosione o incendio.
danno atteso
Lesioni traumatiche, ustioni ed
intossicazioni.
interventi prevenzionistici
-
Limitare
al minimo indispensabile le quantità dei prodotti infiammabili stoccati in
azienda.
-
Stoccaggio corretto dei prodotti infiammabili in locale
separato adeguatamente aerato ovvero in armadi di sicurezza.
-
Impianto
ed apparecchiature elettriche idonee alla classificazione di pericolosità del
luogo ove è installato.
-
Disporre
e fare rispettare il divieto di fumare e usare fiamme libere.
-
Valutazione
del rischio di incendio, predisposizione dei piani di evacuazione e formazione
delle squadre di gestione delle emergenze.
-
Dimensionati
adeguatamente i parametri geometrici dell’impianto di aspirazione in relazione
alla velocità dell’aria aspirata per evitare che all’interno dell’impianto si
formino miscele esplosive.
-
La
protezione antincendio deve prevedere la presenza almeno di estintori
omologati. Nei casi a rischio più elevato può essere opportuno installare un
impianto di spegnimento automatico.
-
Informazione
e formazione dei lavoratori.
riferimenti normativi
-
Art.
19 “Separazione del locali nocivi” D.P.R. n. 303 del 19.03.1956.
-
Art.
20 “Difesa dell’aria dagli inquinamenti con prodotti nocivi” D.P.R. n. 303/56.
-
Tit. II, Art. 13 "Vie d'uscita e di
emergenza", Art. 14 "Porte e portoni" D.P.R. n.547 del
27.04.1955.
-
Tit. II, Capo VI “Difesa contro gli incendi e le scariche
atmosferiche” D.P.R. n.547 del 27.04.1955.
-
Tit. VII, Capo X “Installazioni elettriche in luoghi
dove esistono pericoli di esplosione o incendio” D.P.R. n.547 del 27.04.1955.
-
Tit. VIII "Materie e prodotti pericolosi o
nocivi" D.P.R. n.547 del 27.04.1955.
-
D.M. del 16.02.1982 “Modificazioni del D.M. 27.09.1965,
concernente la determinazione delle attività soggette alle visite di
prevenzione incendi”.
-
D.P.R. n.577 del 29.07.1982 “Approvazione del
regolamento concernente l’espletamento dei servizi antincendio”.
-
D.M.I. del 08.03.1985 "Direttive sulle misure più
urgenti ed essenziali di prevenzione incendi ai fini del rilascio del nullaosta
provvisorio di cui alla legge 7 dicembre 1984, n. 818".
-
D.M.Ind.
del 01.03.1989 "Recepimento della direttiva CEE/88/571, sull'aggiornamento
al progresso tecnico dei metodi di protezione del materiale elettrico
antideflagrante"
-
Art. 4 "Obblighi del datore di lavoro, del
dirigente e del preposto", comma 5 lettera a) e lettera q) del D.Lgs.
n.626 del 19.09.1994 (con successive modifiche e integrazioni) “Attuazione
delle direttive 89/391/CEE, 89/654/CEE, 89/655/CEE, 89/656/CEE, 90/269/CEE, 90/270/CEE, 90/394/CEE, 90/679/CEE,
93/88/CEE, 97/42/CE e 99/38/CE riguardanti il miglioramento della sicurezza e
della salute dei lavoratori durante il lavoro”.
-
Art. 12 e 13 “Prevenzione incendi ed evacuazione dei
lavoratori” D.Lgs. n.626/1994.
-
D.M. del 10.03.1998 “Criteri generali di sicurezza
antincendio e per la gestione dell’emergenza nei luoghi di lavoro”.
-
Norme UNI-VV.FF su impianti antincendio, impianti di
rivelazione degli incendi, impianti di evacuazione fumo e calore, ecc…
-
D.M. del 3.9.2001 “ Modifiche ed integrazioni al D.M.
26.6.1984 concernente classificazione di reazioni al fuoco ed omologazione dei
materiali ai fini della prevenzione degli incendi”.
Movimentazione
manuale di carichi
descrizione
La movimentazione manuale di carichi, in questa
fase, viene effettuata per riempire il dissolutore con principio attivo ed
eventuali eccipienti. I fustini, contenenti le polveri e provenienti dalla sala
pesate, hanno un peso stimabile fra 1 e 30 Kg. L’operatore può eseguire questa
operazione una o due volte durante il turno di lavoro.
danno atteso
Disturbi muscoloscheletrici
interventi prevenzionistici
Utilizzo di mezzi elettrici o meccanici o di sistemi
automatizzati di caricamento.
La movimentazione manuale di carichi è consentita
fino a 30 Kg per gli uomini e fino a 25 Kg per le donne. Per pesi maggiori è
necessario l’utilizzo di mezzi adatti e/o effettuare la movimentazione in due addetti.
Informazione e formazione degli addetti.
riferimenti normativi
-
Tit. V e All. 6 del D.Lgs. n.626 del 10.09.1994.
-
Norma UNI ISO 938
Esposizioni a
polveri
descrizione
Durante la fase di caricamento dei dissolutori con
principi attivi o eccipienti, l’operatore può effettuare la manovra
manualmente, o in maniera semiautomatica, utilizzando ad esempio, una lancia
metallica collegata ad un aspiratore, da inserire nei fustini.
danno atteso
Danni specifici da esposizione ai principi attivi
utilizzati.
interventi prevenzionistici
-
Utilizzo
di sistemi di caricamento chiusi e completamente automatizzati.
-
Sistemi
di aspirazione localizzata, ad esempio in una azienda del comparto le bocche di
carico del materiale chimico (principio attivi e/o eccipienti) nei dissolutori
presentano, sul bordo superiore, aspiratori in corrente d’aria che sono
azionati dagli addetti prima di avviare il travaso del principio attivo o di
altra sostanza chimica, con l’obiettivo di minimizzare l’esposizione a tali
composti.
-
Utilizzo
di caschi protettivi con filtri assoluti.
-
Informazione
e formazione degli addetti.
riferimenti normativi
-
D.P.R. n. 303/1956 e s.m.i.
-
D.P.R. n. 626/1994 e s.m.i.
APPALTI ESTERNI
Questa fase lavorativa, ove presente, non viene
appaltata in quanto parte centrale del processo produttivo dell’azienda.
IMPATTO
ESTERNO
In questa fase lavorativa vengono prodotti rifiuti solidi
costituiti da astucci, scatole danneggiate e scarti d’imballaggio.
3.11 - sterilizzazione dei
contenitori
DESCRIZIONE
DELLA FASE
I
materiali provenienti dal magazzino dei contenitori, situato in un locale
esterno, raggiungono un locale di stoccaggio dove vengono preparati per
l’accesso al reparto. Le fiale vuote, contenute in scatole di cartone vengono
sistemate manualmente dal pallet di legno a vassoi in alluminio.
I
vassoi contenti le fiale o i flaconi vuoti vengono, quindi, trasferiti in un
locale in cui sono presenti delle autoclavi. Queste macchine hanno una doppia
apertura, una nella zona di caricamento e l’altra in zona sterile. Al termine
della sterilizzazione, ad autoclave chiusa, viene aperta la porta della camera
sterile ed i contenitori vengono prelevati per il riempimento. I contenitori
vuoti, se di vetro, vengono in genere, sterilizzati e depirogenati utilizzando
calore secco a 230°C per un’ora. In questo processo le pareti esterne della
macchina, per quanto termoisolate, possono raggiungere temperature valutate
intorno ai 40-50°C.
Fig. 15. Dispositivi di apertura
dell’autoclave in camera sterile.
ATTREZZATURE
E MACCHINE
Autoclavi
Per la descrizione del
funzionamento di queste macchine vedi paragrafo 3.3.
Carrelli a
spinta manuale
Si tratta di carrelli metallici, con gli angoli smussati per
evitare ferite da urto, dotati di dispositivo frenante.
FATTORI
DI RISCHIO
In questa fase lavorativa i principali rischi professionali
potenzialmente presenti sono dovuti ai fattori sotto elencati.
Movimentazione
manuale di carichi, movimenti ripetitivi degli arti superiori
descrizione
Durante questa fase l’operatore esegue manualmente
il caricamento e lo scaricamento dei contenitori vuoti nelle autoclavi. Inoltre
può trasportare a spinta, con l’ausilio di carrelli, i vassoi di contenitori
vuoti dal magazzino al locale con le autoclavi.
stima
Secondo quanto dichiarato da una azienda del comparto questa operazione può essere
effettuata da un addetto dalle 35 alle 75 volte per ogni turno lavorativo (di
otto ore) con carichi da 1,5 a 5 Kg ciascuno. Si tenga presente che i dati
sopra riportati sono solo indicativi perché il numero dei movimenti effettuati
dai lavoratori può cambiare considerevolmente in relazione alle esigenze
produttive.
danno atteso
Disturbi muscoloscheletrici
interventi prevenzionistici
-
Utilizzo
di mezzi elettrici o meccanici o di sistemi automatizzati di caricamento.
-
Valutazione
del carico di lavoro individuale allo scopo di attuare una corretta
organizzazione del lavoro, prevedendo ritmi accettabili, pause, turnazione
della mansione.
-
La
movimentazione manuale di carichi è consentita fino a 30 Kg per gli uomini e
fino a 25 Kg per le donne. Per pesi maggiori è necessario l’utilizzo di mezzi
adatti e/o effettuare la movimentazione in due addetti.
-
Informazione
e formazione degli addetti.
riferimenti normativi
-
Tit.
V e All. 6 del D.Lgs. n. 626 del 1994 e s.m.i.
-
Norma
UNI ISO 938
Lavori in
prossimità di superfici calde
descrizione
Durante la fase d’apertura dei forni e delle
autoclavi, le pareti esterne possono essere surriscaldate e raggiungere
temperature comprese fra i 40 ed i 50°C.
danno atteso
Ustioni per contatto accidentale dell’operatore con
parti calde della macchina.
interventi prevenzionistici
-
Utilizzare
apparecchi con pareti coibentate.
-
Corretta
organizzazione del lavoro; ad esempio l’operazione di sterilizzazione potrebbe
essere effettuata nelle ore notturne in maniera tale che l’apertura dei forni
avvenga di mattina, quando i materiali hanno raggiunto la temperatura
ambientale.
-
Indossare
D.P.I. (guanti, grembiuli, ecc…).
-
Informazione
e formazione dei lavoratori.
riferimenti normativi
-
Art. 240 "Protezione delle pareti esterne a temperatura
elevata" D.P.R. n.547 del 27.04.1955.
-
Art. 378 "Abbigliamento" e Art. 379 "Indumenti
di protezione" D.P.R. n.547 del 27.04.1955.
-
D.Lgs. 626 del 1994 e s.m.i.
-
Norma UNI EN 563 del 30.06.95 Sicurezza del macchinario. Temperature delle superfici di contatto.
Dati ergonomici per stabilire i valori limite di temperatura per le superfici
calde. La norma presenta i dati ergonomici e il loro uso per stabilire i
valori limite di temperatura per superfici calde e per la valutazione dei
rischi di ustione.
Utilizzo di
attrezzature manuali taglienti
Nel magazzino di stoccaggio, gli addetti prelevano i
contenitori vuoti da scatole la cui apertura può essere effettuata mediante
l’uso di corpi taglienti (trincetti, forbici).
danno atteso
Ferite o tagli dovuti all’apertura delle scatole
d’imballaggio con l’uso di corpi taglienti
interventi prevenzionistici
-
Utilizzare utensili provvisti di sicurezza antitaglio
(trincetti con lama retrattile).
-
Indossare D.P.I. (guanti e grembiuli antitaglio).
-
Informazione e formazione degli addetti.
riferimenti normativi
-
Art. 383 "Protezione delle mani" D.P.R. n.547
del 27.04.1955.
-
D.Lgs. 626/94 e s.m.i.
APPALTI ESTERNI
Questa fase lavorativa non viene appaltata.
IMPATTO ESTERNO
Questa fase non produce significativi impatti
esterni.
3.12 – Ripartizione del liquido
nei contenitori
DESCRIZIONE
DELLA FASE
Questa
fase viene effettuata in un reparto completamente sterile in cui ci si può
accedere solo con particolare vestiario come riportato in Farmacopea Ufficiale
X Ed. L’ambiente di lavoro, al fine del mantenimento delle condizioni migliori
di sterilità è dotato di un microclima particolare in riferimento a temperatura
e ad umidità. Nelle industrie del comparto
visitate, la durata dei turni di lavoro in questi ambienti chiusi all'esterno
varia fra le due e le tre ore.
I
contenitori vuoti, sterilizzati e depirogenati in autoclave, sono prelevati
dagli addetti del reparto che provvedono al carico del trasportatore delle
riempitrici. Successivamente, le fiale o i flaconi, vengono in sequenza aperte,
riempite e saldate con fiamma di GPL ed ossigeno e successivamente scaricate in
un vassoio di acciaio inox.
Prima
di essere infialata la soluzione del farmaco viene sterilizzata mediante
filtrazione da 0,22 µm. La soluzione filtrata viene raccolta, all’interno del
reparto sterile, in palloni di vetro o acciaio inox preventivamente
sterilizzati e depirogenati a 230 °C per un’ora. Da questi palloni, la
soluzione raggiunge le macchine infialettatrici mediante un sistema di
tubazioni automatizzato. Può succedere che, durante il riempimento delle fiale,
anche esso automatico, alcune di esse possano rompersi. Una volta riempite, le
fiale vengono prelevate da un addetto e caricate su vassoi di alluminio (per un
peso complessivo di circa 5 Kg per unità) e posti su di un carrello dotato di
ruote e freno. Una volta riempito il carrello questi vassoi vengono portati in
prossimità di un’autoclave e spinti all’interno da due operatori. La
sterilizzazione delle fiale piene (a 121°C) viene effettuata solo se il
principio attivo è termoresistente. Una volta sterilizzate, le fiale riempite
vengono sistemate su una pedana in alluminio ed inviate in una camera calda per
l’asciugatura. L’operatore addetto a tale mansione rimane all’interno di tale
stanza solo per il tempo necessario alla movimentazione del carrello e non
oltre i trenta minuti per turno lavorativo. Dopo 12 ore di stoccaggio in tale
area le fiale sono inviate alla sperlatura e poi al confezionamento.
Gli aghi, i palloni di vetro, le gomme di processo
le siringhe ed i filtri vengono lavate e sterilizzate in un locale esterno con
un autoclave a doppia porta, comunicante con la zona sterile con una delle due
porte. Questo locale, in cui lavora un addetto, è dotato di termosaldatrice che
viene utilizzata per sigillare gli aghi ed altro materiale prima di effettuare
la sterilizzazione.
ATTREZZATURE
E MACCHINE
Infialettatrici o inflaconatrici
La macchina infialettatrice esegue le seguenti
operazioni:
-
introduzione
delle fiale (flaconi), già contenute in appositi cestelli, sul vassoio
portafiale (operazione che può essere anche manuale);
-
eventuale
apertura se si tratta di fiale chiuse;
-
spostamento
delle fiale (flaconi) sotto gli aghi di riempimento delle siringhe dosatrici;
-
inserimento
degli aghi nel collo delle fiale (flaconi);
-
riempimento
delle fiale (flaconi) con la quantità opportuna di soluzione ed eventuale
erogazione di gas inerte;
-
spostamento
delle fiale (flaconi) nella zona di chiusura;
-
saldatura
delle fiale (flaconi);
-
allontanamento
delle fiale (flaconi) chiuse e raccolta in un apposito vassoio.
L’apertura delle fiale può essere effettuata o per
incisione oppure per fusione della punta. Nel primo caso, la fiala introdotta
nel portafiale viene capovolta, incisa sul collo per mezzo di una taglierina
circolare e poi aperta con una leggera pressione. Nel secondo caso la fiala
viene leggermente riscaldata sul collo per far dilatare l’aria in essa
contenuta, quindi intaccata dalla fiamma sulla punta, aperta con una leggera
pressione e arrotondata sempre con il fuoco.

Fig. 16. Aghi per inflaconamento.

Fig. 17. Inflaconatrice.
FATTORI
DI RISCHIO
In questa fase lavorativa i principali rischi professionali
potenzialmente presenti sono dovuti ai fattori sotto elencati.
Movimentazione
manuale di carichi, movimenti ripetitivi degli arti superiori
descrizione
Durante questa fase gli addetti eseguono manualmente
lo scaricamento delle fiale vuote dall’autoclave; il caricamento di queste
nelle infialettatrici; il caricamento dei vassoi d’alluminio per la
sterilizzazione; lo scaricamento dall’autoclave ed il trasporto nella camera
per l’asciugatura.
stima
Secondo quanto dichiarato da una azienda del comparto, su un turno d’otto ore, è
stato calcolato che ogni addetto esegue da 35 a 75 movimenti, per la
movimentazione di vassoi con contenitori vuoti (circa 5 Kg l’uno) e da 18 a 36
movimenti per quella di vassoi con contenitori pieni (7-9 Kg l’uno).
E’ da tenere presente che i ritmi di lavoro possono
variare sensibilmente a seconda delle esigenze produttive.
danno atteso
Disturbi muscoloscheletrici
interventi prevenzionistici
-
Utilizzo
di mezzi elettrici o meccanici o di sistemi automatizzati di caricamento.
-
Valutazione
del carico di lavoro individuale allo scopo di attuare una corretta
organizzazione del lavoro, prevedendo ritmi accettabili, pause, turnazione
della mansione.
-
La
movimentazione manuale di carichi è consentita fino a 30 Kg per gli uomini e
fino a 25 Kg per le donne. Per pesi maggiori è necessario l’utilizzo di mezzi
adatti e/o effettuare la movimentazione in due addetti.
-
Informazione
e formazione degli addetti.
riferimenti normativi
-
Tit.
V e All. 6 del D.Lgs. n. 626 del 1994 e s.m.i.
-
Norma
UNI ISO 938
Contatto con
superfici calde
descrizione
Durante la fase d’apertura dei forni e delle
autoclavi, le pareti esterne possono essere surriscaldate e raggiungere
temperature comprese fra i 40 ed i 50°C.
danno atteso
Ustioni per contatto accidentale dell’operatore con
parti calde della macchina.
interventi prevenzionistici
-
Utilizzare
apparecchi con pareti coibentate; ad esempio le autoclavi possono essere dotate
di un’intercapedine, posizionata far l’interno e la parete esterna, allo scopo
di impedisce la propagazione del calore verso l’esterno.
-
Corretta
organizzazione del lavoro; ad esempio l’operazione di sterilizzazione potrebbe
essere effettuata nelle ore notturne in maniera tale che l’apertura dei forni
avvenga di mattina, quando i materiali hanno raggiunto la temperatura
ambientale.
-
Indossare
D.P.I. (guanti, grembiuli, ecc…).
-
Informazione
e formazione dei lavoratori.
riferimenti normativi
-
Art. 240 "Protezione delle pareti esterne a temperatura
elevata" D.P.R. n.547 del 27.04.1955.
-
Art. 378 "Abbigliamento" e Art. 379 "Indumenti
di protezione" D.P.R. n.547 del 27.04.1955.
-
D.Lgs. 626 del 1994 e s.m.i.
-
Norma UNI EN 563 del 30.06.95 Sicurezza del macchinario. Temperature delle superfici di contatto.
Dati ergonomici per stabilire i valori limite di temperatura per le superfici
calde. La norma presenta i dati ergonomici e il loro uso per stabilire i
valori limite di temperatura per superfici calde e per la valutazione dei
rischi di ustione.
Manipolazione
di materiale frangibile
descrizione
Durante l’infialatura può succedere che alcuni contenitori
possano rompersi e le schegge possono essere proiettate. In tal caso, l’addetto
sposta manualmente i frammenti formatisi. A fine turno, come detto, trattandosi
di ambiente sterile e quindi non accessibile a personale addetto alle pulizie,
sarà l’operatore interno al reparto che effettuerà una pulizia superficiale
delle fiale rotte presenti sul pavimento. In tale contesto, gli addetti possono
incorrere in ferite o tagli durante il turno di lavoro.
danno atteso
Ferite o tagli dovuti alla manipolazione di fiale e/o
flaconi di vetro rotti
interventi prevenzionistici
L’addetto al riempimento deve indossare occhiali di sicurezza
con paratie laterali per evitare di essere colpito in caso proiezione di
eventuali frammenti di vetro.
Utilizzo di guanti antitaglio.
Informazione e formazione degli addetti.
riferimenti normativi
-
Art. 383 "Protezione delle mani" D.P.R. n.547
del 27.04.1955.
-
D.Lgs. 626/94 e s.m.i.
Esposizione a
microclima sfavorevole caldo-umido
descrizione
La lavorazione in ambienti sterili comporta che l’operatore,
durante il turno, si trovi in ambienti dotati di condizionamento dell’aria con
temperatura e umidità controllate. I valori di temperatura sono compresi fra i
20 ed i 25°C e l’umidità relativa è di circa il 60%. Grandi variazioni di
condizioni ambientali, fra l’esterno e l’interno del reparto, possono arrecare
disturbi al personale.
Inoltre, gli addetti alla movimentazione dei carichi del reparto
sterile hanno come compito quello di spingere le fiale già sterilizzate in
autoclave, all’interno di una stanza con temperatura e umidità ulteriormente
modificate. I tempi di permanenza all’interno di queste stanze sono,
generalmente, molto bassi e limitatati al carico e scarico della camera.
danno atteso
Disturbi da sconfort
termico, riduzione della capacità lavorativa, stress psicofisico.
interventi prevenzionistici
Nelle situazioni di maggior esposizione a stress
termico, è utile prevedere l’uso di un abbigliamento idoneo specifico, in
relazione al rischio di esposizione ad elevata temperatura, oltre a prevedere,
nell’organizzazione del lavoro idonei periodi di acclimatamento.
E’ fondamentale una corretta organizzazione del
lavoro e l’informazione e formazione del personale.
riferimenti normativi
-
D.P.R. 303 del 1956 e s.m.i.
-
Art. 378 "Abbigliamento" e Art. 379 "Indumenti
di protezione" D.P.R. n.547 del 27.04.1955.
-
D.Lgs. 626 del 1994 e s.m.i.

Fig. 18. Camera sterile.
Lavoro in
prossimità di organi meccanici in movimento
descrizione
In questo reparto gli addetti possono essere esposti
al rischio di impigliamento, presa e trascinamento, schiacciamento dovuto alla
possibilità di venire a contatto con varie parti dell’impianto (principalmente
infialettatrice, e tapis-roulant).
danno atteso
Ferite o contusioni.
interventi prevenzionistici
Tutte le apparecchiature devono essere recintate o
munite di dispositivi di interblocco meccanico o di fotocellule che impediscano
al personale di accedere alle parti pericolose delle macchine se in movimento.
Ove sia necessario mantenere la visibilità, possono essere eventualmente
realizzate griglie o barre distanziatrici idonee ad impedire che gli arti
dell’addetto possano raggiungere le parti meccaniche in movimento.
Le macchine devono essere dotate di dispositivo di
arresto di emergenza e di dispositivi contro l’avviamento accidentale (ad
esempio il dispositivo che impedisce l’avviamento della macchina in caso di
ritorno intempestivo della alimentazione elettrica dopo che essa era venuta a
mancare per interruzione temporanea). E’ opportuno che il quadro comando sia
dotato di chiave che possa essere tolta dall’addetto prima della pulizia. Per
le operazioni di pulizia, regolazione o manutenzione che dovessero richiedere
l’avviamento della macchina con ripari rimossi, può essere utilizzata una
pulsantiera con avviamento ad impulsi a uomo presente, la quale una volta
inserita escluda il quadro comando e che sia azionabile dall’operatore da una
postazione nella quale sia ben visibile la zona operativa.
Adottare procedure di pulizia standardizzate e
scritte e relativa informazione e formazione degli addetti.
riferimenti normativi
-
D.P.R. n.547 del 1955 e s.m.i.
-
D.Lgs. n.626 del 1994 e s.m.i.
-
D.P.R. n.459 del 24.07.1996 (Direttiva macchine).
APPALTI ESTERNI
La pulizia periodica del reparto sterile può essere
appaltata ad una azienda esterna ed ha l’obiettivo di rimuovere i frammenti di
vetro dalle infialettatrici che la pulizia grossolana giornaliera degli addetti
del reparto non può effettuare.
IMPATTO ESTERNO
Produzione di rifiuti
In questa fase si producono rifiuti solidi
costituiti da fiale di vetro rotte.
3.13 - Sperlatura
DESCRIZIONE
DELLA FASE
La sperlatura rappresenta l’ultimo controllo che viene
effettuato sulle fiale piene prima di essere confezionate. Essa consente di
individuare la presenza di eventuali particelle estranee nella soluzione, quali
ad esempio frammenti di vetro, di fibre, di metallo. Quest’operazione può
avvenire tramite un controllo visivo effettuato da personale particolarmente
addestrato o mediante apparecchiature elettroniche.
Quando la sperlatura viene effettuata automaticamente è
necessario caricare in continuo la macchina sperlatrice. Tale procedura, che
può essere manuale o automatica, consiste nel deporre su una guida meccanica
posta in leggera pendenza le fiale piene che provengono dal reparto sterile.
Questa guida convoglia le fiale ad una stazione di controllo chiusa, dove
vengono inserite su un binario e sottoposte ad un movimento rotatorio che
solleva le particelle eventualmente presenti. Durante questo movimento le fiale
sono sottoposte al raggio di una sorgente I.R che individua le particelle in
sospensione e le elimina automaticamente. Le fiale analizzate vengono
convogliate all’esterno tramite un nastro trasportatore e raccolte in un
vassoio di alluminio. La sperlatura può essere effettuata anche senza l’ausilio
di macchinari: davanti alla stazione è seduto un addetto che con una lente di
ingrandimento osserva in controluce le fiale in rotazione illuminate da una
lampada. L’operatore in questione che individua una fiala difettosa, aziona un
dispositivo a botola che la fa cadere in un raccoglitore. Al termine di questa
prima fase, viene effettuato un secondo controllo visivo, per stabilire se il
livello di riempimento delle fiale è stato corretto. In questo caso, l’addetto
controlla il volume di riempimento di una fila unica di fiale, poste in un
contenitore speciale, ruotandole con un movimento delle braccia. Effettuata
quest’operazione dispone le fiale piene su un vassoio destinato alla zona di
confezionamento.
ATTREZZATURE
E MACCHINE
Sperlatrice
automatica
Questa macchina è costituita da un convogliatore per fiale che
può essere caricato manualmente, da un box chiuso, al cui interno è presente
una stazione di controllo in cui le fiale vengono sottoposte ad un movimento rotatorio.
All’interno del box si trova una lampada I.R che analizza le fiale individuando
eventuali particelle in sospensione sulla base di una taratura effettuata con
particelle standard. Individuata una fiala anomala viene convogliata in un
raccoglitore secondario tramite un nastro trasportatore. Le fiale buone vengono
convogliate all’esterno, anche esse tramite un nastro
trasportatore, e raccolte in un vassoio di alluminio.

Fig. 19. Sperlatrice automatica.
FATTORI
DI RISCHIO
In questa fase lavorativa i principali rischi professionali
potenzialmente presenti sono dovuti ai fattori sotto elencati.
Movimentazione
manuale di carichi, movimenti ripetitivi degli arti superiori
descrizione
Durante questa fase gli addetti possono eseguire
manualmente il caricamento della sperlatrice automatica o del nastro
trasportatore per la sperlatura visiva.
È anche effettuata la movimentazione manuale dei
vassoi contenenti le fiale piene, su pallet, presenti nella sala sperlatura,
destinati al reparto confezionamento.
stima
Come esempio riportiamo quanto dichiarato da una
azienda del comparto
-
alimentazione
sperlatrice automatica: peso di 7 Kg con frequenza di 1 atto al minuto;
-
sperlatura
visiva fiale: l’addetto lavora per quattro ore effettuando circa 20 movimenti
di rotazione al minuto;
-
confezionamento
e posizionamento fiale sperlate: peso 6 Kg con frequenza di 1 atto al minuto.
E’ da tenere presente che i ritmi di lavoro possono
variare sensibilmente a seconda delle esigenze produttive.
danno atteso
Disturbi muscoloscheletrici
interventi prevenzionistici
-
Utilizzo
di mezzi elettrici o meccanici o di sistemi automatizzati di caricamento.
-
Valutazione
del carico di lavoro individuale allo scopo di attuare una corretta
organizzazione del lavoro, prevedendo ritmi accettabili, pause, turnazione
della mansione.
-
La
movimentazione manuale di carichi è consentita fino a 30 Kg per gli uomini e
fino a 25 Kg per le donne. Per pesi maggiori è necessario l’utilizzo di mezzi
adatti e/o effettuare la movimentazione in due addetti.
-
Informazione
e formazione degli addetti.
riferimenti normativi
-
Tit.
V e All. 6 del D.Lgs. n. 626 del 1994 e s.m.i.
-
Norma
UNI ISO 938
Lavoro in
prossimità di organi meccanici in movimento
descrizione
In questo reparto gli addetti possono essere esposti
al rischio d’impigliamento, presa e trascinamento, schiacciamento dovuto ad
alcune parti dell’impianto, principalmente guide meccaniche e tapis-roulant.
danno atteso
Ferite e contusioni.
interventi prevenzionistici
Tutte le apparecchiature devono essere recintate o
munite di dispositivi di interblocco meccanico o di fotocellule che impediscano
al personale di accedere alle parti pericolose delle macchine se in movimento.
Ove sia necessario mantenere la visibilità, possono essere eventualmente
realizzate griglie o barre distanziatrici idonee ad impedire che gli arti
dell’addetto possano raggiungere le parti meccaniche in movimento.
Le macchine devono essere dotate di dispositivo di
arresto di emergenza e di dispositivi contro l’avviamento accidentale (ad
esempio il dispositivo che impedisce l’avviamento della macchina in caso di
ritorno intempestivo della alimentazione elettrica dopo che essa era venuta a
mancare per interruzione temporanea). E’ opportuno che il quadro comando sia
dotato di chiave che possa essere tolta dall’addetto prima della pulizia. Per
le operazioni di pulizia, regolazione o manutenzione che dovessero richiedere
l’avviamento della macchina con ripari rimossi, può essere utilizzata una
pulsantiera con avviamento ad impulsi a uomo presente, la quale una volta
inserita escluda il quadro comando e che sia azionabile dall’operatore da una
postazione nella quale sia ben visibile la zona operativa.
Adottare procedure di pulizia standardizzate e
scritte e relativa informazione e formazione degli addetti.
riferimenti normativi
-
D.P.R. n.547 del 1955 e s.m.i.
-
D.Lgs. n.626 del 1994 e s.m.i.
-
D.P.R. n.459 del 24.07.1996 (Direttiva macchine).
Contatto con
oggetti taglienti
descrizione
Durante l’operazione di sperlatura gli addetti
passano la mano sopra le fiale per verificare la presenza di eventuali
imperfezioni non rilevate dalla macchina, con conseguente rischio di tagli.
danno atteso
Ferite da taglio alle mani.
interventi prevenzionistici
-
Taratura
e controllo sulle macchine saldatrici delle fiale per evitare imperfezioni.
-
Indossare
D.P.I. (guanti).
-
Informazione
e formazione.
riferimenti normativi
-
D.Lgs.
626/94 e s.m.i.
Impegno
visivo, posture
descrizione
Il controllo visivo dei volumi delle fiale richiede
all’addetto un impegno visivo prolungato (4 ore al giorno) ravvicinato,
protratto e statico oltre alla fissità della posizione seduta.
danno atteso
-
In
situazioni di sovraccarico dell’apparato visivo possono insorgere disturbi
reversibili quali bruciori, lacrimazione, secchezza, senso di corpo estraneo,
ammiccamento frequente, fastidio alla luce, pesantezza, visione annebbiata,
visione sdoppiata, stanchezza durante la visione protratta da vicino. Questi
disturbi nel loro complesso costituiscono la sindrome da fatica visiva
(astenopia). L’affaticamento visivo ed il movimento alto-basso possono favorire
l’insorgenza di nistagmo verticale. Tali disturbi, in talune condizioni,
possono manifestarsi maggiormente in caso siano presenti negli addetti difetti
visivi (presbiopia, ipermetropia, astigmatismo, miopia) non o mal corretti.
-
Disturbi
muscolo scheletrici.
-
Fatica
mentale.
interventi prevenzionistici
-
Utilizzo di macchine sperlatrici completamente automatiche.
-
Il
sistema di illuminazione deve essere realizzato in modo tale da garantire la
posizione corretta rispetto al punto di applicazione, sul quale i valori di
illuminamento devono essere idonei alla finezza che il lavoro richiede. È
opportuno utilizzare lampade a bassa luminanza (e quindi minor abbagliamento),
minimo calore e gradevole colore, ad esempio le lampade a scarica di vapori
fluorescenti in genere possono essere considerate idonee. Al fine di ridurre la
possibilità di esposizione alle radiazioni ultraviolette, è bene che le lampade
siano installate ad una opportuna distanza (ad esempio almeno 1 metro) dalla
testa dell’operatore; per un illuminamento migliore possibile è opportuno
disporre le lampade secondo la regola dei 30 gradi, in modo tale da non entrare
nel campo visivo dell’operatore mentre lavora. L’installazione elettrica deve
essere realizzata in modo tale da evitare lo sfarfallamento dell’illuminazione
(ad esempio installando le lampade sulle tre fasi dell’impianto elettrico
trifase).
-
Progettazione
corretta del posto di lavoro, tenendo in debita considerazione, oltre agli
aspetti ergonomici posturali (in particolare della schiena, degli arti
superiori e delle gambe), anche la posizione rispetto al sistema di
illuminazione; è bene che le superfici di lavoro siano opache in modo da
evitare riflessi che possono essere causa di abbagliamento.
-
Sottoporre
gli addetti ad un controllo dell’apparato oculo-visivo, prima che vengano
assegnati a mansioni che comportano un impegno visivo ravvicinato per buona
parte del turno, al fine di evidenziare eventuali difetti visivi (miopia,
astigmatismo, ecc…) di cui il soggetto sia già portatore e correggerle
adeguatamente, anche se lievi, per evitare un ulteriore sforzo visivo durante
il lavoro.
-
Mantenere un adeguato microclima nell’ambiente di lavoro.
-
Corretta organizzazione dei lavoro, pause, turnazione della
mansione.
-
Sorveglianza sanitaria.
-
Informazione e formazione degli addetti.
riferimenti normativi
-
D.P.R. n. 626/1994 e s.m.i.
Fig. 20. Sperlatura visiva.
APPALTI ESTERNI
Questa fase operativa non viene, in genere,
appaltata.
IMPATTO ESTERNO
Produzione di rifiuti
In questa fase si producono rifiuti solidi costituiti da fiale
di scarto.
3.14 - Confezionamento
DESCRIZIONE DELLA FASE
In questa fase viene effettuato il confezionamento finale delle fiale o dei
flaconi derivanti dal reparto sperlatura. Le fiale piene arrivano al reparto
confezionamento, su vassoi di alluminio posti su carrelli elettrici o meccanici
trasportati dagli addetti alla movimentazione. Da questi, un addetto le pone su
un tapis roulant grazie al quale le fiale passano in sequenza da una macchina
astucciatrice, ad una blisteratrice, ad una bollinatrice automatica e ad
un’incartonatrice. Il caricamento di queste macchine viene effettuato
manualmente dagli addetti al confezionamento che prelevano le bobine di plastica,
d’alluminio e i pacchi di astucci vuoti posti su pallet all’interno della sala.
Fig. 21. Materiale di confezionamento.
L’operazione di incartonamento può essere effettuata anche
manualmente. Una volta inserite nelle scatole finali di lotto, le confezioni
vengono poste manualmente su dei pallet di legno attigui alla postazione di
raccolta e da qui vengono inviate, con carrelli elevatori elettrici, al reparto
stoccaggio materiale finito. Tutte le macchine che si trovano lungo la guida meccanica
e cioè l’astucciatrice, la bollinatrice e l’incartonatrice devono essere
confinate con boxature, recinzioni e dispositivi meccanici o elettrici che
evitino al personale di accedere alle macchine in movimento.
ATTREZZATURE
E MACCHINE
Blisteratrice, bollinatrice e astucciatrice
E’
una macchina completa costituita da più stazioni operative in contemporanea. La
prima stazione è costituita da un apparecchio che forgia un foglio di polimero
(generalmente PVC), fino a creare l’alveolo in cui vengono a trovarsi le fiale.
Questo, tramite una guida meccanica viene inviato ad una blisteratrice che
incolla un foglietto di alluminio (blister) sul contenitore di plastica delle
fiale. Da questa postazione, passano ad una bollinatrice che imprime i dati
previsti sull’alluminio. Una volta raggiunto un certo numero di confezioni,
queste passano alla stazione in cui è presente l’astucciatrice automatica.

Fig. 22. Blisteratrice.
Incartonatrice
Per la questa macchina vedere la trattazione riportata per le forme semisolide.
Fig. 23. Incartonatrice.
FATTORI
DI RISCHIO
In questa fase lavorativa i principali rischi professionali
potenzialmente presenti sono dovuti ai fattori sotto elencati.
Movimentazione
manuale di carichi
descrizione
Durante questa fase gli addetti possono eseguire
manualmente il caricamento delle fiale sulla guida meccanica, il caricamento
dei pallet a fine confezionamento, l’inscatolamento, il caricamento dei
macchinari con gli astucci vuoti, con i foglietti illustrativi con le etichette.
stima
Come esempio riportiamo quanto dichiarato da una
azienda del comparto:
-
per
le scatole di astucci vuoti da 4 Kg un operatore esegue circa 10 movimentazioni
per turno di 8 ore;
-
per
le bobine di etichette del peso di circa 2 Kg un addetto esegue 1-2
movimentazioni per turno;
-
per
le bobine dei foglietti illustrativi da 15 Kg un addetto esegue 1-2
movimentazioni per turno;
-
per
il carico dei vassoi con le fiale piene, del peso di 7-9 Kg sono effettuati da
20 a 40 spostamenti per turno;
-
per
lo scarico di fondo linea con il materiale inscatolato un operatore movimenta
pesi compresi fra 250 g e 1,4 Kg da 250 a 1.000 volte per turno.
E’ da tenere presente che i ritmi di lavoro possono
variare sensibilmente a seconda delle esigenze produttive.
danno atteso
Disturbi muscoloscheletrici
interventi prevenzionistici
-
Utilizzo
di mezzi elettrici o meccanici o di sistemi automatizzati di caricamento.
-
Valutazione
del carico di lavoro individuale allo scopo di attuare una corretta
organizzazione del lavoro, prevedendo ritmi accettabili, pause, turnazione
della mansione.
-
La
movimentazione manuale di carichi è consentita fino a 30 Kg per gli uomini e
fino a 25 Kg per le donne. Per pesi maggiori è necessario l’utilizzo di mezzi
adatti e/o effettuare la movimentazione in due addetti.
-
Indossare
scarpe di sicurezza con punta dotata di rinforzo metallico.
-
Informazione
e formazione degli addetti.
riferimenti normativi
-
Tit.
V e All. 6 del D.Lgs. n. 626 del 1994 e s.m.i.
-
Norma
UNI ISO 938
Esposizione a
rumore
descrizione
Le sorgenti sonore in questa fase lavorativa sono:
l’astucciatrice, l’etichettatrice e l’incartonatrice. I livelli di rumore
derivanti da questo tipo di macchine, se cofanate, non sono rilevanti.
stima
Dati di rumorosità personale rilevati in industrie del
comparto nel reparto confezionamento
sono di seguito riportati:
-
controllo
ed alimentazione astucciatrice: 84,3 - 86,1 dB(A)
-
controllo
ed alimentazione macchina confezionatrice e preparazione pallet: 81,7 - 82,1
dB(A);
-
controllo
fiale: 83,3 dB(A);
-
etichettatrice
fiale: 76,8 dB(A);
-
alimentazione
fiale in vetro, astucci e letteratura: 80,9 dB(A).
Questi dati sono stati registrati con l’impiego di
un fonometro integratore Bruel & Kiaer tipo 2231, ponendo il microfono a 10
cm dalla testa dell’addetto per un tempo variabile da 5 a 10 minuti.
Complessivamente i tempi d’esposizione al rumore
degli addetti al reparto, in mancanza di adeguate misure di insonorizzazione
alle macchine, possono essere da rendere possibili danni uditivi.
danno atteso
L’esposizione continuativa a livelli di rumore
medio-alti, può essere causa di danni uditivi (ipoacusia da rumore) e di danni
extrauditivi che si possono manifestare anche per esposizione ai livelli
inferiori a quelli per i quali la normativa prescrive particolari misure preventive.
Oltre ai disturbi della comunicazione e della prestazione lavorativa,
possono insorgere: effetti cardiovascolari (aumento della pressione sanguigna,
ecc…); disturbi psichici (astenia, irritabilità, depressione, insonnia);
disturbi a carico dell’apparato digerente.
interventi prevenzionistici
Nei casi di livelli di esposizione personale
superiori a 80 dB(A) si applicano le misure di prevenzione stabilite dal D.Lgs.
277/91, riassunte nella tabella “Valori limite di esposizione al rumore”,
riportata nel presente documento al Capitolo “Riferimenti normativi di
carattere generale”.
riferimenti normativi
-
Art. 24 "Rumori e scuotimenti" D.P.R. n.303 del
19.03.1956.
-
Capo IV “Protezione dei lavoratori contro i rischi di
esposizione al rumore durante il lavoro” D.Lgs. n.277 del 15.08.1991.
-
D.P.R. n.459 del 24.07.1996 “Regolamento per l’attuazione
delle direttive 89/392/CEE, 91/368/CEE, 93/44/CEE e 93/68/CEE concernenti il
riavvicinamento delle legislazioni degli stati membri relativa alle macchine”
(Direttiva macchine).
Lavoro in
prossimità di organi meccanici in movimento
descrizione
In questo reparto gli addetti possono essere esposti
al rischio d’impigliamento, presa e trascinamento, schiacciamento dovuto a
varie parti dell’impianto, principalmente guide meccaniche, tapis-roulant, astucciatrice,
bollinatrice, incartonatrice.
danno atteso
Ferite e contusioni.
interventi prevenzionistici
Tutte le apparecchiature devono essere recintate o munite di
dispositivi di interblocco meccanico o di fotocellule che impediscano al
personale di accedere alle parti pericolose delle macchine se in movimento. Ove
sia necessario mantenere la visibilità, possono essere eventualmente realizzate
griglie o barre distanziatrici idonee ad impedire che gli arti dell’addetto possano
raggiungere le parti meccaniche in movimento.
Le macchine devono essere dotate di dispositivo di
arresto di emergenza e di dispositivi contro l’avviamento accidentale (ad
esempio il dispositivo che impedisce l’avviamento della macchina in caso di ritorno
intempestivo della alimentazione elettrica dopo che essa era venuta a mancare
per interruzione temporanea). E’ opportuno che il quadro comando sia dotato di
chiave che possa essere tolta dall’addetto prima della pulizia. Per le
operazioni di pulizia, regolazione o manutenzione che dovessero richiedere
l’avviamento della macchina con ripari rimossi, può essere utilizzata una
pulsantiera con avviamento ad impulsi a uomo presente, la quale una volta
inserita escluda il quadro comando e che sia azionabile dall’operatore da una
postazione nella quale sia ben visibile la zona operativa.
Adottare procedure di pulizia standardizzate e
scritte e relativa informazione e formazione degli addetti.
riferimenti normativi
-
D.P.R. n.547 del 1955 e s.m.i.
-
D.Lgs. n.626 del 1994 e s.m.i.
-
D.P.R. n.459 del 24.07.1996 (Direttiva macchine).
APPALTI ESTERNI
In genere questa fase operativa non viene appaltata.
IMPATTO ESTERNO
Produzione di rifiuti
In questa fase si producono rifiuti solidi
costituiti da materiale d’imballaggio di scarto.
3.15 - Liofilizzazione
DESCRIZIONE DELLA FASE
La liofilizzazione è la tecnica che permette di crioessiccare
preparati in sospensione o in soluzione, prima congelandoli a basse temperature
e quindi sublimando l’acqua congelata ad opera di vuoto molto spinto. Tale
tecnica si rende necessaria ogni qual volta ci troviamo di fronte ad un farmaco
che deve essere somministrato in forma liquida, ma che è instabile in soluzione
o sospensione. Il preparato solido che si ottiene, è stabile nel tempo ed è
immediatamente risolubilizzabile o risospendibile al momento dell’uso. Affinché
il processo di liofilizzazione sia attuabile, è necessario che il liquido
congelato passi direttamente da solido a vapore senza passare dalla fase
liquida: perché questo accada i liofilizzatori operano a pressioni e
temperature molto basse.
ATTREZZATURE
E MACCHINE
Liofilizzatori
I liofilizzatori, sia quelli industriali sia quelli da
laboratorio, sono costituiti essenzialmente da due camere: la prima,
l’autoclave, serve per il congelamento e la liofilizzazione del prodotto, la
seconda, il congelatore, serve per condensare i vapori che si formano durante
la sublimazione del ghiaccio. Il processo di congelamento del materiale può
essere effettuato anche all’esterno in camere frigorifere vere e proprie.
Fanno parte dell’impianto per la liofilizzazione anche i gruppi
di raffreddamento e riscaldamento delle piastre termiche e le pompe per il
vuoto.
L’autoclave è un armadio d’acciaio inox al cui interno sono
presenti le piastre termiche, anch’esse in acciaio inox, su cui si poggiano i
vassoi contenenti i flaconi con la soluzione da liofilizzare. Al di sotto delle
piastre passa una serpentina in cui circolano i liquidi di refrigerazione e
riscaldamento.
Pompe da vuoto
Sono macchine molto complesse che permettono di raggiungere,
durante la liofilizzazione, pressioni residue di 10-5 Torr. Le pompe
rotative, le più utilizzate, sono costituite da un corpo cilindrico al cui
interno è presente una coppia di palette collegate con una molla ad un rotore
che, col suo moto vorticoso, aspira i gas presenti nella camera di
liofilizzazione e li spinge all’esterno attraverso una valvola. Tutte queste
pompe funzionano in bagno d’olio e pertanto è necessario evitare che, i vapori
aspirati dalla pompa condensino e lo inquinino. Per questo, tali pompe sono
dotate di un sistema, detto zavorratore,
che al momento dell’aspirazione fa entrare un piccolo quantitativo d’aria
evitando la condensazione dei vapori e favorendone l’eliminazione dalla
valvola.
FATTORI
DI RISCHIO
In questa fase lavorativa i principali rischi professionali
potenzialmente presenti sono dovuti ai fattori sotto elencati.
Movimentazione
manuale di carichi
descrizione
Durante questa fase gli addetti possono eseguire
manualmente il caricamento e lo scaricamento dei contenitori dai liofilizzatori
danno atteso
Disturbi muscoloscheletrici
interventi prevenzionistici
Utilizzo di mezzi elettrici o meccanici o di sistemi
automatizzati di caricamento.
Caricamento del materiale pesante in due operatori.
La movimentazione manuale di carichi è consentita
fino a 30 Kg per gli uomini e fino a 25 Kg per le donne. Per pesi maggiori è
necessario l’utilizzo di mezzi adatti e/o effettuare la movimentazione in due
addetti.
Informazione e formazione degli addetti.
riferimenti normativi
-
Tit.
V e All. 6 del D.Lgs. n. 626 del 1994 e s.m.i.
-
Norma
UNI ISO 938.
Sversamenti di oli minerali
La sostituzione dell’olio usato
delle pompe rotative e le operazioni di rabbocco dell’olio devono essere
effettuate in condizioni di massima sicurezza ed igiene, per evitare
spandimenti e sversamenti di prodotto.
danno atteso
Caduta accidentale su pavimento scivoloso.
interventi prevenzionistici
È assolutamente indispensabile che i datori di lavoro
impartiscano adeguate istruzioni al personale dipendente e agli apprendisti,
per la corretta gestione degli oli usati, ai fini della protezione ambientale,
senza trascurare le disposizioni igieniche e sanitarie a protezione della
salute e della sicurezza.
riferimenti normativi
Decreti legislativi 626/94 e 242/96.
-
Tit. V e All. 6 del D.Lgs. n.626 del 10.09.1994.
-
Norma UNI ISO 938
APPALTI ESTERNI
Prodotti di rifiuto come gli oli esausti, vengono
affidati a aziende specializzate esterne.
IMPATTO ESTERNO
Emissioni in atmosfera
Sono costituite dalle
emissioni dei vapori delle pompe usate durante la liofilizzazione. Si tratta di
emissioni che hanno un impatto ambientale relativamente basso.
Produzione di rifiuti
I principali rifiuti
prodotti in questa fase sono costituiti dagli oli esausti delle pompe rotative
per il vuoto. Tali rifiuti vengono ritirati da aziende specializzate (si veda
il paragrafo 4.1).
L’olio esausto va tenuto,
prima del conferimento alla azienda incaricata al ritiro, in modo idoneo ed in
condizioni di sicurezza per l’ambiente e per gli addetti. Pertanto devono
essere utilizzati contenitori adatti ad eliminare i rischi di rottura e
sversamento. Contenitori adatti a questo scopo devono rispondere a regole
precise. In particolare devono essere provvisti di:
·
idonee
chiusure per impedire la fuoriuscita del contenuto;
·
accessori
e dispositivi atti ad effettuare in condizioni di sicurezza il riempimento e lo
svuotamento;
·
bacini
di contenimento in caso di rotture o sversamenti;
·
mezzi
di presa per rendere sicure le operazioni di movimentazione.
La sistemazione dei
contenitori deve essere studiata per evitare al massimo gli urti accidentali ed
altri gravi inconvenienti.
In procinto di raggiungere
la capacità massima del contenitore di olio usato chiamare esclusivamente
l’incaricato del Consorzio Obbligatorio
degli oli usati e conferirgli l’olio in condizioni di sicurezza (il
conferimento al Consorzio di olio usato non inquinato avviene a titolo
gratuito), ponendo la massima attenzione alla movimentazione dei contenitori ed
alla situazione di lavoro intorno alle operazioni di trasferimento del liquido.
3.16 - MOVIMENTAZIONE MECCANICA DEI CARICHI
DESCRIZIONE
DELLA FASE
Nelle varie fasi lavorative precedentemente descritte, si
è visto che ricorre spesso l’utilizzo d’ausili per la movimentazione meccanica
dei carichi, quali carrelli elevatori e carroponte.
Le modalità d’impiego di queste attrezzature e macchine si
sono descritte nelle relative fasi di lavorazione.
ATTREZZATURE E MACCHINE
Carrelli elevatori
Si tratta di carrelli
elevatori a forche ad alimentazione elettrica. Talvolta nei piazzali esterni
sono essere utilizzati anche carrelli elevatori a trazione diesel.
Carroponte
Si tratta di carroponte di
tipo tradizionale.
FATTORI DI RISCHIO
In questa fase lavorativa i principali rischi professionali
potenzialmente presenti sono dovuti ai fattori sotto elencati.
Movimentazione
meccanica dei carichi con carrelli elevatori.
descrizione
Durante le operazioni di movimentazione, può
avvenire il ribaltamento del carrello
elevatore nel caso in cui il carico non sia bene bilanciato e/o per
asperità e dislivelli eccessivi del terreno, raggio di curvatura troppo
stretto. In caso di ribaltamento l’addetto può venire sbalzato fuori dal posto
di guida e rimanere schiacciato sotto il carrello.
Può anche avvenire l’investimento di altri lavoratori da
parte dei carrelli elevatori o dal materiale trasportato.
Quando viene accatastato in modo non corretto, il materiale può cadere ed investire gli
addetti.
danno atteso
Durante le suddette
operazioni, gli addetti possono riportare gravi lesioni traumatiche
interventi prevenzionistici
I rischi sopra evidenziati
possono essere limitati garantendo le seguenti condizioni:
·
sistemare
o attrezzare i carrelli elevatori in modo da limitare i rischi di ribaltamento;
a tal fine l’Art. 7, lettera b), punto
1.4 del D.Lgs. n. 359 del 04.08.1999, elenca una serie di possibili
accorgimenti, come esempi delle possibili soluzioni attuabili, quali:
-
cabina
per il conducente;
-
struttura
concepita in modo tale da lasciare, in caso di ribaltamento del carrello
elevatore, uno spazio sufficiente tra il suolo e talune parti del carrello
stesso per il lavoratore o i lavoratori a bordo:
-
struttura
che trattenga il lavoratore sul sedile del posto di guida per evitare che, in
caso di ribaltamento del carrello elevatore, essi possano essere intrappolati
da parti del carrello stesso.
·
dispositivi
di trattenuta del conducente al posto di guida dei muletti, per eliminare il rischio di essere sbalzati fuori, in caso
di ribaltamento.
·
pavimenti
privi di buche, sporgenze o sconnessioni.
·
percorsi
dei mezzi senza curve troppo strette, senza pendenze eccessive, preferibilmente
a senso unico, oppure ampi a sufficienza per il passaggio di due carrelli
caricati.
·
limitazione
delle interferenze fra i percorsi dei mezzi e quelli pedonali.
·
percorsi
pedonali e luoghi di stazionamento dei lavoratori protetti dal pericolo di
investimento da parte di materiali stivati.
·
protezione
delle uscite da locali o altri punti frequentati dai lavoratori, quando
incrociano i percorsi dei mezzi.
·
buona
illuminazione dei percorsi e tinteggiatura con colori chiari delle pareti dei
locali di lavoro.
·
specchi
parabolici ove occorrenti; in casi particolari valutare la possibilità di
installare semafori.
·
segnalazione
e, se necessario, protezione di eventuali ostacoli sul percorso dei carrelli
elevatori.
·
individuazione
di zone di attraversamento delle linee di trasporto che consentano il passaggio
delle persone senza pericoli di investimento.
·
organizzazione
spaziale e/o temporale del magazzino in modo da limitare al minimo le
interferenze fra il carico e lo scarico del magazzino stesso.
·
idonei
ancoraggi, funi ed imbracatura in tutti i casi in cui è necessario intervenire
in altezza
·
i
prodotti in entrata devono riportare l’indicazione del loro peso in modo che
l’addetto possa verificare che il carrello ed il sistema di presa sia di
adeguata capacità.
·
dispositivi
acustici e luminosi di segnalazione di manovra dei mezzi.
·
mantenimento
della visibilità dal posto di guida dei mezzi anche mediante opportuno
posizionamento del carico trasportato, che comunque deve essere posizionato più
in basso possibile in modo da garantire la stabilità del carrello; in casi
occasionali in cui l’ingombro del carico sia tale da pregiudicare la visuale,
il carrello può essere preceduto da un altro lavoratore che aiuti il
carrellista nella manovra e segnali agli altri lavoratori eventualmente
presenti nei dintorni, la presenza del trasporto.
·
preferenza
dell’acquisto di mezzi con pedaliera analoga a quella degli automezzi.
·
limitazione
della velocità dei mezzi in relazione alle caratteristiche del percorso, anche
con eventuali dispositivi regolabili che limitano la velocità.
·
protezione
degli organi di comando contro l’avviamento accidentale.
·
protezione
del posto di guida contro il pericolo di investimento di corpi che possono
cadere dall’alto.
·
regolare
manutenzione e periodica revisione del mezzo meccanico e delle sue varie
componenti.
·
il
conducente deve guidare con prudenza senza fare sporgere gambe o braccia
dall’abitacolo di guida, prestare particolare attenzione in retromarcia,
condurre il carrello all’interno dei percorsi segnalati a terra, interrompere
il lavoro se qualcuno si trova nel raggio di azione del mezzo, inserire il
freno prima di lasciare il carrello in sosta.
·
disporre
il divieto di trasportare persone facendole salire sulle forche di
sollevamento.
·
puntuale
informazione, formazione, ed addestramento dei lavoratori all’uso corretto e
sicuro dei mezzi nelle diverse condizioni di impiego. Ad esempio l’addetto deve
essere sapere come comportarsi se il mezzo dovesse accidentalmente ribaltarsi,
ovvero: non buttarsi giù dal mezzo, ma tenersi saldamente al volante, puntare i
piedi e inclinarsi dalla parte opposta a quella di ribaltamento.
riferimenti normativi
-
Art. 8 “Vie di circolazione, zone di pericolo, pavimenti e
passaggi” D.P.R. n.547 del 27.04.1955.
-
Art. 11 “Posti di lavoro e
di passaggio e luoghi di lavoro esterni” D.P.R. n.547 del 27.04.1955.
-
Tit. X, Capo III, Art. 381 "Protezione del capo"
D.P.R. n.547 del 27.04.1955.
-
Tit. V “Mezzi ed apparecchi di sollevamento, trasporto e
immagazzinamento” (Capo I “Disposizioni generali”, Capo II “Gru, argani,
paranchi e simili”, Capo III “Ascensori e montacarichi”, Capo V “Mezzi ed
apparecchi di trasporto meccanici”) D.P.R. n.547 del 27.04.1955.
-
Art. 10 “Illuminazione naturale e artificiale dei luoghi di
lavoro” D.P.R. n. 303 del 19.03.1956.
-
Tit. II, Capo V "Illuminazione" D.P.R. n.547 del
27.04.1955.
-
All. 1 "Requisiti essenziali di sicurezza e di salute
relativi alla progettazione e alla costruzione delle macchine e dei componenti
di sicurezza" D.P.R. n.459 del 24.07.1996.
Lavoro in prossimità di organi meccanici in movimento
descrizione
Gli organi meccanici mobili
del carrello elevatore o del carro ponte possono essere causa di presa,
impigliamento, cesoiamento.
Altro possibile fattore di rischio è dato dal raggio
di azione del carroponte che potrebbe interferire con la zona di transito di
veicoli e di personale, con la possibilità di urti e investimenti.
danno atteso
Lesioni temporanee e
permanenti per urto, presa, trascinamento, taglio, amputazione, schiacciamento
degli arti.
interventi prevenzionistici
Regolamentare l’accesso di persone e veicoli alla
zona interessata dal raggio d’azione del carroponte. Ad esempio, ciò può essere
realizzato intercettando l’ingresso e l’uscita degli autotreni dal capannone
con sbarre automatiche e relativi semafori; l’apertura delle sbarre che
permettono il transito dell’autotreno sarà condizionata da vari sensori che
controllano la posizione relativa del carroponte e del veicolo. Inoltre può
essere creato un sistema automatico di segnalazione ottico-acustica che
segnali, all’operatore addetto al carroponte, l’ingresso di un veicolo nella
zona compresa nel raggio di azione del carroponte.
-
Rendere
inaccessibili le zone pericolose dei macchinari, tramite ripari fissi o dotati
di dispositivo di interblocco.
-
Non
effettuare interventi di manutenzione sui macchinari mentre sono in movimento.
-
Non
effettuare oliatura degli ingranaggi delle macchine in movimento, se non
utilizzando oliatori con beccucci di materiale frangibile e di lunghezza tale
da consentire all’operatore di mantenersi a distanza di sicurezza. La distanza
di sicurezza può essere garantita ad esempio da una griglia metallica, fissa o
munita di dispositivo di interblocco, posta a sufficiente distanza dalla zona
pericolosa.
-
Indossare
indumenti non svolazzanti che potrebbero essere presi e trascinati dagli organi
mobili dei macchinari.
-
Fare
precedere da un segnale ottico-acustico ogni avviamento dell’impianto.
-
L’interruzione
e il successivo ritorno della energia elettrica non deve comportare il
riavviamento automatico della macchina.
-
Le
macchine devono essere installate, utilizzate, controllate, riparate e regolate
in modo conforme alle istruzioni del costruttore, specie quelle vecchie prive
di marcatura CE, ove esistenti.
-
Adottare
procedure standardizzate di intervento per la manutenzione.
-
Informazione
e formazione dei lavoratori.
riferimenti normativi
-
Art. 6 “Doveri dei lavoratori” D.P.R. n.547 del 27.04.1955.
-
Art. 41 “Protezione e sicurezza delle macchine” D.P.R. n.547 del 27.04.1955.
-
Tit. III, Capo III "Trasmissioni e ingranaggi"
D.P.R. n.547 del 27.04.1955.
-
Art. 68 “Protezione degli organi lavoratori e delle zone di
operazione delle macchine” D.P.R. n.547 del 27.04.1955.
-
Art. 72 “Blocco degli apparecchi di protezione” D.P.R. n.547 del 27.04.1955.
-
Art. 73 “Aperture di alimentazione e di scarico delle
macchine” D.P.R. n.547 del 27.04.1955.
-
Art. 76 e 77 "Organi di comando per la messa in moto
delle macchine" D.P.R. n.547 del 27.04.1955.
-
Art. 81 "Comando con dispositivo di blocco multiplo"
D.P.R. n.547 del 27.04.1955.
-
Art. 82 "Blocco della posizione di fermo della
macchina" D.P.R. n.547 del 27.04.1955.
-
Art. 233 "Organi di comando e di manovra" D.P.R.
n.547 del 27.04.1955.
-
Tit. IX "Manutenzione e riparazione" D.P.R. n.547
del 27.04.1955.
-
Art. 4 "Obblighi del datore di lavoro, del dirigente e
del preposto" D.Lgs. n.626 del 19.09.1994.
-
Tit. III “Uso delle attrezzature di lavoro” D.Lgs. n.626 del
19.09.1994.
-
D.P.R. n.459 del 24.07.1996 (Direttiva macchine).
-
Norme UNI EN 291/2, 291/2, 614/1, 294, 349, 811,
418, 1037, 1088, 574, 982, 983, 1012/1, 1012/2
Lavoro in prossimità di carichi sospesi
descrizione
L’utilizzo di argani, gru e
carroponte comporta il rischio di caduta di carichi dall’alto. Inoltre, specie
quando alla manovra partecipa più di un addetto, esiste il rischio di presa
delle mani a contrasto tra le catene, e d’investimento da parte del carico
dovuto ad oscillazioni che esso può compiere durante la sua movimentazione.
danno atteso
Lesioni traumatiche per urto, investimento,
schiacciamento.
interventi prevenzionistici
Per ridurre il rischio
d’investimento e schiacciamento da parte del carico, è necessario che si
manovri in modo da ridurre le oscillazioni. Inoltre, sia chi manovra la gru
(gruista), sia chi provvede all’imbracatura del carico, non si deve mai
posizionare tra l’oggetto da sollevare ed eventuali ostacoli fissi.
Il gancio della gru deve
essere dotato di chiusura di sicurezza o conformato in modo da garantire
l’impossibilità della caduta accidentale del carico. In aziende di altri
comparti sono accaduti diversi infortuni mortali proprio per la mancanza di
questo semplice dispositivo di sicurezza.
Quando non utilizzato, il
gancio non va mai lasciato ad altezza d’uomo, per evitare il rischio di urti.
Il binario sul quale scorre
il carro ponte deve essere dotato di apposito dispositivo di fine corsa.
È necessario che l’apparecchio di sollevamento abbia
portata idonea, rispetto al peso pezzo da sollevare e venga sottoposto alle
verifiche preventive e periodiche delle apparecchiature nel loro insieme o di
loro parti (esempio funi). Gli esiti degli accertamenti vanno riportati
sull’apposito registro tenuto dall’azienda. In particolare, se la portata essa
è superiore a 200 Kg., l’impianto è soggetto a denuncia e visita preventiva di
primo impianto da parte di ISPESL, a controlli annuali da parte della A.S.L. al
fine di verificarne le condizioni di efficienza per quanto riguarda i
dispositivi meccanici e di scorrimento, e verifiche trimestrali da parte di
tecnici incaricati dall’azienda riguardo le funi metalliche impiegate per il
sollevamento dei carichi (da registrare sull’apposito libretto).
L’impianto di sollevamento
deve essere utilizzato solo da personale appositamente formato e che indossi
D.P.I. (scarpe di sicurezza con punta rinforzata, guanti, elmetto).
Movimentazione manuale dei carichi.
descrizione
L’operazione di
sostituzione delle batterie dei muletti
richiede la loro movimentazione.
danno atteso
La movimentazione manuale
può comportare disturbi muscoloscheletrici.
interventi prevenzionistici
I rischi connessi alla
movimentazione manuale dei carichi possono essere ridotti utilizzando mezzi
meccanici di sollevamento per le batterie.
Si può anche mettere sotto
carica la batteria del muletto
lasciandola a bordo del mezzo stesso. In questo caso il carica batterie viene
posto all’interno di un locale apposito mentre il mezzo sosta sotto una tettoia
nel piazzale in prossimità della parete esterna del locale sulla quale sono
poste prese e spine per il collegamento elettrico; questa soluzione limita
anche l’esposizione agli acidi degli accumulatori elettrici e il rischio di
esplosione e incendio.
Nel caso della
movimentazione manuale occorre procedere alla valutazione del rischio in sede
di misure attuative del D.Lgs. 626/94 ed informare e formare gli addetti.
Esposizione a prodotti della combustione diesel
descrizione
Qualora vengano utilizzati
carrelli elevatori diesel, gli addetti possono essere esposti ai prodotti della
combustione, costituiti prevalentemente da: particolato da idrocarburi
incombusti, ossidi di azoto (NO, NO2), anidride solforosa (SO2),
ossido di carbonio (CO), formaldeide (HCHO), idrocarburi aromatici e alifatici,
sostanze organiche volatili (S.O.V.).
danno atteso
L’esposizione ai suddetti
inquinanti può provocare broncopneumopatie, ossicarbonismo, sindrome irritative
delle estremità cefaliche, asma bronchiale, emopatie, epatopatie, neuropatie,
nefropatie, miocardiopatie, dermatiti. Inoltre la formaldeide è un sospetto
cancerogeno.
danno rilevato
Dalle indagini svolte
in altri comparti produttivi, i lavoratori esposti ai gas di combustione dei
carrelli diesel hanno lamentato l’irritazione delle congiuntive oculari e delle
vie respiratorie.
interventi prevenzionistici
Per limitare l’esposizione a questo fattore di rischio,
è bene che i carrelli elevatori diesel siano provvisti di marmitta catalitica
(valida per NO2 e CO) o ad acqua (valida per il particolato). In
ogni caso, il loro impiego deve essere limitato all’esterno dei locali di
lavoro (nel piazzale antistante lo stabilimento produttivo), mentre all’interno
è necessario utilizzare muletti a trazione elettrica. Tra l’altro sono
attualmente disponibili sul mercato carrelli elevatori a trazione elettrica la
cui portata è sufficiente per le esigenze di produzione del comparto.
riferimenti normativi
-
Tit. II, Art. 9 “Aerazione dei luoghi di lavoro chiusi” e Capo
II “Difesa dagli agenti nocivi” del D.P.R. n.303 del 19.03.1956 “Norme generali
per l’igiene del lavoro”.
-
Art. 3 “Misure generali di tutela” del D.Lgs. n.626 del
19.09.1994.
-
Art. 4 "Obblighi del datore di lavoro, del dirigente e
del preposto" D.Lgs. n.626 del 19.09.1994.
-
Tit. IV del D.Lgs. n.626 del 19.09.1994 “Uso dei Dispositivi
di Protezione Individuale”.
-
Tit. VII del D.Lgs. n.626/94 “Protezione da agenti
cancerogeni”, così come modificato dal D.Lgs. n. 66 del 25.02.2000.
Esposizione a rumore
descrizione
La guida dei mezzi meccanici
(carrello elevatore) può essere causa di esposizione al rumore degli addetti,
sia per il rumore generato dai mezzi stessi, sia nel caso esposizione indiretta
se il mezzo viene introdotto in reparti dove si svolgono lavorazioni rumorose.
danno atteso
L’esposizione continuativa a livelli di rumore
medio-alti, può essere causa di danni uditivi (ipoacusia da rumore) e di danni
extrauditivi che si possono manifestare anche per esposizione ai livelli
inferiori a quelli per i quali la normativa prescrive particolari misure
preventive.
Oltre ai disturbi della comunicazione e della prestazione lavorativa,
possono insorgere: effetti cardiovascolari (aumento della pressione sanguigna,
ecc…); disturbi psichici (astenia, irritabilità, depressione, insonnia);
disturbi a carico dell’apparato digerente.
interventi prevenzionistici
È necessario la valutazione
dell’esposizione e l’adozione delle relative misure di prevenzione, in primo
luogo un’accurata manutenzione dei mezzi. È opportuno valutare la possibilità
di sostituire i carrelli elevatori diesel (talvolta utilizzati nei piazzali esterni),
con i carrelli elettrici che sono meno rumorosi.
Nei casi di livelli di esposizione personale
superiori a 80 dB(A) si applicano le misure di prevenzione stabilite dal D.Lgs.
277/91, riassunte nella tabella “Valori limite di esposizione al rumore”,
riportata nel presente documento al Capitolo “Riferimenti normativi di
carattere generale”.
riferimenti normativi
-
Art. 24 "Rumori e scuotimenti" D.P.R. n.303 del
19.03.1956.
-
Capo IV “Protezione dei lavoratori contro i rischi di
esposizione al rumore durante il lavoro” D.Lgs. n.277 del 15.08.1991.
-
D.P.R. n.459 del 24.07.1996 “Regolamento per l’attuazione
delle direttive 89/392/CEE, 91/368/CEE, 93/44/CEE e 93/68/CEE concernenti il
riavvicinamento delle legislazioni degli stati membri relativa alle macchine”
(Direttiva macchine).
Esposizione a vibrazioni
descrizione
La guida dei mezzi meccanici
(carrello elevatore) può essere causa d’esposizione a vibrazioni.
danno atteso
L’esposizione continuativa a vibrazioni all’intero
corpo può causare dolori e disturbi al rachide dorso-lombare, oltre che
impedimento a manovrare con precisione.
L’esposizione continuativa a vibrazioni
al sistema mano-braccio può causare una malattia professionale detta Sindrome di Raynaud (anche conosciuta
come fenomeno del dito bianco). Si
tratta di una alterazione vasoplastica della microcircolazione delle mani per
esposizione a vibrazioni e favorita da esposizione alle basse temperature e dal
fumo di sigaretta. L’insorgenza di questa patologia è correlata ai tempi ed
all’entità di esposizione.
interventi prevenzionistici
-
Utilizzare mezzi del tipo a bassa vibrazione e minore impatto
vibratorio, oltre a effettuare su di essi una accurata manutenzione.
-
Informazione e formazione dei lavoratori
riferimenti normativi
-
D.M.L.
del 18.04.1973 "Elenco delle malattie per le quali è obbligatoria la
denuncia contro gli infortuni sul lavoro e le malattie professionali"
-
Art.
46, capo I, Tit. III "Scuotimenti e vibrazioni delle macchine" D.P.R.
n. 547 del 27.04.1955.
-
Art.
24, capo II, Tit. II "Rumori e scuotimenti" D.P.R. n. 303 del
19.3.1956
-
9.9.3
Direttiva CEE/CEEA/CE n. 663 del 22.12.1986: "Direttiva del Consiglio del 22 dicembre 1986 per il ravvicinamento delle
legislazioni degli Stati membri relative ai carrelli semoventi per
movimentazione".
-
1.5.9
Direttiva CEE/CEEA/CE n. 392 del 14.06.1989: "Direttiva del Consiglio del 14 giugno 1989 concernente il ravvicinamento
delle legislazioni degli Stati membri relative alle macchine".
-
1.5.9
"Campo di applicazione e definizioni" e 3.2.2 "Norme armonizzate
e disposizioni di carattere equivalente"
D.P.R. n. 459 del 24.07.1996
-
Comunicazione
CE 22 marzo 1997 (CEN-EN 1032): "Comunicazione
della Commissione nel quadro dell'applicazione della direttiva 89/392/CEE del
Consiglio, del 14 giugno 1989, relativa alle macchine, modificata dalle
direttive del Consiglio 91/368/CEE, 93/44/CEE e 93/68/CEE".
-
Norma
UNI-EN n. 30326-1 del 01.04.1997 (vedere 6.1.37): "Vibrazioni meccaniche - Metodo di laboratorio per la
valutazione delle vibrazioni sui sedili dei veicoli - Requisiti di base".
-
D.M.
30.05.1997 (UNI-EN 1033, 1997) "Elenco delle norme armonizzate adottate ai
sensi del comma 2 dell'Art. 3 del D.P.R. 24 luglio 1996, n. 459 (2):
«Regolamento per l'attuazione delle direttive del Consiglio 89/392/CEE,
91/368/CEE, 93/44/CEE e 93/68/CEE concernenti il riavvicinamento delle
legislazioni degli Stati membri relative alle medesime»".
-
Comunicazione
CE del 04.06.1997 (CEN-EN 1299, 1997): "Comunicazione della Commissione nel quadro dell'applicazione della
direttiva 89/392/CEE del Consiglio del 14 giugno 1989 relativa alle macchine,
modificata dalle direttive 91/368/CEE, 93/44/CEE e 93/68/CEE".
Manipolazione di oli minerali
descrizione
I carrelli elevatori, come la generalità delle macchine,
necessitano di oli minerali come lubrificanti degli organi meccanici.
danno atteso
Gli oli minerali sono una classe di composti che possono
presentare rischi per i lavoratori di danni di tipo acuto (allergie, dermatiti)
e di tipo cronico (tumori).
La I.A.R.C. suddivide gli oli in due grandi categorie:
-
non severamente raffinati: classificati certamente cancerogeni
per l’uomo (Gruppo 1).
-
severamente raffinati: classificati tra le sostanze per le
quali non è possibile esprimere un giudizio di cancerogenicità (Gruppo 3).
L’Unione Europea, invece, nel classificare i prodotti
derivanti dal petrolio e dal carbone (tra cui ovviamente gli oli minerali) ha
seguito un diverso criterio da quello della raffinazione ”tal quale”: le
miscele di sostanze derivate dal petrolio e dal carbone vengono considerate sostanze
a cui è stato attribuito un univoco numero di identificazione CAS ed un univoco
numero di indice CE, classificando circa 600 sostanze come cancerogene (R45) a
meno che il produttore non possa dimostrare che contengono (D.P.R. n. 52/97):
-
meno dello 0,1% peso/peso di 1,3-butadiene
-
meno dello 0,1% peso/peso di benzene
-
meno del 3% di estratto Dmso (Dimetilsolfossido) secondo la
misurazione IP 346
-
meno del lo 0,005% peso/peso di benzo (a) pirene
oppure se il produttore, conoscendo l’intero iter di raffinazione,
può dimostrare che la sostanza da cui il prodotto è derivato non è cancerogena.
Quindi, anche in questo caso, è fondamentale la lettura
dell’etichetta e della scheda dei dati di sicurezza e che questi strumenti
siano correttamente compilati.
interventi
prevenzionistici
Utilizzare oli minerali del tipo meno pericoloso (oli
severamente raffinati) ed evitare l’imbrattamento, specie durante il prelievo
degli oli esausti. È pertanto necessario utilizzare D.P.I. (guanti, tuta,
grembiuli, occhiali) ed evitare di tenere in tasca stracci o utilizzare guanti
impregnati di olio minerale. È importante un’adeguata informazione, formazione,
e sorveglianza sanitaria degli esposti.
riferimenti normativi
-
Tit. VIII "Materie e prodotti pericolosi o nocivi"
D.P.R. n.547 del 27.04.1955.
-
Art. 3 “Misure generali di tutela” del D.Lgs. n.626 del
19.09.1994.
-
Art. 4 "Obblighi del datore di lavoro, del dirigente e
del preposto" D.Lgs. n.626 del 19.09.1994.
-
Tit. IV del D.Lgs. n.626 del 19.09.1994 “Uso dei Dispositivi
di Protezione Individuale”.
-
Tit. VII del D.Lgs. n.626/94 “Protezione da agenti
cancerogeni”, così come modificato dal D.Lgs. n. 66 del 25.02.2000.
Esposizione ad
acidi di accumulatori elettrici
descrizione
Durante la ricarica delle batterie di carrelli a trazione
elettrica, i lavoratori possono essere esposti ad acidi contenuti nelle
batterie.
danno atteso
Irritazione e ustione chimica della cute e delle mucose
con cui vengono in contatto.
interventi
prevenzionistici
L’inalazione di vapori degli acidi presenti negli
accumulatori elettrici viene limitata effettuando la ricarica in locale
separato adeguatamente aerato. Se l’aerazione naturale non è sufficiente è
necessario un sistema di aspirazione. In alternativa possono essere utilizzati
apparecchi di ricarica chiusi e posti sotto aspirazione.
Un’ulteriore soluzione può
essere quella di mettere sotto carica la batteria del muletto lasciandola a bordo del mezzo stesso. In questo caso il
carica batterie viene posto all’interno di un locale apposito mentre il mezzo
sosta sotto una tettoia nel piazzale in prossimità della parete esterna del
suddetto locale; questa soluzione evita anche il problema della movimentazione
dei carichi per la sostituzione delle batterie.
Per evitare il contatto degli acidi con la pelle, durante
le operazioni di movimentazione per la sostituzione delle batterie, i tappi
devono essere chiusi e i lavoratori devono indossare guanti antiacido.
L’aggiunta dell’acqua demineralizzata agli elementi delle batterie può avvenire
tramite un sistema automatico, con valvola di ritegno che eviti la fuoriuscita
della soluzione acida.
riferimenti normativi
-
Tit. VIII "Materie e prodotti pericolosi o nocivi"
D.P.R. n.547 del 27.04.1955.
-
Tit. II, Art. 9 “Aerazione dei luoghi di lavoro chiusi” e Capo
II “Difesa dagli agenti nocivi” del D.P.R. n.303 del 19.03.1956 “Norme generali
per l’igiene del lavoro”.
-
Art. 3 “Misure generali di tutela” del D.Lgs. n.626 del
19.09.1994.
-
Art. 4 "Obblighi del datore di lavoro, del dirigente e
del preposto" D.Lgs. n.626 del 19.09.1994.
-
Tit. IV del D.Lgs. n.626 del 19.09.1994 “Uso dei Dispositivi
di Protezione Individuale”.
Sviluppo di sostanze capaci di creare miscele esplosive con l’aria
descrizione
L’operazione di ricarica degli accumulatori dei
carrelli a trazione elettrica comporta il pericolo di incendio–esplosione.
Infatti, durante la ricarica, il passaggio della corrente elettrica determina
un processo d’elettrolisi con sviluppo d’idrogeno. Si ha anche una parziale
evaporazione degli acidi forti contenuti nella batteria. Pertanto, in assenza
di idonea aerazione, si può arrivare ad un livello di saturazione ambientale
che può determinare la formazione di una miscela esplosiva.
Se avviene
l’esplosione si può anche verificare la proiezione violenta degli acidi forti
contenuti nella batteria.
danno atteso
In caso
d’incendio-esplosione, gli addetti potrebbero riportare gravi ustioni, lesioni
traumatiche, intossicazioni. Qualora venissero investiti da schizzi d’acido
della batteria, potrebbero riportare anche ustioni cutanee e lesioni agli
occhi.
interventi prevenzionistici
Per ridurre i rischi derivanti dalla ricarica degli
accumulatori elettrici è necessario effettuare questa operazione in locale
separato dai restanti locali di lavoro, adeguatamente aerato. L’impianto
elettrico deve rispondere alle norme per gli ambienti a maggior rischio in caso
di incendio (CEI 64-8). È opportuno che in tale locale non siano presenti altri
materiali infiammabili. In caso di ricarica sotto aspirazione localizzata, i
parametri geometrici dell’impianto di aspirazione devono essere adeguatamente
dimensionati in relazione alla velocità di aspirazione per evitare che si
formino miscele esplosive con l’aria.
La protezione antincendio deve prevedere la presenza
almeno di estintori a polvere, del tipo omologato. Nei casi a rischio più
elevato può essere opportuno installare un impianto di spegnimento automatico
(ad esempio del tipo a CO2).
È necessaria la valutazione dettagliata del rischio
d’incendio in base a quanto previsto dal D.M. del 10.03.98.
riferimenti normativi
-
Art.
19 “Separazione del locali nocivi”
D.P.R. n. 303 del 19.03.1956.
-
Art.
20 “Difesa dell’aria dagli inquinamenti con prodotti nocivi” D.P.R. n. 303/56.
-
Art.
303 “Accumulatori elettrici” D.P.R.
n.547 del 27.04.1955.
-
D.M.Ind.
del 01.03.1989 "Recepimento della direttiva CEE/88/571, sull'aggiornamento
al progresso tecnico dei metodi di protezione del materiale elettrico
antideflagrante"
-
D.Lgs. n.626 del 19.09.1994 e s.m.i.
-
Normativa generale antincendio
IMPATTO ESTERNO
I principali fattori di impatto ambientale di questa
fase lavorativa sono i seguenti:
Emissioni in atmosfera
Sono costituite dalle emissioni
dei mezzi a trazione diesel e delle emissioni dei vapori degli acidi emessi
durante la ricarica delle batterie. Si tratta di emissioni che hanno un impatto
ambientale relativamente basso.
Produzione di rifiuti
I principali rifiuti
prodotti in questa fase sono gli oli esausti e le batterie esauste dei carrelli
elevatori. Tali rifiuti vengono ritirati da aziende specializzate (si veda il
paragrafo 4.1).
L’olio esausto va tenuto,
prima del conferimento alla azienda incaricata al ritiro, in modo idoneo ed in
condizioni di sicurezza per l’ambiente e per gli addetti. Pertanto, devono
essere utilizzati contenitori adatti ad eliminare i rischi di rottura e
sversamento. Contenitori adatti a questo scopo devono rispondere a regole
precise. In particolare devono essere provvisti di:
·
idonee
chiusure per impedire la fuoriuscita del contenuto;
·
accessori
e dispositivi atti ad effettuare in condizioni di sicurezza il riempimento e lo
svuotamento;
·
bacini
di contenimento in caso di rotture o sversamenti;
·
mezzi
di presa per rendere sicure le operazioni di movimentazione.
La sistemazione dei
contenitori deve essere studiata per evitare al massimo gli urti accidentali ed
altri gravi inconvenienti.
In procinto di raggiungere
la capacità massima del contenitore di olio usato chiamare esclusivamente
l’incaricato del Consorzio Obbligatorio
degli oli usati e conferirgli l’olio in condizioni di sicurezza (il
conferimento al Consorzio di olio usato non inquinato avviene a titolo
gratuito), ponendo la massima attenzione alla movimentazione dei contenitori ed
alla situazione di lavoro intorno alle operazioni di trasferimento del liquido.
Le batterie al piombo esauste
sono pericolose per l’uomo e per l’ambiente perché contengono il 60-65% in peso
di piombo e il 20-25% di acido solforico diluito. Il piombo interferisce sui
processi biochimici vitali e la sua azione attacca fegato, sistema nervoso ed
apparato riproduttivo, l’acido solforico provoca ustioni e contamina le acque.
Inoltre l’acido solforico è classificato dalla ACGIH come sospetto cancerogeno.
Le batterie esauste devono
essere conferite al raccoglitore incaricato COBAT.
Sversamenti di
acido solforico e contaminazione del suolo con piombo.
In caso di rottura delle
batterie durante la loro movimentazione si possono verificare sversamenti della
soluzione acida; sversamenti sono possibili anche durante la ricarica delle
batterie e durante lo stoccaggio provvisorio delle batterie esauste nell’attesa
del ritiro da parte dello smaltitore. In caso di sversamento si può verificare
l’inquinamento del suolo e delle acque. La batteria al piombo esausta è
pericolosa per l’uomo e per l’ambiente perché contiene il 60-65% in peso di
piombo e il 20-25% di acido solforico diluito. Il piombo interferisce sui
processi biochimici vitali e la sua azione attacca fegato, sistema nervoso ed
apparato riproduttivo, l’acido solforico provoca ustioni e contamina le acque.
Inoltre l’acido solforico in nebbie di acidi forti è classificato dalla ACGIH
come sospetto cancerogeno.
L’aggiunta dell’acqua demineralizzata
agli elementi delle batterie può avvenire tramite un sistema automatico, con
valvola di ritegno che eviti la fuoriuscita della soluzione acida; durante le
operazioni di movimentazione per la sostituzione delle batterie, i tappi devono
essere chiusi.
I luoghi di ricarica devono
essere conformati in modo da evitare sversamenti, ad esempio può essere
predisposto un apposito canale di raccolta, coperto da grigliato in materiale
antiacido, e dotato di pozzetto di accumulo e neutralizzazione; l’acido raccolto
nel pozzetto deve essere neutralizzato e rimosso.
I lavoratori devono essere
adeguatamente formati per la gestione dell’evento accidentale, sia per quanto
riguarda la protezione dell’ambiente, sia per le norme di prevenzione di salute
e sicurezza.
In attesa dell’arrivo del
raccoglitore incaricato COBAT, le batterie esauste vanno depositate
temporaneamente in contenitori mobili costituiti in materiale antiacido e dotati
delle seguenti caratteristiche (deliberazione Comitato interministeriale 27
luglio 1984):
·
dotati
di idonee chiusure per impedire la fuoriuscita del contenuto;
·
dotati
di maniglie per rendere sicure ed agevoli le operazioni di movimentazione;
·
utilizzare
accessori e dispositivi atti ad effettuare in condizioni di sicurezza le
operazioni di riempimento e svuotamento;
·
le
sponde siano più alte di almeno 20 cm dall’altezza massima dell’accumulo
previsto;
·
contrassegno
con etichetta o targa visibili, apposte sui recipienti stessi o collocate nelle
aree di stoccaggio;
·
i
recipienti che hanno contenuto le batterie e non reimpiegati per gli stessi
tipi di rifiuti, devono essere sottoposti a trattamenti di bonifica appropriati
ai nuovi usi. Non possono però essere mai utilizzati per contenere prodotti
alimentari.
Sversamenti di oli minerali
La sostituzione dell’olio usato
dei muletti e le operazioni di
rabbocco dell’olio devono essere effettuate in condizioni di massima sicurezza
ed igiene per evitare che, operazioni approssimative o mezzi tecnici non
adeguati, producano spandimenti e sversamenti sul suolo o nelle acque; per
questo motivo vanno usate tutte le cautele e le professionalità necessarie per
eseguire il lavoro a regola d’arte.
È quindi indispensabile che i
datori di lavoro impartiscano adeguate istruzioni al personale dipendente e
agli apprendisti per la corretta gestione degli oli usati ai fini della
protezione ambientale, senza trascurare le disposizioni igieniche e sanitarie a
protezione della salute e della sicurezza: gli oli sono fonte di rischi
(scivolamenti, incendi, intossicazioni) che vanno valutati e ridotti secondo le
norme previste dagli appositi decreti legislativi 626/94 e 242/96.
Incendio–esplosione
L’incendio-esplosione del
locale ricarica batterie può comportare danni strutturali interessanti anche
altre parti dell’edificio, oltre che la propagazione dell’incendio ai locali
limitrofi.
3.17- CENTRALE TERMICA - PRODUZIONE DI VAPORE
DESCRIZIONE
DELLA FASE
La produzione del vapore che viene utilizzato nelle
varie fasi dell'impianto come sopra descritto, avviene tramite centrali
termiche di rilevante potenzialità produttiva, alimentate con vari combustibili
(gas metano oppure olio combustibile) e poste in locali appositi.
Ad esempio una delle aziende del comparto, caratterizzata da una
produzione di tipo industriale, dispone di n. 2 caldaie ognuna con le seguenti
caratteristiche:
-
Alimentazione: gasolio
-
Produzione di vapore: 1-2 t./h
-
Pressione: 15 bar
- Kcal/h = 600.000-1.200.000
Fino ad alcune decine d’anni
fa erano installati solo generatori di vapore alimentati ad olio combustibile
denso. Successivamente, tenendo presenti le problematiche derivanti
dall'inquinamento atmosferico (D.P.R. 203/88), i generatori di vapore sono
stati alimentati a olio combustibile fluido 3-5 °E, e adesso si tende a
convertirle a metano.
Tenute presenti le
potenzialità in gioco e la pressione massima necessaria del vapore, tali
generatori di vapore possono essere di due tipi: a tubi di fumo o a tubi
d'acqua.
I più moderni generatori di
vapore sono dotati dei vari sistemi di recupero del calore (pressurizzazione
della camera di combustione delle caldaie, preriscaldatori d'aria e/o
economizzatori nel giro fumi dei generatori, degasatori per il recupero delle
condense).
Dal momento che i citati
generatori di vapore necessitano della presenza continua dei conduttori
patentati, secondo le norme di cui al D.M. 01.03.1974, si è estesa sempre più
l'installazione di generatori ad olio diatermico dotati di scambiatori -
evaporatori in grado di produrre, a loro volta, vapore alla pressione
richiesta. Il crescente successo di tali tipi di generatori di calore è dovuto
al fatto che gli stessi non richiedono la presenza del conduttore patentato.
L’acqua utilizzata nell’impianto
termico necessita di essere preventivamente demineralizzata mediante un
apposito impianto. Questo trattamento può essere ottenuto tramite due sistemi
diversi: osmosi inversa oppure
attraverso resine scambiatrici di ioni.
Per la descrizione dettagliata di
queste due metodiche vedi paragrafo
La centrale termica richiede
interventi di manutenzione periodica ordinaria e straordinaria, anche in
corrispondenza delle verifiche obbligatorie previste per Legge.
FATTORI DI RISCHIO
In questa fase lavorativa i principali rischi professionali
potenzialmente presenti sono i seguenti:
Esposizione a prodotti
chimici
descrizione e danno
atteso
Il trattamento di demineralizzazione dell’acqua, talvolta prelevata da pozzi artesiani e immessa
nell'impianto produzione calore in elevati quantitativi medi giornalieri,
comporta l'impiego di vari prodotti chimici che possono essere causa di danni
alla salute dei lavoratori. In particolare:
-
Soda: il contatto
con soluzioni di soda, essendo un prodotto caustico, può provocare lesioni alla
cute ed agli occhi. Il rischio di contatto è maggiore nelle operazioni di travaso
dalle autocisterne ai serbatoi. L’esposizione ai vapori può provocare
irritazione per occhi e prime vie aeree.
-
Acido cloridrico: il
contatto con soluzioni di acido cloridrico, può provocare lesioni alla cute ed
agli occhi. L’esposizione ai vapori può provocare irritazione per occhi e prime
vie aeree.
-
Idrazine: vengono
utilizzate allo scopo di ridurre l’acidità dell’acqua di caldaia ed evitare la
corrosione delle tubazioni ed altre superfici metalliche dell’impianto. Alcune
idrazine sono classificare dalla CEE come cancerogene (R45). Inoltre possono
esercitare un’azione epato-nefrotossica e irritante sulle persone esposte. Si
tratta di prodotti molto infiammabili capaci di formare miscele esplosive con
l'aria.
Interventi
prevenzionistici
L’azienda deve richiedere ai propri fornitori le schede di
sicurezza dei prodotti chimici utilizzati, renderle rapidamente disponibili per
i lavoratori e valutare attentamente la possibilità di sostituire i prodotti
più pericolosi con formulati meno tossici. I serbatoi e le tubazioni devono
essere dotati della prescritta etichettatura.
Per eventuale prelievo, trasporto e dosaggio manuale dei
suddetti prodotti possono essere utilizzate attrezzature atte ad evitare
sgocciolamenti, sversamenti e diffusione di vapori, quali ad esempio rubinetti
autochiudenti, pompe di travaso dotate di valvole di ritegno, contenitori di
sicurezza a chiusura ermetica con tappo provvisto di molla autochiudente e
beccuccio di scarico flessibile.
I serbatoi dei prodotti chimici diversi devono essere
dotati di bacini di contenimento separati, per evitarne la possibilità di
miscelazione.
E’ necessario che gli addetti indossino Dispositivi di
Protezione Individuali (D.P.I.) quali guanti, grembiuli, maschere, ecc… nelle
fasi di preparazione e impiego, che vengano informati circa i rischi ed i danni
potenziali a seguito dell’esposizione, che vengano formati alle corrette
procedure di lavoro in sicurezza e che siano messi a loro disposizione servizi
igienico assistenziali: armadietti con doppio scomparto per separare gli
indumenti da lavoro da quelli civili, lavabi, docce, lavaocchi, ecc…. I
lavoratori devono essere sottoposti ad opportuna sorveglianza sanitaria.
riferimenti normativi
-
Tit. VIII "Materie e prodotti pericolosi o nocivi"
D.P.R. n.547 del 27.04.1955.
-
Tit. II, Art. 9 “Aerazione dei luoghi di lavoro chiusi” e Capo
II “Difesa dagli agenti nocivi” del D.P.R. n.303 del 19.03.1956 “Norme generali
per l’igiene del lavoro”.
-
D.M.Ind.
del 01.03.1989 "Recepimento della direttiva CEE/88/571, sull'aggiornamento
al progresso tecnico dei metodi di protezione del materiale elettrico
antideflagrante"
-
Art. 3 “Misure generali di tutela” del D.Lgs. n.626 del
19.09.1994.
-
Art. 4 "Obblighi del datore di lavoro, del dirigente e
del preposto" D.Lgs. n.626 del 19.09.1994.
-
Tit. IV del D.Lgs. n.626 del 19.09.1994 “Uso dei Dispositivi
di Protezione Individuale”.
Esposizione a gas
di combustione
descrizione
La centrale termica può rilasciare i prodotti della
combustione (NOx, CO, ecc.) nell'aria del locale.
danno atteso
L'esposizione ai prodotti di combustione che ristagnano
nell'ambiente di lavoro può comportare fenomeni di intossicazione da ossido di
carbonio (CO), irritazione delle mucose congiuntivali, delle prime vie aeree e
broncopneumopatie.
interventi
prevenzionistici
Nei locali delle caldaie, per evitare il rischio di
inalazione di gas tossici, occorre verificare che il tiraggio della caldaia sia
mantenuto in perfetta efficienza e non debbano verificarsi fuoriuscite dei gas
di combustione nell’ambiente di lavoro e comunque garantire l’arieggiamento
costante dei locali caldaia.
In caso di interventi straordinari di manutenzione, devono
essere messi a disposizione degli addetti idonei DPI.
riferimenti normativi
-
Tit. II, Art. 9 “Aerazione dei luoghi di lavoro chiusi” e Capo
II “Difesa dagli agenti nocivi” del D.P.R. n.303 del 19.03.1956 “Norme generali
per l’igiene del lavoro”.
-
Art. 3 “Misure generali di tutela” del D.Lgs. n.626 del
19.09.1994.
-
Art. 4 "Obblighi del datore di lavoro, del dirigente e
del preposto" D.Lgs. n.626 del 19.09.1994.
-
Tit. IV del D.Lgs. n.626 del 19.09.1994 “Uso dei Dispositivi
di Protezione Individuale”.
-
Tit. VII del D.Lgs. n.626/94 “Protezione da agenti
cancerogeni”, così come modificato dal D.Lgs. n. 66 del 25.02.2000.
Movimentazione
manuale dei carichi
descrizione
Nelle operazioni necessarie alla conduzione della centrale
termica è presente un rischio da movimentazione carichi, dovuto all’utilizzo di
prodotti chimici contenuti in sacchi di carta del peso di circa 25 Kg.
danno atteso
Disturbi muscoloscheletrici.
interventi
prevenzionistici
Per la movimentazione manuale dei carichi, dove possibile,
devono essere impiegati ausili meccanici (apparecchi di sollevamento ecc.).
riferimenti normativi
-
Tit. V e All. 6 del D.Lgs. n.626 del 10.09.1994.
-
Norma UNI ISO 938
Esposizione a rumore
descrizione
Il rumore il questa fase lavorativa deriva
prevalentemente dai bruciatori delle caldaie, le quali sono collocate in locali
separati dagli altri ambienti di lavoro, ma la conduzione dell'impianto può
richiedere una presenza continua dell'addetto.
danno atteso
L’esposizione continuativa a livelli di rumore
medio-alti, può essere causa di danni uditivi (ipoacusia da rumore) e di danni
extrauditivi che si possono manifestare anche per esposizione ai livelli
inferiori a quelli per i quali la normativa prescrive particolari misure
preventive.
Oltre ai disturbi della comunicazione e della prestazione lavorativa,
possono insorgere: effetti cardiovascolari (aumento della pressione sanguigna,
ecc…); disturbi psichici (astenia, irritabilità, depressione, insonnia);
disturbi a carico dell’apparato digerente.
interventi prevenzionistici
Per ridurre il rumore è necessaria una buona
coibentazione termico-acustica dell’impianto, e mantenere in buono stato di
manutenzione ed efficienza bruciatori, aspiratori e ventilatori. Inoltre devono
essere evitati sfiati liberi di vapore. In caso di rumorosità eccessiva
l’operatore deve poter disporre di una cabina insonorizzata e climatizzata e di
D.P.I. (cuffie, tappi antirumore) per gli interventi di manutenzione.
Nei casi di livelli di esposizione personale
superiori a 80 dB(A) si applicano le misure di prevenzione stabilite dal D.Lgs.
277/91, riassunte nella tabella “Valori limite di esposizione al rumore”,
riportata nel presente documento al Capitolo “Riferimenti normativi di
carattere generale”.
riferimenti normativi
-
Art. 24 "Rumori e scuotimenti" D.P.R. n.303 del
19.03.1956.
-
Capo IV “Protezione dei lavoratori contro i rischi di
esposizione al rumore durante il lavoro” D.Lgs. n.277 del 15.08.1991.
-
D.P.R. n.459 del 24.07.1996 “Regolamento per l’attuazione
delle direttive 89/392/CEE, 91/368/CEE, 93/44/CEE e 93/68/CEE concernenti il
riavvicinamento delle legislazioni degli stati membri relativa alle macchine”
(Direttiva macchine).
Esposizione a microclima sfavorevole e lavoro in
prossimità di superfici calde
descrizione
La caldaia e le condutture dell’impianto termico
possono presentare una elevata temperatura; nel locale si può determinare un
microclima sfavorevole.
danno atteso
L'esposizione a microclima sfavorevole e a calore
radiante può determinare disturbi da scomfort termico, riduzione della capacità
lavorativa, stress psicofisico.
In caso di contatto cutaneo con superfici ad elevata
temperatura, si possono verificare infortuni per ustioni di vario grado e
lesioni cutanee.
interventi prevenzionistici
-
Coibentare
le superfici calde.
-
Adeguata
aerazione del locale di lavoro.
-
Corretta
organizzazione del lavoro, prevedendo pause in locali di ristoro climatizzati.
-
Indossare
D.P.I. (guanti, grembiuli, ecc…).
-
Informazione
e formazione dei lavoratori.
riferimenti normativi
-
Art. 9 “Ricambio dell’aria”, Art. 11 “Temperatura” e Art. 13
“Umidità” D.P.R. n.303 del 19.03.1956.
-
Art. 240 "Protezione delle pareti esterne a temperatura
elevata" D.P.R. n.547 del 27.04.1955.
-
Art. 378 "Abbigliamento" e Art. 379 "Indumenti
di protezione" D.P.R. n.547 del 27.04.1955.
-
D.Lgs. 626 del 1994 e s.m.i.
-
Norma UNI EN 563 del 30.06.95 Sicurezza del macchinario. Temperature delle superfici di contatto.
Dati ergonomici per stabilire i valori limite di temperatura per le superfici
calde. La norma presenta i dati ergonomici e il loro uso per stabilire i
valori limite di temperatura per superfici calde e per la valutazione dei
rischi di ustione.
Esposizione ad
amianto
descrizione
Durante l’esecuzione di lavori di manutenzione e
coibentazione su guarnizioni, raccordi e condutture dell’impianto termico, nel
caso tali interventi vengano effettuati su un vecchio impianto nel quale era
stato utilizzato l’amianto prima che questo venisse vietato (D.Lgs. 257/92),
gli addetti possono essere esposti a polveri di amianto.
danno atteso
L’inalazione di polveri di amianto può provocare
asbestosi, mesoteliomi e tumori polmonari.
interventi
prevenzionistici
In caso di lavori di demolizione – rimozione di parti
dell’impianto termico contenenti amianto, è necessario notificare alla Azienda
Sanitaria Locale competente per territorio, il relativo piano di lavoro in
sicurezza ai sensi dell’Art. 34 del D.Lgs. n. 277/91. Tali operazioni, quando
necessarie, vengono di solito affidate a aziende specializzate.
riferimenti normativi
-
Capo III “ Protezione dei lavoratori contro i rischi connessi
all'esposizione ad amianto durante il lavoro” del D.Lgs. n.277 del 15.08.1991
“Attuazione delle direttive 80/1107/CEE, 82/605/CEE, 83/477/CEE, 86/188/CEE e
88/642/CEE, in materia di protezione dei lavoratori contro i rischi derivanti
da esposizione ad agenti chimici, fisici e biologici durante il lavoro, a norma
dell’Art. 7 Legge n.212 del 30.07.1990”.
-
Legge n.257 del 27.03.92 "Norme relative alla cessazione
dell'impiego dell'amianto"
-
D.M. del 06.09.94 "Normative e metodologie tecniche di
applicazione dell'Art. 6, comma 3, e dell'Art. 12, comma 2, della legge 27
marzo 1992, n. 257, relativa alla cessazione dell'impiego dell'amianto"
-
D.M. del 20.08.99 "Ampliamento delle normative e delle
metodologie tecniche per gli interventi di bonifica, ivi compresi quelli per
rendere innocuo l'amianto, previsti dall'Art. 5, comma 1, lettera f), della L.
27 marzo 1992, n. 257, recante norme relative alla cessazione dell'impiego dell'amianto".
Incendio – esplosione
descrizione
In una centrale termica è sempre
presente il rischio di incendio - esplosione.
Inoltre le idrazine (vapori) sono in
genere prodotti facilmente infiammabili e, in opportune condizioni, esplosivi:
devono essere conservate pertanto entro contenitori di sicurezza, in ambienti
separati (preferibilmente compartimentati), provvisti di idonea aerazione.
danno
atteso
In caso di incendio - esplosione,
sono possibili lesioni traumatiche, ustioni, intossicazioni.
interventi
prevenzionistici
È necessario che la centrale termica
sia rispondente in tutto alle specifiche norme di sicurezza antincendio,
impianti elettrici a norma e predisporre idonei programmi di controlli e
manutenzione programmata dell’impianto.
La normativa antincendio per
le centrali termiche si differenzia a seconda del tipo di combustibile
utilizzato:
-
Olio
combustibile fluido 3-5 °E o gasolio: Circolare del M.I. n. 73 del 29/7/71 e
successive circolari integrative.
-
Metano:
Circolare del M.I. n°68 del 25/11/69 e successive circolari integrative.
Il locale della centrale termica deve essere
provvisto almeno di estintori (normalmente del tipo a polvere od anidride
carbonica) omologati.
Per la prevenzione di esplosione ed
incendio occorre che l’unità produttiva abbia ottenuto il C.P.I. rilasciato dal
Comando Provinciale dei Vigili del Fuoco. Inoltre l’addetto alla conduzione
della caldaia deve essere provvisto della autorizzazione prevista dalla Legge,
nei casi richiesti.
La presenza degli apparecchi
a pressione (generatori di vapore, degasatori) comporta il pericolo di scoppio
con conseguente rischio per i lavoratori presenti; il problema può essere
ritenuto trascurabile se le caldaie e i recipienti a pressione sono stati
regolarmente omologati da ISPESL e subiscono le regolari verifiche periodiche
annuali da parte dell'Azienda Sanitaria Locale, competente per territorio.
riferimenti normativi
-
Art.
19 “Separazione del locali nocivi” D.P.R. n. 303 del 19.03.1956.
-
Art.
20 “Difesa dell’aria dagli inquinamenti con prodotti nocivi” D.P.R. n. 303/56.
-
Tit. II, Art. 13 "Vie d'uscita e di emergenza", Art.
14 "Porte e portoni" D.P.R. n.547 del 27.04.1955.
-
Tit. II, Capo VI “Difesa contro gli incendi e le scariche
atmosferiche” D.P.R. n.547 del 27.04.1955.
-
Tit. VIII "Materie e prodotti pericolosi o nocivi"
D.P.R. n.547 del 27.04.1955.
-
D.P.R. n.577 del 29.07.1982 “Approvazione del regolamento
concernente l’espletamento dei servizi antincendio”.
-
D.M.I. del 02.08.1984 "Norme e specificazioni per la
formulazione del rapporto di sicurezza ai fini della prevenzione incendi nelle
attività a rischio di incidenti rilevanti di cui al D.M.I. del 16.11.1983.
-
D.M.I. del 24.11.1984 "Norme di sicurezza antincendio per
il trasporto, la distribuzione, l'accumulo e l'utilizzazione del gas naturale
con densità non superiore a 0,8".
-
D.M.I. del 08.03.1985 "Direttive sulle misure più urgenti
ed essenziali di prevenzione incendi ai fini del rilascio del nullaosta
provvisorio di cui alla legge 7 dicembre 1984, n. 818".
-
D.P.C.M. 31.03.1989
"Applicazione dell'Art. 12 del D.P.R. 17 maggio 1988, n. 175,
concernente rischi rilevanti connessi a determinate attività industriali."
-
D.M.A. 14.04.1994 "Criteri di analisi e valutazione dei
rapporti di sicurezza relativi ai depositi di gas di petrolio liquefatto ai
sensi dell'Art. 12 del D.P.R. 17 maggio 1988, n. 175".
-
Art. 4 "Obblighi del datore di lavoro, del dirigente e
del preposto", comma 5 lettera a) e lettera q) del D.Lgs. n.626 del
19.09.1994 (con successive modifiche e integrazioni) “Attuazione delle
direttive 89/391/CEE, 89/654/CEE, 89/655/CEE,
89/656/CEE, 90/269/CEE, 90/270/CEE, 90/394/CEE, 90/679/CEE, 93/88/CEE,
97/42/CE e 99/38/CE riguardanti il
miglioramento della sicurezza e della salute dei lavoratori durante il
lavoro”.
-
Art.
12 e 13 “Prevenzione incendi ed evacuazione dei lavoratori” D.Lgs. n.626/1994.
IMPATTO ESTERNO
I principali
fattori d’impatto ambientale di questa fase sono i seguenti:
Emissioni in atmosfera
Si tratta delle emissioni dei
gas prodotti dalla combustione in caldaia del metano per produrre il vapore
necessario, distribuito poi, mediante apposite linee, ai reparti per
l’utilizzazione.
I residui di questa
combustione sono facilmente prevedibili: un m3 di metano bruciato,
in minimo eccesso di comburente, produce, infatti, quantità note di residui
(anidride carbonica, azoto, ossigeno, ecc...).
Quando la centrale termica è
alimentata a gasolio è lecito aspettarsi un peggioramento delle emissioni a
causa delle impurità presenti nell’olio combustibile.
Le emissioni sono
controllate da ARPAT attraverso la determinazione delle concentrazioni degli
ossidi di carbonio, di azoto, di zolfo e delle polveri.
Queste emissioni avvengono a
temperature piuttosto elevate (circa 230 °C).
Scarichi idrici
Negli impianti a resine
scambiatrici di ioni, sono costituiti dai reflui della rigenerazione delle
resine utilizzate per la demineralizzazione dell’acqua, nonché dai cosiddetti spurghi di caldaia. Si tratta di
soluzioni a pH acido o basico con elevata concentrazione di sali minerali e
contenenti acido cloridrico e soda, che scaricate tal quali potrebbero
inquinare le acque e il suolo. Pertanto tali reflui devono essere convogliati,
tramite canalizzazioni in materiale chimicamente resistente, alla vasca di
neutralizzazione nella quale viene corretto il pH mediante soda o acido
cloridrico, prima di essere convogliate all’impianto di depurazione delle
acque.
Negli impianti ad osmosi
inversa, si ha solo lo scarico della soluzione concentrata dei sali trattenuti
dalle membrane semipermeabili, pertanto ciò costituisce un impatto ambientale
notevolmente minore rispetto a quello derivante dall'impianto a resine.
Produzione di rifiuti
Il rifiuto principale prodotto da questa fase del ciclo
produttivo è costituito dalle resine esauste utilizzate nell’impianto di
demineralizzazione dell’acqua.
Consumo delle risorse
Per la produzione del vapore
viene utilizzata una notevole quantità di acqua e di combustibile.
Il consumo di acqua può
essere minimizzato con sistemi di recupero delle condense. Il consumo di
combustibile può essere ridotto mediante l’utilizzo di economizzatori per
recuperare il calore e per riscaldare aria comburente e acqua di caldaia. Il
consumo di energia elettrica può essere ridotto tramite l’utilizzo di sistemi
di cogenerazione.
I principali
fattori di rischio ambientale di questa fase sono i seguenti:
Sversamenti di olio combustile sul suolo
In
caso di rottura del serbatoio interrato dell’olio combustibile, utilizzato come
carburante della centrale termica secondaria, si possono verificare sversamenti
sul terreno circostante, con conseguente inquinamento del suolo e possibile
penetrazione nelle falde acquifere. Pertanto è richiesto che i serbatoi
interrati siano realizzati secondo la recente emanazione del Ministero
dell’Ambiente D.M. del 20.10.98 "Requisiti tecnici per la costruzione,
l’installazione e l’esercizio di serbatoi interrati".
Sversamenti di prodotti chimici sul suolo
I prodotti chimici
utilizzati nell’impianto di demineralizzazione dell’acqua, quali acido
cloridrico e idrossido di sodio (soda), possono dare luogo a sversamenti sul
suolo, sia durante il rifornimento dei serbatoi da autocisterne, sia in caso di
rotture o cedimenti. In caso di sversamento si può verificare inquinamento del
suolo, con possibile penetrazione nelle falde acquifere, ed emissione di vapori
in atmosfera. Pertanto, per evitare il rischio di dispersione sul suolo,
possono essere utilizzati bacini di contenimento in materiale chimicamente
resistente e prevedere misure di emergenza per la neutralizzazione dei prodotti
chimici.
Incendio-esplosione
In caso di incendio a carico della centrale termica
il danno atteso per l’ambiente consiste prevalentemente nella formazione di
prodotti parzialmente incombusti immessi nell’atmosfera. L’esplosione può
comportare danni strutturali al locale sede della centrale termica ed a locali
ed edifici limitrofi.
DESCRIZIONE DELLA FASE
Il laboratorio chimico nell’industria farmaceutica ha
l’obiettivo primario di eseguire controlli, in corso di produzione, sulla
qualità dei prodotti utilizzati come materie prime e sui prodotti finiti. Per
effettuare questo tipo di controllo nonché controlli ambientali nelle aree
sterili si seguono protocolli ufficiali (Farmacopea Ufficiale), quindi si
tratta di attività standard in base alla tipologia di produzione e con
riferimento a sostanze note, diversamente dai laboratori di ricerca. Possono
essere utilizzati fino a 300-400 reattivi.
Fra le sostanze principali che vengono usate nei laboratori
chimici industriali vi sono: acetonitrile, metanolo, diclorometano, cloruro di
metilene, acetone, etere etilico, cloroformio, etanolo, isopropanolo, acqua
ossigenata, sodiolaurilsolfato, ipoclorito di sodio, acidi, basi e principi
attivi farmacologici.
Altre sostanze chimiche utilizzate nel laboratorio possono
essere:
diossano, anilina, nickel raney, tolbutamide, isometadone,
fluocinolone acetonide, benzene, acetonitrile, 1,2-dicloroetano, fenoftaleina,
idrazina solfato, piridina, tioacetamide, fenilidrazina cloridrato, sodio
arsenito, diclorometano, cloroformio, aldeide formica 37%, tetracloruro di
carbonio, paraosanilina, potassio cromato, piombo nitrato, piombo nitrato
soluzione 0,1%, acido salicilico, sodioazide, formamide, epinefrina, etilenglicole
monometiletere, dibutile ftalato.
E’ possibile che siano utilizzati anche il mercurio ed alcuni
suoi derivati.
Tutte le sostanze sopra citate vengono impiegate in misura
modestissima. In particolare il piombo nitrato viene usato per la determinazione
del piombo presente nelle acque di produzione e nelle materie prime mediante
spettrometria ad assorbimento atomico. Il benzene viene usato per il controllo
di impurezze di sintesi nelle materie prime ad es. carbomer.
Fig. 24. Laboratorio chimico.
ATTREZZATURE
E MACCHINE
Banchi di lavoro per laboratori di analisi
Il laboratorio è dotato di appositi banchi di lavoro su cui
vengono effettuate le reazioni chimiche di controllo. Su ciascun banco sono
presenti diverse attacchi di corrente elettrica, un rubinetto per l’aria, uno
per l’azoto, uno per il vuoto. Può essere presente anche un rubinetto per il
gas metano, qualora sia richiesto l’uso della fiamma diretta per le reazioni.
Ad ogni fila di banchi si ritrova un lavandino con rubinetti per acqua
corrente, calda o fredda. Un certo numero di banchi di lavoro sono sotto cappe
di aspirazione, dotate di sistemi di filtrazione che convogliano i vapori
sviluppati in emissioni esterne. I banchi esterni sono comunque dotati di
sistemi di aspirazione localizzata e mobile.
Nella parte bassa dei banchi, in genere di quelli sistemati
sotto cappa, sono presenti degli armadi costruiti con materiale antincendio e
antideflagrazione al cui interno sono conservati i prodotti pericolosi.
Bilance elettroniche e/o manuali
Nei
laboratori le quantità pesate sono spesso nell’ordine di mg o µg pertanto si
utilizzano soprattutto bilance elettroniche costituite da un box metallico, in
cui è presente il corpo macchina, e da un sistema di pesata, in genere
costituito da un piattello.
Carrelli a
spinta manuale
Si tratta di carrelli metallici classici, con gli angoli
smussati per evitare ferite da urto, dotati di dispositivo frenante.
Pipette e cilindri
Durante le fase di
prelevamento dei campioni liquidi, gli addetti del laboratorio utilizzano
strumenti di vetro quali pipette, cilindri graduati e non, beute ecc…
Le pipette sono strumenti,
in genere di vetro, atti a prelevare e misurare piccole quantità di liquido,
costituiti da un tubo graduato alla cui sommità è presente un sistema di
aspirazione, chiamato pipettatore o propipetta, che in genere è costituito da
una pompetta manuale o da uno stantuffo.
Apparecchi per analisi di laboratorio
I
controlli qualitativi delle sostanze in entrata ed in uscita dall’industria,
oltre che alcuni dosaggi quantitativi vengono effettuati utilizzando strumenti
analitici quali i cromatografi liquidi accoppiati a spettrometri di massa e/o a
rivelatori DAD (Diode Array Detector); gas cromatografi; spettrometri per
assorbimento atomico. I cromatografi liquidi impiegano solventi quali acqua,
metanolo ed acetonitrile e pertanto vengono adoperati sotto cappa
d’aspirazione; anche lo spettrometro ad assorbimento atomico, in cui si fa la
quantificazione del piombo viene usato sotto cappa. I gas cromatografi sono
dotati di sistemi di degassaggio interno, non utilizzano solventi per la “corsa
cromatografica” pertanto non richiedono sistemi di aspirazione.
FATTORI DI RISCHIO
In questa fase lavorativa i principali rischi professionali
potenzialmente presenti sono sotto elencati.
Manipolazione di sostanze chimiche pericolose
descrizione
L’operatore del
laboratorio chimico, durante la giornata lavorativa, può manipolare sostanze
chimiche potenzialmente nocive. Le sostanze più comuni sono quelle riportate
nella descrizione della fase lavorativa.
stima
Campionamenti ambientali effettuati in aziende del comparto
hanno evidenziato valori di esposizione a acetonitrile e isopropanolo e piombo
relativamente bassi e comunque molto inferiori ai valori TLV.
danno atteso
Il danno dipende dal tempo di esposizione alle singole sostanze
chimiche ed ai relativi effetti tossici.
interventi prevenzionistici
-
Esaminare le schede di sicurezza dei prodotti utilizzati.
-
Deve essere previsto l’uso di cappe d’aspirazione.
-
Per la manipolazione di sostanze cancerogene devono essere
previste cappe d’aspirazione esclusivamente dedicate dotate di filtrazioni
spinte e di impianti separati di emissione all’esterno. Per i cancerogeni
devono essere utilizzate soluzioni pronte all’uso e per tutti i prodotti devono
essere presenti in reparto quantità non eccedenti le necessità e confezioni di
dimensione ridotta. Armadi e scaffali devono essere aspirati. Deve essere
attuata la formazione specifica del personale sia per i piani di emergenza che
per il pronto soccorso e l’utilizzo di prodotti pericolosi. Deve essere
prevista la sostituzione dei prodotti più pericolosi, ogni volta che è
possibile.
-
Nelle immediate vicinanze del laboratorio chimico devono
essere presenti docce d’emergenza e lavaocchi.
-
Indossare D.P.I. (guanti, maschere dotate d’autorespiratori,
grembiuli, ecc…) idonei alla protezione dal tipo di sostanze utilizzate.
-
Informazione, formazione e sorveglianza sanitaria degli
addetti.
riferimenti normativi
-
Tit. VIII "Materie e prodotti pericolosi o nocivi"
D.P.R. n.547 del 27.04.1955.
-
Tit. II, Art. 9 “Aerazione dei luoghi di lavoro chiusi” e Capo
II “Difesa dagli agenti nocivi” del D.P.R. n.303 del 19.03.1956 “Norme generali
per l’igiene del lavoro”.
-
D.M.Ind.
del 01.03.1989 "Recepimento della direttiva CEE/88/571, sull'aggiornamento
al progresso tecnico dei metodi di protezione del materiale elettrico
antideflagrante"
-
Art. 3 “Misure generali di tutela” del D.Lgs. n.626 del
19.09.1994.
-
Art. 4 "Obblighi del datore di lavoro, del dirigente e
del preposto" D.Lgs. n.626 del 19.09.1994.
-
Tit. IV del D.Lgs. n.626 del 19.09.1994 “Uso dei Dispositivi
di Protezione Individuale”.
Esposizione a polveri
descrizione
Gli addetti del laboratorio chimico hanno il compito di
preparare i campioni di principio attivo e di eccipienti da analizzare. Durante
questa fase operativa e per un tempo variabile, è possibile rimanere esposti a
polveri potenzialmente nocive. Le sostanze chimiche solide manipolate sono
eccipienti, principi attivi e reattivi. Gli eccipienti in polvere più comuni
impiegati nell’industria farmaceutica sono glucosio, mannitolo, saccarosio,
lattosio spray-dried, amido, cellulosa microcristallina, calcio-fosfato
bibasico, talco, polivinilpirrolidone (PVP), coloranti naturali e sintetici.
L’esposizione può avvenire anche durante la pesata, qualora non sia presente un
idoneo sistema di aspirazione come nella pesatura elettronica di precisione, in
cui l’aspirazione influisce sulla misura causa interferenze dovute alla
movimentazione dell’aria ambiente.
danno atteso
Asma allergica, dermatiti da contatto.
Effetti farmacologici specifici da esposizione a principio attivo.
interventi prevenzionistici
-
Esaminare le schede di sicurezza dei prodotti utilizzati.
-
Deve essere previsto l’uso di cappe di aspirazione o di
sistemi aspiranti mobili ed inoltre, l’utilizzo di DPI adeguati a seconda della
pericolosità del materiale solido da trattare quali caschi con aspiratori,
mascherine, guanti, occhiali di protezione.
-
È necessario attuare una attenta programmazione della
sostituzione dei filtri delle cappe aspiranti per evitare diminuzione della
capacità di aspirazione.
-
Informazione, formazione e sorveglianza sanitaria degli
addetti.
riferimenti normativi
-
D.P.R.
303 del 1956 e s.m.i.
-
D.Lgs.
626 del 1994 e s.m.i.
Manipolazione
di materiale frangibile
descrizione
E’ possibile che in questa fase gli operatori
addetti al laboratorio chimico possano utilizzare contenitori di vetro
frangibile come cilindri, flaconi, pipette graduate, bottiglie per solventi
ecc…Il lavaggio di detto materiale viene effettuato in appositi lavandini che
dispensano acqua distillata, presenti nel laboratorio.
danno atteso
Ferite o tagli dovuti alla manipolazione di
contenitori di vetro rotti.
interventi prevenzionistici
-
Impiego
di materiale di plastica o di vetro infrangibile; uso di pellicole di
protezione dal vetro per evitare fenomeni di poliframmentazione in caso di
rottura.
-
Indossare
guanti antitaglio.
-
Il
trasporto delle bottiglie per solventi deve essere effettuato utilizzando dei
secchi di contenimento.
-
Informazione
e formazione degli addetti.
riferimenti normativi
-
Art. 383 "Protezione delle mani" D.P.R. n.547
del 27.04.1955.
-
D.Lgs. 626/94 e s.m.i.
Lavoro in
ambiente a rischio di esplosione - incendio
descrizione
All’interno
di un laboratorio chimico vengono utilizzati e conservati solventi organici a
rischio d’esplosione in quantitativi stimabili nell’ordine di alcuni litri.
L’impiego di queste sostanze rende l’ambiente a rischio d’esplosioni od
incendi.
danno atteso
Lesioni traumatiche, ustioni ed
intossicazioni.
interventi prevenzionistici
-
Esaminare le schede di sicurezza dei prodotti utilizzati.
-
Utilizzare armadi antincendio e antideflagranti per conservare
i solventi.
-
Informazione
e formazione degli addetti.
riferimenti normativi
-
Art.
19 “Separazione del locali nocivi” D.P.R. n. 303 del 19.03.1956.
-
Art.
20 “Difesa dell’aria dagli inquinamenti con prodotti nocivi” D.P.R. n. 303/56.
-
Tit. II, Art. 13 "Vie d'uscita e di
emergenza", Art. 14 "Porte e portoni" D.P.R. n.547 del
27.04.1955.
-
Tit. II, Capo VI “Difesa contro gli incendi e le
scariche atmosferiche” D.P.R. n.547 del 27.04.1955.
-
Tit. VII, Capo X “Installazioni elettriche in luoghi dove
esistono pericoli di esplosione o incendio” D.P.R. n.547 del 27.04.1955.
-
Tit. VIII "Materie e prodotti pericolosi o
nocivi" D.P.R. n.547 del 27.04.1955.
-
D.M. del 16.02.1982 “Modificazioni del D.M. 27.09.1965,
concernente la determinazione delle attività soggette alle visite di
prevenzione incendi”.
-
D.P.R. n.577 del 29.07.1982 “Approvazione del
regolamento concernente l’espletamento dei servizi antincendio”.
-
D.M.I. del 08.03.1985 "Direttive sulle misure più
urgenti ed essenziali di prevenzione incendi ai fini del rilascio del nullaosta
provvisorio di cui alla legge 7 dicembre 1984, n. 818".
-
D.M.Ind.
del 01.03.1989 "Recepimento della direttiva CEE/88/571, sull'aggiornamento
al progresso tecnico dei metodi di protezione del materiale elettrico
antideflagrante"
-
Art. 4 "Obblighi del datore di lavoro, del
dirigente e del preposto", comma 5 lettera a) e lettera q) del D.Lgs.
n.626 del 19.09.1994 (con successive modifiche e integrazioni) “Attuazione
delle direttive 89/391/CEE, 89/654/CEE, 89/655/CEE, 89/656/CEE, 90/269/CEE, 90/270/CEE, 90/394/CEE, 90/679/CEE,
93/88/CEE, 97/42/CE e 99/38/CE riguardanti il miglioramento della sicurezza e
della salute dei lavoratori durante il lavoro”.
-
Art. 12 e 13 “Prevenzione incendi ed evacuazione dei
lavoratori” D.Lgs. n.626/1994.
-
D.M. del 10.03.1998 “Criteri generali di sicurezza
antincendio e per la gestione dell’emergenza nei luoghi di lavoro”.
-
Norme UNI-VV.FF su impianti antincendio, impianti di
rivelazione degli incendi, impianti di evacuazione fumo e calore, ecc…
-
D.M. del 3.9.2001 “ Modifiche ed integrazioni al D.M.
26.6.1984 concernente classificazione di reazioni al fuoco ed omologazione dei
materiali ai fini della prevenzione degli incendi”.
APPALTI ESTERNI
In questa fase lavorativa viene appaltata la fase di
smaltimento dei rifiuti di laboratorio.
IMPATTO ESTERNO
Le soluzioni contenenti i cancerogeni e i solventi organici
utilizzati vengono smaltite rispettivamente come rifiuti speciali e solventi
esausti in appositi contenitori. Le procedure di utilizzo di tali sostanze
prevedono l’impiego di cappe di aspirazione dotate di filtri che impediscono
emissioni all’esterno.
DESCRIZIONE DELLA FASE
In genere nel laboratorio
microbiologico sono svolte le seguenti operazioni:
-
controlli
di sterilità ambientale;
-
preparazione
di colture microbiologiche;
-
preparazione
di terreni di coltura;
-
test
di sterilità;
-
determinazioni
biologiche e microbiologiche quali quantitative.
Il laboratorio microbiologico dell’industria
farmaceutica prepara campioni noti in merito alla provenienza, quindi è
possibile semplificare le procedure inerenti l’accettazione e l’apertura dei
campioni. L’attenzione prevalente è quella di evitare la loro contaminazione
secondaria, dal momento che può essere significativa, in certi reparti, la
rilevazione anche di una unità formante
colonia sulle particelle microscopiche campionate negli ambienti di produzione.
Nel laboratorio vengono preparati i terreni di coltura (liquidi o in agar) sterilizzati in autoclave,
seminati ed incubati e quindi letti. Queste operazioni possono avvenire in
stanza sterile dove l’operatore accede per effettuare i test di sterilità con
kit appositi. L’operatore rimane nella clean
room per 1,5 - 2 ore al giorno, indossando un apposito vestiario. Punti di
ispezione visiva e segnalatori luminosi indicano la presenza dell’operatore in
stanza sterile.
Fig. 25. Laboratorio microbiologico.
Fig. 26. Analisi in un laboratorio
microbiologico.
ATTREZZATURE E MACCHINE
Sono presenti attrezzature
simili a quelle del laboratorio chimico (vedere paragrafo 3.18), oltre a tutta
una serie di attrezzature e macchine specifiche per il laboratorio
microbiologico, tra i quali: cappe di sicurezza biologica, centrifughe,
omogeneizzatori, sonicatori, termostati, bilance autoclavi.
Di particolare interesse
sono camere sterile e le cappe di sicurezza biologica in quanto si tratta delle
principali attrezzature per assicurare il contenimento fisico dei pericoli di
contaminazione presenti nel laboratorio biologico.
La camera sterile è
costruita secondo norme specifiche (NBF) dotate di dispositivi per la
filtrazione dell’aria (con flusso d’aria convenzionale o laminare) e per la
pulizia - sterilizzazione degli ambienti.
FATTORI DI RISCHIO
I principali fattori di rischio lavorativo potenzialmente presenti in un
laboratorio di analisi microbiologica sono sotto elencati. È anche da tenere
presente che i lavoratori addetti alle operazioni nelle camere sterili sono
sottoposti al disagio dovuto alla segregazione, doppio cambio d’abito,
abbigliamento ingombrante, spazi ristretti e conseguenti limitate possibilità
di movimento.
Esposizione ad agenti biologici
descrizione
Nelle industrie del comparto sono presenti agenti biologici
classificabili al massimo come appartenenti al gruppo 2 (agenti che possono
causare malattie in soggetti umani e costituire un rischio per i lavoratori; è
poco probabile che si propaghino nella comunità; sono di norma disponibili
efficaci misure profilattiche o terapeutiche). Possono essere presenti anche
microrganismi sicuramente non patogeni per l’uomo (Lactobacillus Spp, etc…) o
altri non classificati ma potenzialmente nocivi (Bacillus Subtilis, etc…).
Durante le operazioni sopra descritte si creano numerose
potenziali fonti di contaminazione da microrganismi. Infatti, i passaggi o
trapianti di microrganismi vengono effettuati manualmente, così come la
preparazione dei terreni di coltura.
La contaminazione da
inoculazione può derivare dall’utilizzo di aghi, siringhe, bisturi, vetreria
rotta o sbeccata, fiale, che possono provocare tagli, abrasioni o inoculazioni
indesiderate.
La contaminazione per via respiratoria può
verificarsi durante le fasi di omogeneizzazione, centrifugazione, inoculazione
o apertura di tappi a pressione, che possono creare aerosol biologico
potenzialmente respirabile dall’operatore.
L’aerosol si può formare:
-
nel
momento dell’apertura di scatole di Petri, provette, pipette, contenitori;
-
nell’impiego
di agitatori, siringhe, centrifughe;
-
nello
svuotamento di pipette mediante insufflazione d’aria;
-
nella
sterilizzazione di anse o aghi bagnati alla fiamma;
-
durante
l’apertura di fiale di liofilizzati.
La contaminazione può avvenire anche
contatto cutaneo. In condizioni normali la pelle rappresenta una barriera
naturale all’ingresso di organismi patogeni, tuttavia, a causa della presenza
di microlesioni, ferite od escoriazioni, questa barriera può presentare delle
discontinuità che costituiscono possibili punti di ingresso, per agenti chimici
o biologici, da tenere sotto controllo. La pelle delle mani inoltre può fungere
da veicolo di contaminazione per gli stessi agenti, in quanto su di essa si
possono depositare particelle di materiale infetto che possono venire veicolate
all’interno del nostro organismo quando si portano le mani al viso, in
particolare alla bocca o agli occhi.
Occorre tenere presente che la contaminazione può avvenire anche
in caso di sversamenti accidentali di materiale biologico.
danno atteso
Infezioni da contaminazioni batteriche.
Ferite o tagli dovuti alla manipolazione di fiale
e/o flaconi di vetro rotti.
interventi prevenzionistici
-
Al
fine di ridurre al minimo le possibilità di contagio occorre mantenere sempre
pulite e disinfettate le superfici di lavoro e proteggere adeguatamente la
pelle con indumenti e D.P.I. (guanti antitaglio, grembiuli impermeabili,
schermo facciale, ecc.). Le superfici dei banchi di lavoro, le superfici delle
attrezzature, i pavimenti devono essere disinfettate giornalmente; se
l’attività lo richiede, i banchi di lavoro devono essere puliti anche più volte
al giorno.
-
I
locali adibiti a laboratori microbiologici, compresi gli annessi locali
destinati alla preparazione dei terreni, alla sterilizzazione della vetreria,
alla sterilizzazione/lavaggio della vetreria usata, dovranno essere, quando
strutturalmente possibile, separati dagli altri locali dell’industria e dotati
di un sistema chiuso di sterilizzazione dell’aria a raggi U.V.
-
Negli
ambienti dove sono presenti vapori, fumi, aerosol o bioaerosol pericolosi devono
essere utilizzati occhiali con visiera e maschere con filtri di protezione.
-
Sulle
porte di accesso ai laboratori in cui si operi con campioni a rischio biologico
dovuto alla presenza di agenti biologici dei
gruppi 2 e 3 deve essere esposto il simbolo internazionale di rischio
biologico.
-
Nel
caso in cui l'agente biologico non possa essere classificato in modo
inequivocabile, esso va classificato nel gruppo di rischio più elevato. In caso
di dubbio indossare comunque idonei
D.P.I. (guanti, occhiali, mascherina protettiva, schermo facciale,
ecc…).
-
Le
porte del laboratorio devono essere tenute chiuse, in special modo durante lo
svolgimento dell’attività lavorativa. Davanti alla porta d’ingresso ai locali
adibiti ad attività di microbiologia, con accesso limitato ai soli operatori
autorizzati, deve essere presente un tappeto antipolvere.
-
Per
la tutela della salute e per la qualità del lavoro svolto è necessario
mantenere una scrupolosa cura della propria igiene personale: indossare sempre
un camice, con polsini ad elastico, preferibilmente con allacciatura
posteriore. Non si devono indossare calzature aperte.
-
Nell’entrare
ed uscire dai laboratori bisogna indossare/togliersi il camice ed eventualmente
copricapo e calzature. Gli indumenti protettivi di laboratorio non vanno tenuti
assieme agli abiti normali, ma conservati in un apposito armadietto a doppio
scomparto.
-
Indossare
guanti monouso quando necessario.
-
Lavarsi
le mani passando dal laboratorio ad altri locali e transitare sul tappeto
assorbipolvere.
-
Particelle
e gocce che si formano durante le manipolazioni di laboratorio sedimentano
rapidamente sul piano di lavoro e sulle mani dell’operatore; le mani devono
pertanto essere lavate frequentemente e gli operatori non devono toccarsi la
bocca e gli occhi.
-
Per
evitare la contaminazione attraverso gli occhi indossare occhiali o schermo
facciale in caso di possibile rischio di dispersione di materiale contaminato.
-
Nel
laboratorio di microbiologia sono necessari dispensatori automatici di acqua e
sapone, anche per evitare il pericolo delle contaminazioni crociate.
-
I
materiali infetti possono essere manipolati solo nella cappa di sicurezza
biologica.
-
Per
evitare la contaminazione attraverso la mucosa della bocca è necessario
indossare la maschera o lo schermo facciale.
-
Il
viso e gli occhi devono essere protetti durante tutte le operazioni che possono
in qualche modo provocare schizzi o aerosol di materiale infetto. In
particolare, occorre utilizzare sempre uno schermo protettivo, facciale o
fisso, durante l’uso di attrezzature di lavoro a rischio (per calore, presenza
di vuoto o pressione), qualora le operazioni non siano svolte sotto cappa.
-
Le
lenti a contatto non danno nessuna protezione agli occhi. Coloro che le usano
devono proteggersi gli occhi come tutti gli altri operatori.
-
In
merito alle cappe di sicurezza biologica è bene tenere presente quanto segue:
-
Data la funzione svolta
da queste attrezzature di lavoro, occorre attenersi scrupolosamente al
programma di manutenzione ordinaria e straordinaria prevista dal costruttore.
-
Il personale che utilizza cappe di sicurezza biologica (a
flusso laminare) deve essere opportunamente formato sulle modalità d’utilizzo e
relativi limiti, facendo riferimento agli standard nazionali e alla letteratura
in merito. Procedure operative scritte devono essere messe a disposizione di
tutto il personale.
-
È necessario ricordare che la cabina non protegge le mani da
fuoriuscite di liquidi o da rotture di contenitori.
-
La cappa non deve essere utilizzata se non è perfettamente
funzionante.
-
Nell’uso delle cappe di sicurezza biologica (come d’altronde
nell’uso di tutte le attrezzature di lavoro) si devono rispettare
scrupolosamente le indicazioni del costruttore riportate nel manuale di uso e
manutenzione. Copia di tale manuale deve essere conservata nel laboratorio a
disposizione degli operatori.
-
Il pannello protettivo in vetro non deve essere alzato durante
il lavoro.
-
La strumentazione ed il materiale presenti all’interno della
cappa devono essere ridotti al minimo e posizionati nella parte posteriore
dell’area di lavoro.
-
Non si dovrebbero impiegare lampade a gas, tipo Bunsen,
all’interno della cappa poiché il calore prodotto distorce il flusso d’aria e
può danneggiare i filtri. E’ eventualmente consigliabile adottare Bunsen con
accensione elettronica oppure impiegare materiale monouso.
-
Tutta l’attività manuale si deve concentrare nella parte media
e posteriore della superficie di lavoro e deve essere visibile attraverso la
protezione in vetro.
-
Il piano perforato della cabina, attraverso cui viene
ricircolata l’aria, non deve essere coperto da campioni, strumentazione, carta
da filtro o altro che possa modificare sostanzialmente il flusso dell’aria.
-
Il passaggio di persone
alle spalle dell’operatore deve essere ridotto al minimo.
-
L’operatore non deve disturbare il flusso d’aria con movimenti
ripetuti oppure togliendo e introducendo continuamente le braccia.
-
Gli aspiratori della cabina devono essere lasciati funzionare
regolarmente per almeno 5 minuti dopo il termine di ogni ciclo lavorativo.
-
E’ opportuno ricordare
che le cappe a flusso laminare orizzontale (cappe sterili) non sono cabine di
sicurezza e servono solo a proteggere il campione e non l’operatore e
l’ambiente circostante.
-
Per
il prelevamento dei campioni liquidi gli addetti del laboratorio utilizzano
pipette. Per tale operazione devono essere seguiti particolari accorgimenti di
seguito riportati.
-
Il pipettaggio orale è severamente vietato e per il
prelievo dei vari campioni liquidi deve
essere utilizzata l’apposito pipettatore.
-
Le pipette a spazio
morto o a doppia tacca sono da
preferire alle altre in quanto non richiedono l’espulsione dell’ultima goccia.
-
L’aria non deve essere fatta gorgogliare in liquidi contenenti
agenti infetti o potenzialmente infetti.
-
Il liquido non deve essere espulso dalla pipetta con forza per
evitare la formazione di aerosol.
-
I materiali infetti non devono essere mescolati tramite
aspirazione ed espulsione alternate da una stessa pipetta.
-
Per evitare la dispersione di materiale infetto
accidentalmente caduto da una pipetta, è utile tenere a portata di mano una
carta assorbente imbevuta di disinfettante, da autoclavare dopo l’uso.
-
Le pipette di Mohr utilizzate per liquidi a rischio biologico
devono essere dotate di tamponcino (stuello) in cotone per ridurre la
contaminazione delle propipette.
-
Le pipette a spazio morto o “a doppia tacca” sono da preferire
alle altre in quanto non richiedono l’espulsione dell’ultima goccia.
-
Il recipiente per la raccolta delle pipette utilizzate deve
essere mantenuto all’interno della cabina biologica di sicurezza sino al
termine del ciclo lavorativo.
-
Le pipette contaminate devono essere immerse completamente in
un disinfettante appropriato contenuto in una vaschetta e lasciate così per
almeno 18 ore prima di procedere al loro lavaggio.
-
Le micropipette devono essere sempre mantenute in posizione
verticale, utilizzando appositi sostegni, mai adagiate sul banco di lavoro, in
modo da evitare che il contenuto dei puntali a perdere contamini la parte
fissa.
-
Le
indicazioni di prevenzione durante l’impiego delle centrifughe possono essere
riassunte come segue (come riscontrato nelle procedure operative standard di
aziende del comparto).
-
Le centrifughe devono essere utilizzate seguendo le istruzioni
del fabbricante ed essere sottoposte a regolare manutenzione periodica.
-
Le centrifughe devono essere posizionate ad un’altezza che
permetta a qualsiasi operatore di poter vedere chiaramente l’interno per
inserire correttamente gli accessori ed i contenitori.
-
Rotori e contenitori delle centrifughe devono essere
ispezionati prima e dopo l’utilizzo per accertarne l’integrità.
-
Al termine dell’impiego svuotare e conservare capovolti i
contenitori per far asciugare completamente i fluidi di bilanciamento.
-
Durante l’uso della centrifuga possono fuoriuscire nell’aria
particelle infette. Per evitare questo inconveniente si consiglia di usare
contenitori da centrifuga a tenuta ermetica o provette con tappo a vite,
comunque infrangibili.
-
Le
indicazioni di prevenzione durante l’impiego di omogeneizzatori, agitatori e
sonicatori possono essere riassunte come segue (come riscontrato nelle
procedure operative standard di aziende del comparto).
-
Per evitare il rischio di formazione d’aerosol biologico si
devono impiegare omogeneizzatori a tenuta ermetica (come “stomacher” o
miscelatori da laboratorio).
-
E’ necessario accertarsi
sempre delle buone condizioni del contenitore, delle chiusure e delle
guarnizioni di tenuta. I tappi devono adattarsi perfettamente e le guarnizioni
essere in buono stato.
-
Aerosol contenenti materiale infetto potrebbero fuoriuscire
fra il contenitore ed il coperchio di omogeneizzatori, agitatori e sonicatori
perché durante l’uso si crea una certa pressione al loro interno. È bene
evitare l’uso di contenitori in vetro perché potrebbero rompersi liberando
materiale infetto o causando il ferimento dell’operatore.
-
Se possibile, utilizzare questi apparecchi in cappa di
sicurezza biologica.
-
la fase di apertura del contenitore deve essere effettuata
sotto cappa di sicurezza.
-
Gli apparecchi ad
ultrasuoni (sonicatori) devono essere posizionati, di norma, in locali non
frequentati abitualmente dai lavoratori. Se la loro presenza è necessaria,
questi devono disporre di adeguati DPI.
-
Le
indicazioni di prevenzione relative all’utilizzo di frigoriferi, congelatori e
produttori di ghiaccio possono essere riassunte come segue (come riscontrato
nelle procedure operative standard di aziende del comparto).
-
Frigoriferi, congelatori e produttori di ghiaccio devono
essere sbrinati, puliti e disinfettati periodicamente per garantirne il
corretto funzionamento e per la eliminazione di eventuali provette o altri
contenitori che si possono essere rotti durante la conservazione.
-
Tutti i contenitori
conservati all’interno del frigorifero o del congelatore devono essere chiaramente
identificati con apposite etichette che resistono alle basse temperature. Su
ogni etichetta deve essere riposto un riferimento relativo al contenuto, alla
data, al riferimento del campione ecc. Utilizzare solo contenitori a tenuta
ermetica. Eliminare le chiusure fatte con fogli di alluminio o simili.
-
I prodotti a rischio devono essere conservati in un
contenitore dotato di chiave e fissato all’interno del frigorifero in modo non
amovibile. La chiave deve essere fornita ad un solo responsabile.
-
Tutto il materiale obsoleto, scaduto o anonimo deve essere
sterilizzato in autoclave ed eliminato.
-
Si ricorda qui che le soluzioni infiammabili non devono essere
conservate in un normale frigorifero ma in un’unità a prova d’esplosione.
Nonostante le basse temperature, infatti, i solventi possono rilasciare vapori
potenzialmente esplosivi. Le miscele esplosive formatesi possono poi venire
innescate dall’accensione della luce interna al frigorifero al momento della
sua apertura.
-
Le
indicazioni di prevenzione relative all’utilizzo di termostati possono essere
riassunte come segue (come riscontrato nelle procedure operative standard di
aziende del comparto).
-
I termostati devono
essere puliti e disinfettati periodicamente (sia all’interno che all’esterno),
per l’eliminazione d’eventuali contaminazioni da colture, da provette o da
altri contenitori che potrebbero essersi rotti o aver versato. L’operatore deve
indossare mascherina e guanti. Ultimata la pulizia, devono essere disinfettate
tutte le superfici.
-
Le
indicazioni di prevenzione relative all’utilizzo di bilance possono essere
riassunte come segue (come riscontrato nelle procedure operative standard di
aziende del comparto).
-
Le bilance devono essere puliti e disinfettate periodicamente.
In caso di contatto accidentale delle superfici con materiale infetto o
potenzialmente infetto, munirsi di guanti e con un disinfettante procedere alla
disinfezione delle stesse e del piano su cui tali apparecchi poggiano.
-
Le
indicazioni di prevenzione relative all’utilizzo di autoclavi possono essere
riassunte come segue (come riscontrato nelle procedure operative standard di
aziende del comparto).
-
Effettuare periodicamente controlli dell’efficienza delle
autoclavi con gli appositi kit indicatori di sterilizzazione.
-
Attenersi al programma di manutenzione periodica previsto dal
costruttore ed agli eventuali controlli periodici obbligatori per legge.
-
In
caso di sversamento di materiale biologico, occorre decontaminare l’area
interessata e raccogliere il materiale con l’apposita dotazione di pronto
intervento. Gli interventi da eseguire in caso di incidente biologico possono
essere riassunti come segue (come riscontrato nelle procedure operative
standard di aziende del comparto).
1)
Spargimento sul piano di
lavoro di sospensioni o colture microbiche:
-
Indossare i guanti.
-
Assorbire il liquido
sparso con carta bibula.
-
Trasferire il tutto, in
sacchetto termoresistente e sterilizzare in autoclave per 40 minuti a 121o
C.
-
Procedere alla bonifica
con disinfettante (Amuchina, Tego, Esan).
2)
Spargimento sul
pavimento di sospensioni o colture microbiche:
-
Circoscrivere la zona,
impedendo di calpestare l’area contaminata.
-
Indossare i guanti e
assorbire il liquido sparso con carta bibula.
-
Procedere alla bonifica
con disinfettante e trasferire tutto in sacchetto termoresistente e
sterilizzare in autoclave per 40 minuti a 121o C.
3)
Spargimento di colture
batteriche o sospensioni sugli abiti:
-
Togliersi i camice e gli
eventuali indumenti contaminati, lavare e disinfettare le mani e le parti
eventualmente coinvolte.
-
Inserire il camice in
sacchetto termoresistente e sterilizzare in autoclave per 40 minuti a 121o
C.
4)
Contatto accidentale di
sospensioni o colture microbiche con la pelle:
-
Lavare abbondantemente
con acqua e sapone la parte interessata e disinfettare con appropriato
disinfettante (Amuchina, Tego, Esan).
5)
Contatto accidentale di
sospensioni o colture microbiche con gli occhi:
-
Lavare abbondantemente
con acqua corrente proiettata a bassa pressione dal lavaocchi d’emergenza.
-
Consultare il medico.
6)
Contatto accidentale di
sospensioni o colture microbiche con superficie cutanea interessata da tagli o
abrasioni:
-
Lavare abbondantemente
con acqua corrente e procedere ad idonea disinfezione (Amuchina, Tego, Esan).
-
Consultare il medico.
7)
Contaminazione di
apparecchiature quali: centrifughe, flussi laminari, frigoriferi, termostati
ecc… per la rottura di provette e contenitori di sospensioni o colture
microbiche:
-
Indossare i guanti e, se
necessario, la mascherina protettiva.
-
Disconnettere
l’apparecchiatura dalla rete elettrica.
-
Provvedere
all’assorbimento del materiale contaminato.
-
Provvedere al lavaggio
abbondante con acqua.
-
Provvedere al lavaggio
esterno e al trasferimento delle unita` intatte dal luogo dell’incidente ad
altro idoneo (per capacita e temperatura) dopo aver disinfettato esternamente.
-
Lavaggio e disinfezione
dopo lo svuotamento del rotore (per la centrifuga), del piano di lavoro (per il
flusso laminare), dei ripiani e pareti (per frigoriferi o termostati).
-
Al
fine di evitare la dispersione di materiali infetti, in particolare sotto forma
di aerosol, è opportuno tenere in considerazione quanto segue.
-
Il rischio di diffondere
microrganismi sul banco di lavoro durante la sterilizzazione delle anse può
essere evitato usando un microinceneritore. Sono comunque da preferirsi le anse
monouso sterili in plastica, che non necessitano di sterilizzazione.
-
Nel caso si decida di
utilizzare anse metalliche, l’anello deve essere completamente chiuso e l’asta
non deve essere più lunga di 6 cm.
-
Il test della catalasi
non va eseguito su vetrino, si devono usare tecniche in provetta o con vetrino
di copertura.
-
Alla fine di ciascuna
sessione di lavoro il piano di lavoro deve essere decontaminato con un apposito
disinfettante.
-
È
necessario eseguire la sorveglianza sanitaria dei lavoratori ed effettuare
l’informazione e la formazione del personale.
riferimenti normativi
-
D.P.R.
303/56 “Norme generali per l’igiene del lavoro”.
-
D.Lgs. 626/94 “Attuazione delle direttive 89/391/CEE,
89/654/CEE, 89/655/CEE, 89/656/CEE, 90/269/CEE, 90/270/CEE, 90/394/CEE e
90/679/CEE riguardanti il miglioramento della sicurezza e della salute dei
lavoratori sul luogo di lavoro” e successive integrazioni e modificazioni.
-
Annali dell’Istituto Superiore di Sanità “Manuale di
biosicurezza in laboratorio”, Istituto Poligrafico e Zecca dello Stato P.V.,
Roma, 1995.
Esposizione a radiazioni ultraviolette (UV)
descrizione
In laboratorio sono di uso comune sorgenti di
radiazione U.V. per la sterilizzazione.
Per danno atteso, prevenzione e riferimenti
normativi vedere la fase “lavaggio e sterilizzazione”.
Manipolazione
di sostanze chimiche pericolose
descrizione
Le operazioni di pulizia e di sterilizzazione
possono portare gli addetti a stretto contatto con sostanze chimiche
pericolose.
Per danno atteso, prevenzione e riferimenti normativi vedere la
fase “lavaggio e sterilizzazione”.
APPALTI
ESTERNI
Le
procedure effettuate nei laboratori microbiologici non vengono appaltate a
aziende esterne.
Esiste una azienda specializzata per lo smaltimento dei rifiuti
a rischio biologico.
IMPATTO ESTERNO
Produzione di rifiuti a rischio biologico
Dopo l’uso tutti i prodotti contaminati devono
essere immediatamente allontanati dal laboratorio.
I residui dei campioni etichettati con il simbolo internazionale
di rischio biologico ed i residui delle colture batteriche per le quali non si
prevede il riutilizzo dei contenitori, devono essere inseriti nei contenitori
appositamente forniti dalla azienda appaltatrice del servizio di smaltimento (e
disinfettati secondo le modalità stabilite dalla stessa), che provvederà a
ritirarli e ad avviarli alla termodistruzione.
Se si prevede il riutilizzo dei contenitori i residui devono essere
inseriti in contenitori autoclavabili, sterilizzati in autoclave, svuotati del
loro contenuto che andrà inviato alla termodistruzione, ed inviati al lavaggio.
Ogni sacco deve riportare
ben visibile l’indicatore chimico di sterilizzazione virato, a conferma
dell’avvenuta decontaminazione a 121° C per 20 minuti. Il materiale da
recuperare, che non può essere autoclavato, deve essere completamente immerso
in un disinfettante appropriato contenuto in una vaschetta e lasciato così per
almeno 18 ore prima di essere lavato. Il materiale che ha dimensioni tali da
non poter essere immerso nel disinfettante deve essere avviato alla
termodistruzione.
Eventuali rifiuti, anche non potenzialmente infetti, ma
provenienti dal laboratorio di microbiologia, devono essere posti in appositi
contenitori. I sacchetti, alla fine del lavoro, devono essere avviati alla
termodistruzione dopo accurata chiusura.
Scarichi idrici a rischio biologico
Le indicazioni di prevenzione relative all’utilizzo
di sistemi di filtrazione per acque superficiali o di scarico a rischio
biologico possono essere riassunte come segue (come riscontrato nelle procedure
operative standard di aziende del comparto):
-
la
parte inferiore del sistema di filtrazione ed il contenitore delle acque
filtrate possono risultare inquinati da microrganismi non trattenuti dai filtri
con pori di 0,45 μm. Al termine di ogni ciclo di lavoro disinfettare
l’intero sistema di filtrazione e la beuta di raccolta delle acque facendo
aspirare un idoneo disinfettante;
-
la
parte superiore del sistema di filtrazione, se non monouso, dopo il trattamento
di campioni etichettati con il simbolo internazionale di rischio biologico deve
essere sterilizzata prima di inviarla al lavaggio.
4 -
RIFERIMENTI NORMATIVI DI CARATTERE GENERALE
Leggi fondamentali
La Costituzione della Repubblica Italiana,
legge fondamentale dello Stato, inquadra il problema dell’igiene e sicurezza
del lavoro con tre articoli:
-
Art. 32 "La Repubblica tutela la salute come
fondamentale diritto dell'individuo e interesse della collettività, e
garantisce cure gratuite agli indigenti".
-
Art. 35 "La Repubblica tutela il lavoro in tutte le
sue forme ed applicazioni"
-
Art. 38 secondo e terzo comma: "I lavoratori hanno
diritto che siano preveduti ed assicurati mezzi adeguati alle loro esigenze di
vita in caso di infortunio, malattia, invalidità e vecchiaia, disoccupazione
involontaria. Gli inabili ed i minorati hanno diritto all'educazione e
all'avviamento professionale".
Nel Codice Civile vi sono due articoli
particolarmente rilevanti:
-
Art. 2087 (Tutela delle condizioni di lavoro)
"L'imprenditore è tenuto ad adottare nell'esercizio della impresa le
misure che, secondo la particolarità del lavoro, l'esperienza e la tecnica,
sono necessarie a tutelare l'integrità fisica e la personalità morale dei
prestatori del lavoro".
-
Art. 2050 (Responsabilità per l'esercizio di attività
pericolosa) "Chiunque cagiona danno ad altri nello svolgimento di una
attività pericolosa, per sua natura o per la natura dei mezzi adoperati, è
tenuto al risarcimento, se non prova di avere adottato tutte le misure idonee
ad evitare il danno".
Il Codice Penale, a sua volta, contiene
una serie di articoli importanti, dei quali, per brevità, citiamo soltanto i
titoli:
-
Art. 437 Rimozione od omissione dolosa di cautela contro
infortuni sul lavoro.
-
Art. 451 Omissione colposa di cautele o difese contro
disastri o infortuni sul lavoro.
-
Artt. 582-583 Lesione personale e circostanze
aggravanti.
-
Art. 590 Lesioni personali colpose.
Testo unico delle leggi sanitarie (1934).
Negli
ultimi quaranta anni sono state approvate numerose ed importanti leggi, ognuna
di esse ha rappresentato un passo avanti sulla strada dello sviluppo civile del
paese.
Normative di carattere generale
-
D.P.R. n. 547 del 27.04.1955 (G.U. n. 158 del 02.07.1955) –
Norme generali per la prevenzione degli infortuni. Norme per prevenzione degli
infortuni sul lavoro.
-
D.P.R.
n. 302 del 19.03.1956 – Norme di prevenzione degli infortuni sul lavoro
integrative di quelle generali emanate con D.P.R. n. 547/1955.
-
D.P.R.
n. 303 del 19.03.1956 – Norme generali per l’igiene del lavoro.
-
D.M.L.
del 28.07.1958 – Presidi chirurgici e farmaceutici aziendali.
-
D.M.L.
del 12.09.1958 – Istituzione del registro degli infortuni.
-
D.P.R.
n. 1124 del 30.06.1965 – Testo unico delle disposizioni per l’assicurazione
obbligatoria contro gli infortuni sul lavoro e le malattie professionali.
-
Legge
n. 977 del 17.10.1967 – Tutela del lavoro dei fanciulli e degli adolescenti.
-
Legge
n. 300 del 20.05.1970 – Norme sulla tutela della libertà e dignità dei
lavoratori, della libertà sindacale e dell’attività sindacale nei luoghi di
lavoro e norme sul collocamento.
-
Legge
n. 1204 del 30.12.1971 – Tutela delle lavoratrici madri.
-
D.M.L.
del 18 aprile 1973 - Elenco delle malattie per le quali è obbligatoria la
denuncia contro gli infortuni sul lavoro e la malattie professionali.
-
D.P.R.
n. 1026 del 25.11.1976 – Regolamento di esecuzione della Legge n. 1204 del
30.12.1971 sulla tutela delle lavoratrici madri.
-
Legge
n. 833 del 23.12.1978 – Istituzione del servizio sanitario nazionale.
-
Legge
n. 46 del 05.03.1990 – Norme per la sicurezza degli impianti
-
D.Lgs.
n. 277 del 15.08.1991 – Attuazione delle direttive n. 80/1107/CEE, n.
82/605/CEE, n. 83/477/CEE, n. 86188/CEE e n. 88/642/CEE, in materia di
protezione dei lavoratori contro i rischi derivanti da esposizioni ad agenti
chimici, fisici e biologici durante il lavoro a norma dell’Art. 7 della Legge
n. 212 del 30.07.1990.
-
D.Lgs.
n. 77 del 25.01.1992 – Attuazione della direttiva 88/364/CEE in materia di
protezione dei lavoratori contro i rischi di esposizione ad agenti chimici,
fisici e biologici.
-
D.Lgs. n.626 del 19.09.1994 (con successive modifiche e
integrazioni) “Attuazione delle direttive 89/391/CEE, 89/654/CEE,
89/655/CEE, 89/656/CEE, 90/269/CEE,
90/270/CEE, 90/394/CEE, 90/679/CEE, 93/88/CEE, 97/42/CE e 99/38/CE riguardanti
il miglioramento della sicurezza e
della salute dei lavoratori durante il lavoro”.
-
D.Lgs.
n. 242 del 19.03.1996 – Modifiche ed integrazioni al D.Lgs. n. 626/1994,
recante attuazione di direttive comunitarie riguardanti il miglioramento della
sicurezza e della salute dei lavoratori sul luogo di lavoro.
-
Circolare
Ministero del Lavoro n. 89 del 27.06.1996 – Direzione generale dei rapporti di
lavoro Divisione VII - D.Lgs. n. 242/1996, , contenente modificazioni ed
integrazioni al D.Lgs. n. 626/1994, in materia di sicurezza e salute dei lavoratori
sul luogo di lavoro. Direttive per l’applicazione.
-
D.P.R.
n. 459 del 24.07.1996 – Regolamento per l’attuazione delle direttive
89/392/CEE, 81/368/CEE, 93/44/CEE e 93/68/CEE concernenti il riavvicinamento
degli stati membri relative alle macchine.
-
D.Lgs.
n. 493 del 14.08.1996 – Attuazione della Direttiva 92/58/CEE concernente le
prescrizioni minime per la segnaletica di sicurezza e/o di salute sui luoghi di
lavoro.
-
D.Lgs.
n. 494 del 14.08.1996 – Attuazione della Direttiva 92/57/CEE concernente le prescrizioni
minime di sicurezza e/o di salute da attuare nei cantieri temporanei o mobili.
-
D.Lgs.
n. 645 del 25.11.1996 – Recepimento della Direttiva 92/85/CEE concernente il
miglioramento della sicurezza e della salute sul lavoro delle lavoratrici
gestanti, puerpere o in periodo di allattamento.
-
Circolare
n. 172 del 20.12.1996 – Ulteriori indicazioni in ordine di applicazione del
D.Lgs. n. 626/1994, come modificato dal D.Lgs. n. 242/1996.
-
D.M.L.
del 16.01.1997 – Individuazione dei contenuti minimi della formazione dei
lavoratori, dei rappresentanti per la sicurezza e dei datori di lavoro che
possono svolgere direttamente i compiti propri del Responsabile del Servizio di
Prevenzione e Protezione.
|
Tabella riassuntiva
VALORI LIMITE DI ESPOSIZIONE AL RUMORE
e relative misure di prevenzione ai sensi del D.Lgs. n. 277/1991.
|
|
Valori limite
|
Principali misure
da attuare al superamento dei valori limite
|
|
Lep,d
80 dB(A)
|
-
Informare i lavoratori su:
-
rischi per l'udito derivanti dall'esposizione al rumore;
-
le misure adottate in applicazione delle norme vigenti;
-
le misure di protezione cui i lavoratori debbono
conformarsi;
-
la funzione dei mezzi individuali di protezione, le
circostanze in cui ne è previsto l'uso e le modalità di uso;
-
il significato ed il ruolo del controllo sanitario per mezzo
del medico competente;
-
i risultati ed il significato della valutazione del rumore.
-
Sottoporre a controllo sanitario i lavoratori interessati
che ne facciano richiesta ed il medico competente ne confermi l'opportunità,
anche al fine di individuare eventuali effetti extrauditivi.
-
Privilegiare all'atto dell'acquisto di nuovi utensili,
macchine, apparecchiature, quelli che producono, nelle normali condizioni di
funzionamento, il più basso livello di rumore.
|
|
Lep,d
85 dB(A)
|
-
Formare i lavoratori su:
-
uso corretto dei mezzi individuali di protezione dell'udito;
-
uso corretto, ai fini della riduzione al minimo dei rischi
per l'udito, degli utensili, macchine, apparecchiature che, utilizzate in
modo continuativo, producono un Lep,d pari o superiore a 85 dB(A);
-
Sottoporre a controllo sanitario i lavoratori esposti
(indipendentemente dall'uso di D.P.I.). La frequenza delle visite successive
è stabilita dal medico competente comunque ad intervalli non superiori a due
anni.
-
Corredare da un'adeguata informazione relativa al
rumore prodotto nelle normali condizioni di utilizzazione ed ai rischi che
questa comporta, i nuovi utensili, macchine e apparecchiature destinati ad
essere utilizzati durante il lavoro che possono provocare ad un lavoratore
che li utilizzi in modo appropriato e continuativo un'esposizione quotidiana
personale al rumore pari o superiore al limite.
|
|
Lep,d
90 dB(A)
oppure
Pressione acustica istantanea
non ponderata
140 dB
(200 Pa)
|
-
Esporre una segnaletica appropriata, perimetrare e limitare
l’accesso ai luoghi di lavoro.
-
Fornire ai lavoratori i D.P.I per la protezione dell'udito.
-
Consultare i lavoratori per la scelta dei modelli dei D.P.I.
-
I lavoratori la cui esposizione quotidiana personale supera
90 dB(A) sono tenuti ad utilizzare i D.P.I.
-
Sottoporre a controllo sanitario i lavoratori esposti
(indipendentemente dall'uso di D.P.I.). La frequenza delle visite successive
è stabilita dal medico competente comunque ad intervalli non superiori ad un
anno.
-
Adottare misure preventive e protettive per singoli
lavoratori, in conformità al parere del medico competente, al fine di
favorire il recupero audiologico. Tali misure possono comprendere la
riduzione dell'esposizione quotidiana personale del lavoratore, conseguita
mediante opportune misure organizzative.
-
Tenuta del registro degli esposti.
-
Comunicare all'organo di vigilanza, informando i lavoratori,
le misure tecniche ed organizzative applicate, qualora l'esposizione
quotidiana personale di un lavoratore al rumore risulti superiore ai limiti
nonostante l'adozione delle misure preventive.
|
5 - Glossario
Medicinale (o farmaco o medicamento
semplice o principio attivo): si
intende per medicinale ogni sostanza o composizione, di origine animale,
vegetale o sintetica, avente proprietà curative o profilattiche delle malattie
umane o animali, nonché ogni sostanza o composizione da somministrare all’uomo
o all'animale allo scopo di stabilire una diagnosi medica o di ripristinarne,
correggerne o modificarne funzioni organiche.
Specialità
medicinale:
sono specialità medicinali, i medicinali precedentemente preparati ed immessi
in commercio con una denominazione speciale e con una confezione particolare.
Forma farmaceutica: l’impiego di ogni
farmaco avviene, quasi sempre, dopo averlo trasformato in “un medicamento
composto” o forma farmaceutica cioè dopo averlo disposto in una forma adatta
che ne permetta la somministrazione per
la via scelta e nella dose adatta.
Principio
attivo: si
intende per principio attivo la/e sostanza/e presente/i nella forma
farmaceutica dotata/e di attività farmacologica (vedi medicinale).
Eccipiente: si definisce eccipiente
quella/e sostanza/e, inerte/i dal punto di vista farmacologico, che miscelata/e
al principio attivo consente/ono la formazione della forma farmaceutica
completa.
Acqua
deionizzata:
si definisce acqua
deionizzata, quell’acqua priva dei sali minerali presenti in quella normale, ma
che può contenere microrganismi o inquinanti biologici.
Acqua sterile ed apirogena: si definisce
così l’acqua bisistillata o deionizzata e poi distillata destinata alle
preparazioni iniettabili. Si tratta di un acqua perciò, praticamente priva di
microrganismi, di resisui organici, di gas e di pirogeni. I pirogeni sono
sostanze di natura lipidica liberate dalla parete batterica dei microrganismi
Gram negativi e in grado di provocare, anche in dose di microgrammi, un brusco
innalzamento della temperatura corporea.
Agente biologico = qualsiasi microrganismo, anche se geneticamente
modificato, coltura cellulare ed endoparassita umano che potrebbe provocare
infezioni, allergie o intossicazioni. A seconda del rischio di infezione che li
caratterizza gli agenti biologici vengono ripartiti in quattro gruppi (Allegato
n° 1).
Microrganismo = qualsiasi entità microbiologica, cellulare o meno,
in grado di riprodursi o trasferire materiale genetico.
Coltura cellulare = il risultato della crescita in vitro di cellule
derivate da organismi pluricellulari.
Campioni che presentano rischio biologico
trascurabile = campioni che
normalmente non contengono agenti biologici patogeni, o che ne potrebbero
contenere in concentrazione insufficiente a raggiungere la carica microbica
infettante.
Ad es. acque potabili,
alimenti in normali condizioni di conservazione, ecc.
Campioni a basso rischio biologico = campioni che normalmente
possono contenere agenti biologici patogeni in concentrazione insufficiente a
raggiungere la carica microbica infettante.
Ad es. acque di scarico
civili, acque superficiali nelle quali siano stati immessi carichi civili, ecc.
(a livello di ogni dipartimento e servizio devono essere identificate le
caratteristiche dei campioni in funzione della specifica provenienza).
Campioni a rischio biologico = campioni contenenti agenti
biologici patogeni in concentrazione tale da raggiungere la carica microbica
infettante.
Ad es. colture batteriche
arricchite, ceppi batterici, ecc.
DPI = Dispositivi di Protezione
Individuale
BIBLIOGRAFIA
1)
54°
Congresso nazionale Società italiana di medicina del lavoro e igiene
industriale, L’Aquila 9-12-Ottobre 1991. Tutela della salute nell’industria
farmaceutica termalismo e lavoro di G. Giuliano e A. Paoletti Ed. Monduzzi
2)
Principi
di tecnica farmaceutica di M. Amorosa, Libreria Universitaria
Tinarelli-Bologna.
3)
Impianti
per l’industria farmaceutica di G.C. Cheschel, L. Fabris, E. Lecioni, S.
Rigamonti; Società Editrice Esculapio.
4)
Corso
di formazione e aggiornamento obbligatorio per responsabili di dipartimento e
struttura operativa, procedure gestionali di sicurezza, materiale di lavoro,
12-13 Gennaio 2001, pubblicazione A.R.P.A.T