SPSAL
Servizio Prevenzione
Sicurezza Ambienti di Lavoro
Della ASL della
Provincia di Como

PROFILI DI RISCHIO PER
IL COMPARTO PRODUTTIVO
“STAMPERIE TESSUTI”

Responsabile del
procedimento: Dr. Lamberto Settimi
Autori: Roberta
Artaria, Laura Piantoni
Con la
collaborazione di.
Ø
Dr.ssa Lucia Sevosi, Medico del Lavoro, già dipendente della Asl di Como
Ø
Ottonello G-Gamma s.r.l. Agliate (MI)
LE STAMPERIE DI TESSUTI
Dati generali sulle
tintorie e stamperie
La presente ricerca prende
in esame il comparto di produzione delle tintorie di tessuti e si riferisce
alle attività identificate con codice ISTAT ’91 17.30:
Finissaggio tessuti
Riferendo il dato
occupazionale al settore di finissaggio tessuti (Tintorie e Stamperie) il peso
delle industrie comasco è di rilievo in quanto con i suoi 12000 addetti circa
copre un terzo della produzione
nazionale.
I dati occupazionali
dell’INAIL riguardano infatti l’intero settore tessile (tabella 1 e 2):
Tab.
1 ANNO 2000 – AZIENDE SETTORE
TESSILE (dati INAIL)
|
|
Aziende Artigiane |
Aziende non artigiane |
Totale
|
|
|
|
|
|
|
|
|
|
|
COMO
|
935 |
1.490 |
2.425 |
|
LOMBARDIA |
11.663 |
8.966 |
20.629 |
|
ITALIA |
61.259 |
34.286 |
95.545 |
Tab.
2 ANNO 2000 – ADDETTI SETTORE
TESSILE (dati INAIL)
|
|
Aziende Artigiane |
Aziende non artigiane |
Totale
|
|
|
|
|
|
|
|
|
|
|
COMO
|
2.968 |
20.807 |
23.775 |
|
LOMBARDIA |
36.746 |
117.381 |
154.127 |
|
ITALIA |
173.680 |
368.382 |
542.062 |
L’occupazione femminile
nel settore, riferita ai dati nazionali, è pari al 20% del totale degli
occupati. (*)
Nelle aziende tessili del
Comasco la percentuale media di donne occupate è pari al 20.5%, mentre nelle
imprese artigiane raggiunge livelli del 24%. (**)
Le mansioni tipicamente
femminili, sono soprattutto legate al controllo finale del tessuto, (operatrici
visita pezze per l’eliminazione di macchie eventualmente presenti).
Nelle aziende artigiane le
donne sono addette anche alla stampa o alla conduzione di tinture.
Le aziende artigiane che
svolgono operazioni di purga, tintura, stampa e finissaggio sono il 32% del
totale.
Le tintorie e stamperie
comasche sono di norma al di sotto dei 50 dipendenti (78% del totale): rare
sono quelle con più di 150 dipendenti.
(*) – Dati riferiti al
1979
(*) (*) – Dati riferiti al
1982
Infortuni
I dati presentati sono
stati raccolti dai registri infortuni di 65 aziende dell’ambito territoriale
ex-USSL n.11 di Como, così suddivise:
11 tintorie;
22 stamperie;
10 finissaggi;
22 tintostamperie.
Sono stati selezionati gli
infortuni accaduti nel periodo 01.01.82 – 31.12.92 con durata superiore ai 3
giorni (tabella n. 1).
Il numero totale di
infortuni è risultato di 1548, la durata media è stata di 19 giorni per una
perdita complessiva di 29545 giornate lavorative (circa lo 0.65% delle ore
lavorate considerando la giornata persa equivalente a 8 ore).
E’ sembrato interessante individuare
i fattori causali degli eventi infortunistici sui quali è possibile programmare
interventi di prevenzione, quali ad esempio interventi di sicurezza sulle
macchine, informazione e formazione dei lavoratori, l’utilizzo delle protezioni
individuali, la riorganizzazione del lavoro nei reparti.
Prima di entrare nel
dettaglio dell’analisi occorre sottolineare che la compilazione dei registri
infortuni è risultata carente in molte sue parti, in particolare nella
descrizione dell’infortunio che risulta poco precisa, talvolta non
interpretabile o addirittura mancante.
Dai nostri dati elaborati
risulta che l’andamento nel tempo del fenomeno infortunistico è stato
abbastanza costante. L’indice di frequenza varia tra un minimo di 35 (anno
1985) e un massimo di 46.4 (anno 1991) infortuni per milione di ore lavorate.
L’indice di gravità, invece, varia tra un minimo 0.61 (anno 1992) e un massimo
di 0.94 (anno 1989) giornate perse per mille ore lavorate. Inoltre, nel periodo
considerato, le distribuzioni degli infortuni secondo la durata e secondo
l’agente materiale non subiscono sostanziali modificazioni.
Considerando gli agenti
materiali come causa di infortunio, si evidenzia che le macchine costituiscono
la prima causa (28.7%) determinando una alta perdita di giornate lavorative
(9893 giorni), seguite dall’utilizzo di materiali e sostanze (26.7%) e
dall’ambiente di lavoro (24.3%) con una perdita rispettiva di 7095 e di 6855
giornate lavorative (tabella n. 2).
Per quanto riguarda le
macchine, che sono gli agenti materiali maggiormente associati agli infortuni
più gravi, è emerso come alcune loro parti, specificatamente i rulli, siano
responsabili del 20% degli infortuni. Diversificando poi i vari comparti
(tintoria, stamperia, finissaggio) si è messa in evidenza la pericolosità delle
macchine in tintoria, dove il 40% degli infortuni ha una durata superiore ai 29
giorni (tabella n. 3).
Prendendo in
considerazione la manipolazione di sostanze e materiali come causa di
infortunio, queste sono chiaramente differenziate per comparto. Nelle tintorie
sono prevalenti gli infortuni dovuti all’acqua calda (26%) e ai caustici (15%)
con conseguenti lesioni rispettivamente agli arti inferiori e agli occhi; nel
finissaggio sono nettamente prevalenti gli infortuni causati dalla movimentazione
delle pezze (49%) di cui il 20% è causa di lombalgia, il 12% di distorsioni e
l’8% di fratture (tabella n. 4).
Per quanto riguarda
l’ambiente di lavoro, è la scivolosità del pavimento il maggior responsabile di
infortuni, soprattutto nelle stamperie, che da solo costituisce il 13% di tutte
le cause di infortunio del settore.
Infine non occorre
trascurare la movimentazione dei recipienti, causa di frequenti lombalgie da
sforzo. Da quanto sopra esposto si può concludere affermando che, nella valutazione
dei rischi per la salute dei lavoratori, l’analisi degli infortuni può
contribuire a meglio focalizzare situazioni critiche che spesso possono essere
controllate con semplici ma adeguati interventi, come ad esempio una attenta e
costante pulizia del pavimento oppure una adeguata protezione dei rulli.
Tabella n.1
Infortuni nelle
tintostamperie – Anno 1982 – 1992
|
GIORNI PERSI |
N. |
% |
|
3 –9 |
628 |
39.3 |
|
10 – 19 |
511 |
33.0 |
|
20 – 29 |
187 |
12.1 |
|
> 29 |
242 |
15.6 |
Tabella n.2
Infortuni > 3 giorni – periodo 1982 – 1992 nel settore tinto –
stamperie secondo l’agente materiale
|
GRUPPO AGENTE MATERIALE |
GIORNI PERSI |
MEDIA |
CASI N. |
CASI % |
|
Macchine |
9893 |
22.23 |
445 |
28.7 |
|
Materiali e sostanze |
7095 |
17.13 |
414 |
26.7 |
|
Ambiente di lavoro |
6855 |
18.23 |
376 |
24.3 |
|
Mezzi sollevamento trasporto |
1780 |
17.98 |
99 |
6.4 |
|
Recipienti contenitori |
973 |
13.70 |
71 |
4.6 |
|
Attrezzature utensili |
771 |
11.17 |
69 |
4.5 |
|
Impianti distribuzione |
109 |
15.57 |
7 |
0.5 |
|
Persone animali |
26 |
26.0 |
1 |
0.1 |
|
Non interpretabili |
397 |
15.30 |
24 |
1.6 |
|
Non indicato |
669 |
18.58 |
36 |
2.3 |
Tabella n.3
Infortuni > 3 giorni – periodo 1982 – 1992 causati dalle
macchine nei diversi comparti secondo la durata
|
GIORNI PERSI |
TINTORIE % |
STAMPERIE % |
FINISSAGGIO % |
|
3 –9 |
26.3 |
29.4 |
28.6 |
|
10 – 19 |
26.3 |
33.0 |
42.9 |
|
20 – 29 |
7.9 |
11.9 |
21.4 |
|
> 29 |
39.5 |
25.7 |
7.1 |
Tabella n.4
Infortuni > 3 giorni – periodo 1982 – 1992 causati dalle
sostanze nei diversi comparti
|
SOSTANZE – MATERIALI |
TINTORIE % |
STAMPERIE % |
FINISSAGGIO % |
|
ACQUA |
25.9 |
10.8 |
2.0 |
|
CAUSTICI |
14.8 |
3.9 |
2.0 |
|
PEZZE |
14.8 |
14.7 |
49.0 |
|
QUADRI |
- |
21.4 |
- |
Dai dati INAIL
nazionali non è possibile individuare il fenomeno riguardante i singoli
comparti trattandosi di valori riguardanti l’intero settore tessile.
INFORTUNI SUL LAVORO
DENUNCIATI DALLE AZIENDE NELLA PROVINCIA DI COMO E IN LOMBARDIA (dati
INAIL)
|
|
Anno 1997 |
Anno 1998 |
Anno 1999 |
Anno 2000 |
Anno 2001 |
|
COMO
(n.totale infortuni) |
10.287 |
10.885 |
10.827 |
10.840 |
10.760 |
|
COMO
(n. infortuni nel settore tessile) |
870 |
936 |
793 |
793 |
824 |
ANNO 2001 – COMO –
INDUSTRIE TESSILI – Infortuni sul
lavoro denunciati dalle aziende per gruppi di agenti materiali e sesso. (dati
INAIL)
|
Agenti Materiali |
Sesso |
|
|
|
|
Maschi |
Femmine |
Totale |
|
|
|
|
|
A
Macchine
|
35 |
22 |
57 |
|
Mez. Sollev. e
trasporto |
80 |
46 |
126 |
|
Imp. di distribuzione |
- |
- |
- |
|
Attrezzi, utensili |
34 |
27 |
61 |
|
Materiali, sostanze |
71 |
26 |
97 |
|
Ambiente di lavoro |
54 |
40 |
94 |
|
Persone, animali.. |
2 |
- |
2 |
|
Serbatoi, contenitori |
33 |
8 |
41 |
|
Parti meccaniche |
85 |
29 |
114 |
|
|
|
|
|
|
NON DETERMINATO |
155 |
77 |
232 |
|
IN COMPLESSO |
549 |
275 |
824 |
Malattie professionali
Nella tabella allegata
sono illustrate le patologie di sospetta natura professionale comunicate dai
Medici Competenti e dalle Unità Operative di Medicina del Lavoro.
Va
subito detto che la sottostima delle malattie la cui causa o concausa è
attribuita alla attività lavorativa, è un fatto noto e dalle molteplici motivazioni.
Basti pensare al numero risibile di tumori riconosciuti di natura professionale
(alcune decine in Italia) rispetto al numero attribuito dagli esperti degli
ambienti di lavoro.
Dai
dati riportati si rileva che le patologie risultate più frequenti in
tintostamperie sono le dermatiti da contatto seguite dalle ipoacusie.
La
conferma della patologia cutanea (prevalente alle mani) viene da un altro punto
di osservazione, l’ambulatorio di dermatologia professionale dell’Ospedale
S.Anna in cui, da alcuni anni, il dermatologo e il medico del lavoro
collaborano nella fase diagnostica delle patologie cutanee di possibile origine
professionale. Ebbene, negli anni ’89 – ’90 sono giunti all’osservazione 164
tintostampatori.
MALATTIE PROFESSIONALE IN
ADDETTI A TINTOSTAMPERIE
(segnalazioni
pervenute alla ex USSL 11 da varie fonti negli anni ’89 – ’90)
|
DERMATITI |
29 |
|
IPOACUSIE |
19 |
|
ASMA
BRONCHIALE |
2 |
Negli ultimi anni sono giunte a
questo servizio segnalazioni di
carcinomi vescicali dovuti ad esposizione pregressa soprattutto nelle cucine
colori delle tintorie.
Grazie ad un “Archivio Coloranti”, presente in questo servizio,
dove sono raccolte le informazioni riguardanti il rischio cancerogeno di circa
5000 coloranti classificati in base al nome commerciale, alla ditta fornitrice
e al numero di Colour Index ( vedi 3 -
CUCINA COLORI), di prodotti utilizzati
circa da 25 anni, è stato possibile individuare, in qualche caso, una
correlazione tra coloranti usati nel passato e la patologia riscontrata, con
inoltro all’INAIL della relativa richiesta di riconoscimento di patologia
professionale.
Impatto ambientale
Le tintorie sono industrie insalubri di 1° classe;
Le tintorie sono delle grosse consumatrici di acque
potabili con consumi giornalieri di migliaia di metri cubi e conseguente
scarico di acque fortemente inquinate;
L’inquinamento delle acque è in genere stato
affrontato con impianti di bonifica consortili. Tali impianti presentano
vantaggi e svantaggi: il vantaggio è quello di dover effettuare minori
controlli degli scarichi (spesso infatti i costi di depurazione discendono da
valutazioni a monte dell’acqua consumata e, poiché, in tal caso, l’onere
economico è indipendente dalla quantità di acqua da depurare, le aziende non
hanno interesse ad evadere adempimenti per conseguire vantaggi economici in
fase di scarico delle acque inquinate); lo svantaggio consiste nel fatto che
spesso gli impianti consortili non riescono a depurare secondo i valori
previsti dalla legislazione in vigore.
L’inquinamento atmosferico c’è ed è elevato
soprattutto per:
-
impianti di produzione
dell’energia che utilizzano nafte pesanti e leggere. Attualmente le ditte
utilizzano la cogenerazione con calore proveniente dall’inceneritore comunale e
stanno sostituendo il gasolio con metano;
-
impianti per il finissaggio
dei tessuti.
A seconda del tipo di produzione e di organizzazione
delle aziende è presente anche il rischio di inquinamento acustico dovuto
soprattutto agli impianti di estrazione del vapore nelle tintorie.
Ci si è anche posto il problema della presenza di
ammine aromatiche nelle acque di scarico: la formazione di tali ammine sarebbe
dovuta soprattutto alla presenza di prodotti riducenti che potrebbero favorire
la rottura del legame diazo nei coloranti scaricati; i fanghi degli impianti di
depurazione, a loro volta, potrebbero favorire tale processo.
Ultimo, ma non meno importante soprattutto per
l’ubicazione delle aziende, è il rischio di incendio per il deposito di enormi
quantità di tessuti, di quadri da stampa verniciati e per l’impiego sui
macchinari di gas metano per la produzione di calore direttamente su calandre o
rameuses.
Legislazione
Per i reparti produttivi si applicano, in tutte le
lavorazioni considerate le seguenti leggi:
Ø DPR 303,
Ø DPR 547,
Ø DL. 277,
Ø DL. 626 e successive modifiche.
Ø DL. 459, in particolare, si è anche voluto riportare
per ogni macchina i riferimenti della normativa Uni EN ISO 11111 “Requisiti di
sicurezza per il macchinario tessile”.
CICLO PRODUTTIVO STAMPERIE TESSUTI
![]()
![]()
![]()
1 - PREPARAZIONE TESSUTI
I tessuti, prima di essere
sottoposti alle successive lavorazioni, devono essere opportunamente lavati per
eliminare tutte le impurezze presenti (oli e polvere di tessitura, ecc.) al
fine di evitare successivi errori di stampa o imperfezione delle tinte
stampate.
Le operazioni di
preparazione si suddividono in
1 - 1 Cucitura Testate
Prima
di ogni lavorazione i tessuti, per tipologia di trattamento, sono cuciti sulle
testate per consentire a più partite di stoffe di eseguire la medesima
lavorazione in continuo.
A
seconda del tipo di tessuto lavorato, sotto la denominazione di preparazione,
possono essere individuate le seguenti lavorazioni:
1 - 2 Purga e/o Lavaggio tessuti
Questa operazione può
essere eseguita anche su tessuti non sbozzimati. La purga ha lo scopo di
liberare le fibre dalle sostanze grasse, dal sudiciume e di ammorbidire le
guscette per poterle poi decolorare nelle successive operazioni di candeggio.
L’operazione è svolta utilizzando bagni caldi alcalini o contenenti opportuni
tensioattivi. Gli impianti utilizzati sono di solito impianti in continuo, dove
vengono aggiunti i reagenti (alcali saponi e acido acetico per neutralizzare
l’alcalinità alla fine del ciclo) a mano o in automatico. Per piccole metratura
la purga può essere eseguita in discontinuo e in corda anche sulle macchine
utilizzate in tintoria.
1 - 3 Purga su stella
E’
l’operazione che prepara tessuti pregiati, come la seta, alle operazioni di
stampa o tintura; consiste nell’eliminazione completa (seta sgommata) o
parziale (seta raddolcita o supple)
della sericina, che conferisce una mano rigida alla fibra..
Questa lavorazione presenta il vantaggio di
consentire la purga di tessuti pregiati e di piccole partite; ha lo svantaggio
di un costo elevato di mano d’opera e una lavorazione più lenta. L’impianto è
costituto da una tina ed una stella. Le “tine” sono vasche cilindriche in cui il tessuto è
agganciato ad una “stella”: la stella verticale
semplice è formata da un disco di acciaio inossidabile, recante raggi larghi
circa 1,5 metri e lunghi fino a 50 centimetri, dotati di ganci nei quali si
appende il tessuto. Nella tina vengono introdotti saponi “naturali” sciolti in un soluzione
alcalina e la stella, con agganciato il
tessuto, viene
sollevata e abbassata ripetutamente durante la lavorazione (lisatura).
1 - 1 CUCITURA TESTATE
Trattasi di impianti in automatico che hanno lo scopo di creare grandi
rotoli per le successive lavorazioni di continuo. E’ un impianto utilizzato
solo per grandi metrature in lavorazione. Nel caso specifico,
“l’apparecchiatura automatica” è costituita dalla presenza dell’unità di
cucitura (macchina da cucire) che si muove automaticamente seguendo un percorso
longitudinale. Per piccole partite, si esegue una cucitura presso l’impianto,
con vere e proprie macchine da cucire portatili, che eseguono il punto
“catenella”, facilmente eliminabile alla fine lavorazione con separazione
veloce dei singoli tessuti.
Rischi lavorativi
A – Urti e/o perforazione da
parte della macchina per cucire in movimento continuo
B – Cattura da parte di
rulli accoppiati
C – Caduta dall’alto per la
presenza di postazioni di lavoro su passerelle
D – Cattura da parte di
organi di trasmissione quali cinghie e catene
Danno Atteso
A
– Perforazione dovuta all’ago della macchina durante la preparazione della
prima testata per l’incorsatura della macchina; infortuni dovuti a parti del
corpo colpite durante il movimento automatico.
B
- Infortuni dovuti a cattura da parte di cilindri accoppiati che possono
afferrare e trascinare mani o altre parti.
C - Lesioni
dovute a caduta dall’alto per mancanza di protezioni.
D – Lesioni dovute a
contatti con organi di trasmissione
Interventi prevenzionistici
A – Prevedere per le macchine mobili dispositivi di
sicurezza o recinzioni. Devono parimenti essere previsti dispositivi di
sicurezza o chiusure di protezione per i dispositivi in movimentazione o gli
elementi operativi allo scopo di impedire l’accesso alle zone pericolose.
Oppure impedire l’accesso di persone con protezioni secondarie quali pedane
sensibili o fotocellule che circondano la zona di operazione. Installare nei
pressi della zona di cattura un riparo a chiusura automatica, oppure installare ripari regolabili manualmente (la
forma degli stessi deve consentire solo il passaggio del pezzo da lavorare)
(foto 1 A, 2 A)
|
|
|
|
Foto 1 A |
Foto 2 A |





|
B - Installare
ripari fissi o mobili interbloccati. Prevedere un distanziamento fra cilindri
controrotanti e/o fra cilindri e parti fisse compreso fra 120 – 150 mm o
maggiore di 500 mm, o dispositivi di protezione fotoelettrici (“fotocellule”)
che coprano l’intera larghezza del punto di trascinamento, o dispositivi di
tipo sensibile (ad esempio “fune a strappo”) che coprano l’intera larghezza
del punto di trascinamento. (foto 3 B) |
Foto 3 B |



C
– Installare:
-
parapetto di altezza minima
1000 mm, elementi intermedi distanziati fra loro massimo 500 mm e bordi di
contenimento minimo 100 mm , larghezza minima della postazione di lavoro 500 mm
-
passerella e scala di
accesso antiscivolo
-
Se vi è possibilità di caduta all’interno delle linee di produzione:
-
Recinzione/barriera
costituita da lastra chiusa con altezza minimo 1000 m, oppure
-
Recinzione/barriera
altezza minimo 1000 m e barre intermedie distanziate fra loro minimo 180 mm
(arresto al piede con altezza dal piano di calpestio minimo 15 cm) (foto 4 C)
|
|
|
Foto 4 C |

D – installare ripari fissi o mobili
interbloccati e/o segregare completamente le parti della macchina interessate.
Per i ripari fissi:
Eliminare i sistemi di fissaggio dei ripari (ad esempio
“pomelli”) rimovibili da parte degli operatori senza l’utilizzo di specifici
strumenti di lavoro, quali cacciaviti . Impiegare solo di sistemi di blocco non
agevolmente rimovibili dall’operatore della macchina, quali: viti o bulloni.
1 - 2
PURGA E/O LAVAGGIO TESSUTI
Su questi impianti vengono
svolte lavorazioni in continuo di tessuti lavorati in largo
Rischi
lavorativi:
A
- cattura da parte di cilindri accoppiati. I sistemi di rulli per lo
scorrimento del tessuto presenti nelle macchine sopra descritte, possono essere
causa di presa e trascinamento degli arti superiori degli addetti. Il rischio è
maggiore dove i rulli sono motorizzati, contrapposti, o posti ad una distanza
da parti fisse, tale che possa avvenire la presa e il trascinamento, con
conseguente schiacciamento tra i rulli o tra la parte fissa e quella mobile
B
- caduta durante l’incorsatura del tessuto o attività di controllo
C
– esposizione a condizioni microclimatiche disagevoli sui piani sopraelevati a
causa della mancanza di aspirazioni sulle parti di maggior diffusione dei
vapori ed ad una carente ventilazione;
D
– contatti con superfici ustionanti, in particolare tubazioni del vapore che
vanno a riscaldare i bagni;
E
– contatti durante la manipolazione di sostanze caustiche e/o irritanti.
F-
contatti con organi di trasmissione
G
– Presenza del movimento “d’andirivieni” del faldatore con possibilità di urto,
schiacciamento o cesoiamento (in particolare se la distanza fra la parte
inferiore del faldatore e il piano di calpestio è inferiore a 2,7 metri).
H
– Rumore dovuto alla fase di riscaldamento dei bagni con vapore diretto.
Danno
atteso:
A -
Lesioni
traumatiche quali contusioni, ferite lacero contuse, fratture
B -
Lesioni da
caduta dall’alto
C -
Colpi di Calore
D -
Ustioni
E -
Lesioni
cutanee/oculari
F -
Amputazioni di
ditta o lesioni traumatiche quali contusioni, ferite lacero contuse, fratture
G -
Danni uditivi ed
extrauditivi da rumore
Interventi
prevenzionistici:
|
|
A
– sostituzione delle protezioni cilindriche con barre quadrate in quanto le
protezioni da adottare sono in funzione dell’angolo incidente del tessuto in
entrata; Ripari fissi o mobili interbloccati Distanziamento fra cilindri controrotanti e/o fra cilindri e parti
fisse compreso fra 120 – 150 mm o maggiore di 500 mm Dispositivi di protezione fotoelettrici (“fotocellule”) che coprano
l’intera larghezza del punto di trascinamento Dispositivi di tipo sensibile (ad esempio “fune a strappo”) che
coprano l’intera larghezza del punto di trascinamento (Foto 1 A) |
|
Foto 1 A |
|


B –
Installazione di parapetto di altezza minimo 1000 mm, elementi intermedi
distanziati fra loro massimo 500 mm e bordi di contenimento minimo 100 mm
(arresto al piede con altezza dal piano di calpestio minimo 15 cm)
Larghezza
della postazione di lavoro minimo 500 mm
Passerella
e scala di accesso antiscivolo
Se vi è possibilità di
caduta dentro le strutture dell’impianto: recinzione/barriera costituita da
lastra chiusa con altezza minimo 1000 mm, oppure
Recinzione/barriera
altezza minimo 1000 mm e barre intermedie distanziate fra loro minimo 180 mm
(arresto al piede con altezza dal piano di calpestio minimo 15 cm)
Completamento
delle protezioni dei parapetti; (foto 2 rischio B)
|
foto 2 B |




C – Installare adeguate
aspirazioni sulle zone di emissione dei vapori ed idonei ricambi d’aria per
migliorare le condizioni microclimatiche del reparto, spesso interamente
coinvolto dalle emissioni di questi impianti;
.
|
Foto 3 D |
D – Coibentazione delle tubazioni del vapore e delle superfici della
macchina accessibili all’operatore con temperatura maggiore di 65 °C(Foto
3 D). Se
vi è impossibilità di coibentazione e/o segregazione; apposizione di: Colorazione gialla con
Pittogramma indicante il pericolo termico |

E
– Utilizzare per i caricamenti nelle vasche di alimentazione dei prodotti
sull’impianto, pompe che prelevino direttamente le sostanze dai contenitori
originali evitando travasi; devono essere messi a disposizione idonei mezzi di
protezione personale.
F – Installare ripari fissi o mobili interbloccati e/o
segregare completamente le parti della macchina interessata (foto 4 F)
|
Foto 4 F |


|
Foto 5 G |
G – Installare ripari fissi o mobili interbloccati se la
distanza fra la parte inferiore del faldatore e il piano di calpestio
(pavimento o postazione sopraelevata) è inferiore a 2,7 metri. (Foto 5 G) |

H – Utilizzare
preferibilemente riscaldamenti a vapore indiretto, o sostiture le baionette con
iniettori
Relativamente agli
“Impianti per il lavaggio in largo”
|
§ 12 |
PERICOLI SIGNIFICATIVI E
REQUISITI E/O MISURE DI SICUREZZA CORRISPONDENTI PER LE MACCHINE PER TINTURA
E FINISSAGGIO |
||
|
à |
§ 12.1 |
PREPARAZIONE |
|
|
|
à |
§ 12.1.9 |
macchine per lavare |
1 – 3 PURGA A STELLA
Rischi lavorativi:
A – ustione per contatti accidentali con le superfici laterali delle
tine aventi temperatura maggiore di 65°C;
B – caduta dall’alto, (quando le tine non sono interrate, i piani di
lavoro sono sopraelevati) per mancanza di parapetti e/o per scivolamenti dovuti
a griglie sporche di sapone, presenti sia sulle scale di accesso, sia sui piani
di lavoro sopraelevati e a terra;
C – esposizione a rumore durante le fasi di riscaldamento del bagno
mediante vapore diretto;
D – esposizione a sostanze tossiche e/o irritanti per contatto e/o
inalazione a causa della mancanza di chiusura delle tine durante la fase di
lavorazione;
E – posture incongrue a causa della posizione assunta, durante la
spillatura del tessuto sulla stella, dagli arti superiori, che rimangono più
alti delle spalle
F – punture con spilli durante la fase di preparazione del tessuto sulla
stella.
Danno atteso
A -
Ustioni
B -
Lesioni da
caduta dall’alto
C -
Danni uditivi ed
extrauditivi da rumore
D -
Esposizione
inalazione e contatto con sostante
irritanti
E -
Stress
muscolotendineo arti superiori
F -
Ferite alle mani
Interventi prevenzionistici:
A –
Coibentazione della parte esterna delle tine a T > 65°C, con relativo risparmio
energetico, oppure, nell’impossibilità di installare coibentazioni a causa
dello spazio esiguo tra tina e tubazioni, installazione di una barra
distanziatrice, termicamente isolata e posizionata sul bordo della vasca.In
ogni caso deve essere riportato il rischio lavorativo mediante pittogramma
indicante il pericolo termico (foto 1 A)
|
|
|
Foto1 A |


B – Completare i parapetti installati sulle parti prospicienti il vuoto,
mentre negli spazi aperti tra tina e piano di lavoro e installare tavole fermapiedi.
Nel caso in cui le griglie del soppalco siano scivolose, bisogna prevedere la
loro sostituzione con griglie del tipo antiscivolo e programmare una periodica
pulizia.
C – Si possono sostituire le valvole esterne di premiscelazione. Su
questi impianti, soprattutto se dotati di un’efficace coibentazione e idonee
coperture, è possibile utilizzare, quando la lavorazione non comporta un
ricambio frequente del bagno, unicamente il riscaldamento indiretto. (foto 2 C)
|
|
|
Foto 2 C |
D – Si possono adottare tre tipi di soluzione:
1 – coperture con lamiere
leggere, opportunamente sagomate per consentire la “lisatura” del tessuto e
dotate di maniglie per agevolarne il sollevamento;
2 – posizionamento di “teli
termici” sulle tine e sul braccio a cui è collegata la stella;
3 – coperchi idraulici, che
si posizionano sulla tina solo attraverso comandi da una pulsantiera;
La soluzione n.3 consente una buona chiusura della tina e non
rappresenta causa di affaticamento ed assunzione di posture disagevoli da parte
dell’operatore che deve chiudere la tina, come avviene invece per le soluzioni
1 e 2.
E – Difficile trovare soluzioni tecniche; sicuramente utili pause
frequenti, semplici da attuare in quanto il movimento della stella, manuale o
semiautomatico, è comunque governato dall’operatore. E’ comunque consigliabile
alternare alla operazione più operatori, ciascuno per brevi periodi. (Foto 3 E)
![]()
![]()
![]()

Foto 3 E
F – Difficile trovare soluzioni tecniche.
|
12 |
PERICOLI SIGNIFICATIVI E REQUISITI
E/O MISURE DI SICUREZZA CORRISPONDENTI PER LE MACCHINE PER TINTURA E
FINISSAGGIO |
||
|
à |
§ 12.1 |
PREPARAZIONE |
|
|
|
à |
§ 12.1.6 |
IMPIANTI DI CANDEGGIO IN
DISCONTINUO (caldaie aperte) |
La preparazione delle paste
da stampa, ossia l’unione del colorante, dello spessimento o dell’emulsione e
degli altri prodotti, viene eseguita nel reparto denominato “cucina colori”. In essa vengono preparate
le soluzioni o le dispersioni dei coloranti secondo modalità che non
differiscono sensibilmente da quelle usate in tintura. Oltre ai coloranti
vengono preparate le soluzioni acide o basiche e dei prodotti ausiliari.
Un’attenzione particolare
viene dedicata alla preparazione delle soluzioni di addensante e delle
emulsioni. Secondo i casi, la soluzione viene portata a termine a caldo o a
freddo, in caldaie munite di agitatore a paletta, fino ad ottenere una pasta
omogenea con una concentrazione di sostanza relativamente alta. La “pasta madre
é costituita dalla soluzione ad alta concentrazione di colorante (o pigmento),
miscelata con i reagenti e con gli ausiliari.
La “cucina colori” è un comparto importante; la
lavorazione può avvenire con tecniche manuali o in modo automatico attraverso l’uso di microprocessori, che
provvedono, secondo la ricetta richiesta, a prelevare automaticamente dai
recipienti di stoccaggio la quantità di pasta “madre”, e quindi preparare la
quantità prevista per la stampa di un determinato colore. La pasta da stampa
(pasta madre pronta per la lavorazione), prima di essere impiegate, devono
essere sempre agitate, per omogeneizzarle perfettamente, e filtrate per evitare
la presenza di grumi.
Gli
ausiliari possono essere:
1) prodotti chimici a formula chimica definita:
-
Acidi (es. acido cloridrico)
-
Basi (es. soda
caustica)
-
Ossidanti (es. ipoclorito
di sodio)
-
Riducenti (es.
idrosolfito)
-
Sali (es. carbonato di
potassio)
-
Rigonfianti per stampa
(tiourea)
-
Sostanze idrotope
-
2) addensanti
-
Naturali come le farine
di Guar o tamarindo
-
Sintetici
3) tensioattivi
Saponi, usati come detergenti, imbibenti o
disperdenti del colore nelle paste.
4) resine usate come leganti nella stampa a pigmento:
alcune di queste resine contengono formaldeide
5) per la rimozione dell’adesivo o per la pulizia
della racle, solventi del tipo:
Xilolo o trielina
Acetato di etile
Per i coloranti
si rimanda alla tintoria.
Rischi lavorativi
A – esposizione, per contatto
e inalazione, a polvere di coloranti e prodotti chimici tossici e/o nocivi e/o
irritanti durante la pesatura dei prodotti e loro successive manipolazioni, a
causa dell’assenza di impianti di aspirazione, o inadeguatezza degli stessi;
B – contatti accidentali con
organi in movimento quali lame degli agitatori e/o miscelatori di paste da
stampa;
C – contatti accidentali con
superfici ad alta temperatura, in particolare le tubazioni, le caldaiette e le
baionette alimentate a vapore, a causa della mancanza di coibentazione;
D – cadute per scivolamento a
causa della presenza di acqua e/o pasta da stampa sul pavimento, sulle griglie
e sulle scale di accesso a piani sopraelevati;
E – assenza di aperture verso
l’esterno con conseguenti carenti condizioni igieniche del locale.
F – Rumore dovuto
all’utilizzo di vapore diretto per il riscaldamento e lo scioglimento dei
coloranti e degli addensanti. In particolare durante il funzionamento delle
grandi vasche per la preparazione delle paste madre.
Danno Atteso
A - Lesioni a cute e mucose da polvere irritante. Effetti
tossici da assorbimento
B - Lesioni di varie gravità a mani e arti superiori
C - Ustioni
D - Contusioni e fratture
E - Esposizione a microclima disagevole
F -
Effetti uditivi
ed extra uditivi da rumore
Interventi
prevenzionistici
|
Foto 1 A |
A – L’installazione di un efficace impianto di
aspirazione è il primo passo verso la riduzione del rischio di esposizione ai
coloranti. Le caratteristiche essenziali che devono avere tali impianti sono: 1.
Il piano di
aspirazione deve essere possibilmente frontale e orizzontale, non sono
adeguate le aspirazioni installate sopra la bilancia di pesatura.
Particolare attenzione deve essere rivolta al caso in cui il piano di
aspirazione venga installato sotto la bilancia: le vibrazioni dell’impianto,
infatti, potrebbero falsare la pesata ed invitare allo spegnimento
dell’aspirazione. 2.
rendere più efficace
l’aspirazione mediante chiusura con box del piano di pesatura, possibilmente
con una struttura trasparente per consentire una buona visibilità ed
installando un sistema di avvio automatico dell’aspirazione al momento della
pesata, per esempio una fotocellula all’altezza della pesatura. Attenzione
deve essere rivolta alla rumorosità dell’impianto, che è a volte
insospettabilmente elevata. L’abbattimento delle polveri dovrebbe essere tale da non esporre
nuovamente i lavoratori a rischio di inalazione a polvere di colorante
durante, ad esempio, la pulizia dei filtri; è in ogni modo preferibile un
abbattimento ad umido, le cui acque possono essere inviate al depuratore.
L’aspirazione, dopo l’abbattimento deve essere opportunamente collegata
all’esterno.(foto 1 A 2 A) |



|
|
|
Foto 2 A |

|
|
B – Segregare l’albero e le
lame; -
per posizioni di lavorazione
fissa dotare i coperchi delle vasche di
dispositivo di blocco -
Se vi è possibilità di
estrazione dell’agitatore, occorre: - Consentire il funzionamento
dell’agitatore solo se lo stesso è calato all’interno del mescolatore. - Impedire la caduta dell’agitatore
quando lo stesso viene estratto dal mescolatore. (Foto
3 B) |
|
Foto 3 B |
|




C – Completamento delle
coibentazioni.
D – Il pavimento deve essere
progettato per facile deflusso dei
liquidi o dell’acqua di lavaggio dello stesso, per eliminare le paste da stampa
che possono renderlo scivoloso. Griglie e comunque piastrelle antiscivolo
devono essere previste per questo locale
E – predisporre le aperture
previste dal locale regolamento di igiene.
F – Limitare l’uso di vapore
diretto ed utilizzare vapore indiretto per gli impianti fissi. Insonorizzare il
grandi agitatori per la preparazione degli addensanti.
Scopo della stampa è
quello di conferire al tessuto una tintura localizzata secondo il disegno e/o
le scritte da stampare.
A differenza della
tintoria il colorante non è sciolto o disperso in grandi quantità d’acqua, ma
in addensanti, così da costituire le cosiddette “paste da stampa” (vedi 2 -
Cucina Colori).
Come per la tintura, in
base all’uso finale della stoffa (per abbigliamento, per arredamento, per
articoli sportivi, per tessuti da esterno ecc.) e del tipo di fibra da tingere,
esistono una serie non trascurabile di tecniche di stampa, che differiscono per
chimica del colorante e tecnica applicativa.
Data la vastità di letteratura e di ricette particolari, elaborate anche
dalle singole aziende del settore, ci si limiterà a dare per grandi linee la
fase descrittiva delle tecniche di stampa, rimandando al capitolo sui rischi lavorativi
la particolarità della lavorazione che espone i lavoratori a rischi specifici.
La
zona campioni è sempre presente in ogni azienda: nelle ditte di grandi
produzioni rappresenta il fulcro della stamperia anche per la preparazione del
campionario da far visionare ai clienti.
Possono
essere sommariamente riassunti i metodi di lavorazione:
Stampa
indiretta
Stampa
diretta in applicazione;
Stampa
a corrosione
Stampa
a riserva
La
scelta del sistema di applicazione è affidata alla capacità tecnica dell’azienda
ed alla qualità che si vuole raggiungere:
3
– 1 Stampa tranfert
Trattasi
di una stampa indiretta, in quanto la stoffa non viene stampata direttamente.
Infatti questo sistema prevede di eseguire la stampa su rotoli di carta, con
tutti i disegni possibili ed i colori richiesti: si effettua poi un
accoppiamento a caldo tra la carta ed il tessuto, mediante il passaggio in
cilindri accoppiati a 170 °C circa, con il conseguente trasferimento di tutto
il disegno sul tessuto. Il tessuto cosi stampato non necessita delle successive
lavorazioni ma è già pronto per la confezione.
3
– 2 Stampa manomacchina
Trattasi
di stampa diretta su un impianto costituito da una serie di quadri fissi, uno
per ogni colore, su cui è riportata la parte di disegno da riprodurre. Il
tessuto di lunghezza infinita, scorre su un tappeto rotante, rivestito di
adesivo e sul quale la stoffa viene incollata. La lavorazione è in continuo e
viene tecnicamente chiamata stampa “bagnato su bagnato”: infatti il colore
stampato dal primo quadro non viene asciugato ed il secondo quadro (come i
successivi), stampa il secondo colore e cosi fino alla conclusione del disegno
finale. Alla fine della stampa, il tessuto stampato, ma ancora bagnato, viene
staccato automaticamente da tappeto e passato in mansarda per l’asciugamento
finale. Il tessuto deve esse quindi vaporizzato e lavato. La velocità di
lavorazione è relativamente alta si arriva anche a 30 metri/minuto
3
– 3 Stampa a carrello Mobile
Trattasi
di stampa diretta su un impianto costituito da un tavolo fisso e un quadro che
viene installato dall’addetto. Il quadro fa parte di serie di quadri, uno per
ogni colore, su cui è riportata la
parte di disegno da riprodurre. Il tessuto di lunghezza finita, viene incollato
sul tavolo rivestito di adesivo (che deve essere frequentemente rimosso e
rinnovato) sul quale la stoffa viene incollata a mano dagli addetti. La
lavorazione è discontinua e viene tecnicamente chiamata stampa su asciutto:
infatti il colore stampato dal primo quadro viene asciugato con mandate di aria
calda ( nei tavoli più moderni il tavolo è riscaldato dall’interno con delle
resisente). Il primo quadro, viene poi sostituito da un secondo, riportante
parte del disegno finale con una colorazione diversa. Si ripete tutta
l’operazione fino alla conclusione del disegno finale. Il tessuto asciutto,
viene staccato manualmente dal tavolo, arrotolato su subbio e avviato alle
operazioni successive.Il tessuto deve essere quindi vaporizzato e lavato. La
lavorazione è estremamente lenta e necessità di elevata capacità manuale
dell’addetto (circa 30 –60 metri al giorno)
3
– 4 Stampa a carrello fisso
Trattasi
di stampa diretta su un impianto costituito da un tavolo rotante e un quadro
fisso che viene installato dall’addetto. Il quadro fa parte di serie di quadri,
uno per ogni colore, su cui è riportata la parte di disegno da riprodurre. Il
tessuto di lunghezza finita, viene incollato sul tavolo rivestito di adesivo
(che deve essere frequentemente rimosso e rinnovato) sul quale la stoffa viene
incollata in automatico. La lavorazione è discontinua e viene tecnicamente
chiamata stampa su asciutto: infatti il colore stampato dal primo quadro viene
asciugato mediante il passaggio in mansarda. Viene poi sostituito da un secondo quadro, riportante parte del disegno
finale con una colorazione diversa. Si ripete tutta l’operazione fino alla
conclusione del disegno finale. Il tessuto asciutto, viene staccato in
automatico e arrotolato su subbio per essere avviato alle operazioni
successive. Il tessuto deve esse quindi vaporizzato e lavato. La lavorazione è
lenta e necessità di elevata capacità manuale dell’addetto (circa 120 –200
metri al giorno)
3
– 5 Stampa Cilindri
Trattasi
di stampa diretta su un impianto costituito da una serie di cilindri fissi, uno
per ogni colore, su cui è riportata la parte di disegno da riprodurre. Il
tessuto di lunghezza infinita, scorre su un tappeto rotante rivestito di
adesivo e sul quale la stoffa viene incollata. La lavorazione è in continuo e
viene tecnicamente chiamata stampa “bagnato su bagnato”: infatti il colore
stampato dal primo cilindro non viene asciugato ed il secondo cilindro, come i
successiti, stampa su di esso fino alla conclusione del disegno finale. Alla
fine della stampa, il tessuto stampato, ma ancora bagnato, viene staccato
automaticamente da tappeto e passato in mansarda per l’asciugamento finale. Il
tessuto deve esse quindi vaporizzato e lavato. Le velocità di lavorazione sono
molto elevate e si può arrivare anche a 60 metri /minuto
3
– 6 Macchina per la pulizia dei quadri
Per
gli impianti a singolo quadro, alla fine di ogni operazione deve essere
eseguito un accurato lavaggio del quadro e delle racle. Quest’operazione deve
essere eseguita per evitare che eventuali reticolazioni, dovute alle resine
presenti della pasta da stampa, chiudano i fori dei quadri e determinino dei
difetti nelle stampe successive. Questa operazione viene comunque eseguiti alla
fine di tutte le lavorazioni di stampa.
La pulizia può essere eseguita manualmente con getti d’acqua e spugne o su
impianti automatici.
3 – 1
STAMPA TRANSFERT
Rischi lavorativi:
A - Presenza di rulli girevoli contro rotanti a coppie /
blocchi e adiacenti ad elementi fissi collocati sia nella zona di ingresso sia
in quella di uscita con possibilità di impigliamento, cattura delle mani e, in
casi estremamente gravi, intrappolamento degli arti superiori
B - Presenza a bordo
macchina di organi di trasmissione non protetti con possibilità di cattura
dell’operatore:
Cinghie / ingranaggi
Alberi e giunti
C - Presenza di zone e superfici a temperature
superiori a 65 °C:
Tubazioni di adduzione del vapore / calore.
Superfici della macchina accessibili all’operatore (cilindro
riscaldatore)
D – Caduta dall’alto, in particolare durante le operazioni
di incorsatura o in casi di emergenza quando ad esempio si inceppa la carta da
accoppiare
E – Esposizione a fumi durante la fase di accoppiamento: la
stampa transfert comporta un’unione tra tessuto e carta stampata, fase nella
quale il colore si trasferisce appunto dalla carta al tessuto. Questa
operazione avviene premendo i due supporti e scaldandoli con cilindri: durante
questa operazione si formano fumi irritanti
Danno atteso:
A
– Lesioni da schiacciamento di mani
B
– Ferite lacero – contuse e/o fratture di mani e arti superiori
C
– Ustioni
D
– Lesioni da precipitazione
E
– Irritazione di cute e mucose
Interventi prevenzionistici:
A
- Ripari fissi o mobili interbloccati
Dispositivi
di protezione fotoelettrici (“fotocellule”) che coprano l’intera larghezza del
punto di trascinamento
Dispositivi
di tipo sensibile (ad esempio “fune a strappo”) che coprano l’intera larghezza
del punto di trascinamento. (foto 1 A)
|
|
|
Foto 1 A |



B
- Ripari fissi o mobili interbloccati
Segregazione
completa delle parti della macchina interessate
Eliminazione
di unità di fissaggio dei ripari (ad esempio “pomelli”) rimovibili senza
l’utilizzo di specifici strumenti di lavoro, quali cacciaviti, …
Impiego
solo di sistemi di blocco non agevolmente rimovibili dall’operatore della
macchina, quali: viti, bulloni.
C
- Coibentazione e/o segregazione delle superfici calde con T > 65 °C
Se
vi è impossibilità di coibentazione e/o segregazione; apposizione di:
Colorazione
gialla con pittogramma indicante il
pericolo termico.
D
– Installare:
-
un parapetto di altezza minima 1000 mm,
elementi intermedi distanziati fra loro massimo 500 mm e bordi di contenimento
minimo 100 mm , Larghezza minima della postazione di lavoro 500 mm
-
Passerella e scala di
accesso antiscivolo
Se vi è possibilità di caduta all’interno delle linee
di produzione:
1.
Recinzione/barriera
costituita da lastra chiusa con altezza minimo 1000 m, oppure
2.
Recinzione/barriera
altezza minimo 1000 m e barre intermedie distanziate fra loro minimo 180 mm
(arresto al piede con altezza dal piano di calpestio minimo 15 cm)
E
– Adeguamento delle aspirazioni al tipo di impianto
|
§ 12 |
PERICOLI SIGNIFICATIVI E
REQUISITI E/O MISURE DI SICUREZZA CORRISPONDENTI PER LE MACCHINE PER TINTURA
E FINISSAGGIO |
||
|
à |
§ 12.3 |
stampa |
|
|
|
à |
§ 12.3.1 |
macchine per stampa tranfert |
|
|
|
|
|
3 - 2 STAMPA
MANOMACCHINA:
Rischi lavorativi:
A
– Cattura e trascinamento:
1)
da parte di cilindri
accoppiati, presenti nella parte terminale del tappeto, rischio a cui sono
esposti i lavoratori ad esempio durante la rimozione dell’adesivo;
2)
da parte dei cilindri
contrapposti al tavolo di stampa, detti anche “cilindri stenditori” alcuni dei
quali sono anche riscaldati e che creano una zona di imboccatura tra lo stesso
cilindro e il tappeto
3)
Possibilità di
schiacciamento delle mani e/o delle dita a seguito all’abbassamento del telaio
all’interno del quale è alloggiato il quadro da stampa.
B
– Cattura, da parte di cilindri non accoppiati, ma sui quali il tessuto può
creare zone di cattura durante la fase di incordatura sull’introduttore di
tessuto, se tale impianto è presente prima del tappeto di stampa
C – Caduta dall’alto,
durante l’accesso, con o senza scale e passerelle, sul tavolo per l’incorsatura
del tessuto in entrata alla mansarda
D
– Contatto accidentale con superfici a temperatura superiore ai 65°C presenti
sia sulla macchina da stampa, ad esempio il cilindro riscaldatore per la
stesura del tessuto, che può assumere notevoli dimensioni in alcuni modelli di
macchine, sia a lato dell’impianto, a causa delle tubazioni per il riscaldamento
della mansarda, che possono essere accessibili, e che in ogni caso (accessibili
o no) creano situazioni microclimatiche disagevoli
E
– Contatto con ruote e conseguente rischio di tranciamento durante la
movimentazione su rotaie delle mansarde riscaldate a metano, che su alcuni
modelli sono predisposte in modo che, alla fermata dell’impianto, si sollevino
automaticamente, scorrendo su rotaie e scivoli, per evitare di danneggiare il
tessuto
F
– Esposizione a solventi per gli operatori che eseguono l’operazione di stesura
e rimozione dell’adesivo sul tavolo da stampa; tale rischio può riguardare
anche operatori impegnati in operazioni diverse, se detta rimozione o stesura
viene eseguita in orario di lavoro;
G
– Esposizione a vapori e fumi dovuti ad un cattivo funzionamento delle mansarde
di asciugamento, ad una scarsa ventilazione dell’ambiente ed alla permanenza
negli ambienti di lavoro di contenitori di prodotti aperti. Ciò avviene se
nelle paste da stampa vengono impiegati prodotti che si possono liberare
nell’ambiente (ragia minerale, anidride solforosa, formaldeide, alcool).
H – Rischio di incendio
esplosione per le mansarde riscaldate a metano.
I
– Contatto con organi in movimento: presenza del movimento “d’andirivieni” del
faldatore con possibilità di urto, schiacciamento o cesoiamento (in particolare
se la distanza fra la parte inferiore del faldatore e il piano di calpestio è
inferiore a 2,7 metri).
Danno
atteso:
A
– Ferite e/o fratture a carico delle
mani e arti superiori, fino a infortunio gravissimo, quanto interessa il
torace.
B
– Ferite e fratture a carico dei mani e
arti superiori
C
– Lesioni da precipitazione
D
– Ustioni
E
– Lesioni da urto o tranciamento mani
F
– Effetti tossici
G
– Effetti tossici
H
– Infortunio da esplosione ed intossicazione
I
– Lesioni al capo per urto
Interventi prevenzionistici
A
|
|
A : 1 - Per la zona di imboccatura presente nella
parte finale del tappeto, installazione di barre quadrate in modo da lasciare
solo 4 mm tra protezione e tappeto, da entrambi I lati, oppure sostituzione
delle barre cilindriche con quelle quadrate avvicinandole nel modo sopra
descritto (foto 1 A ) 2 – Per la zona di imboccatura presente nella parte
iniziale del tappeto, installazione di barre quadrate in modo da lasciare
solo 4 mm tra protezione e tappeto, da entrambi I lati, oppure sostituzione
delle barre cilindriche con quelle quadrate avvicinandole nel modo sopra
descritto; in alternativa coperture dotate di sensore del moto, che al
sollevamento del carter interrompa la movimentazione del tappeto -
3 –
Non vi deve essere rischio di intrappolamento fra le barre di sollevamento
dei quadri e il tavolo da stampa: -
Appare comunque complesso
fornire indicazioni di bonifica; le stesse devono essere definite sulla base
della specificità della singola macchina. ( esempio bandelle laterali sui
bordi macchina di alcune manomacchine) -
Tale
problematica non deve essere in alcun caso trascurata. (Foto 2 A) -
Specifica ed idonea formazione degli
addetti |
|
Foto 2 A |




B – Installazione di fili di arresto nella parte centrale
dell’introduttore(ad esempio “fune a strappo”) che coprano l’intera larghezza
del punto di trascinamento, e/o separazione dei comandi di movimentazione
dell’introduttore e quelli del tappeto. Dispositivi di protezione fotoelettrici
(“fotocellule”) che coprano l’intera larghezza del punto di trascinamento
C - Installare:
-
Parapetto di altezza minima
1000 mm, elementi intermedi distanziati fra loro massimo 500 mm e bordi di
contenimento minimo 100 mm , Larghezza minima della postazione di lavoro 500 mm
-
Passerella e scala di
accesso antiscivolo
Se
vi è possibilità di caduta all’interno delle linee di produzione:
-
Recinzione/barriera
costituita da lastra chiusa con altezza minimo 1000 m, oppure
-
Recinzione/barriera
altezza minimo 1000 m e barre intermedie distanziate fra loro minimo 180 mm
(arresto al piede con altezza dal piano di calpestio minimo 15 cm)
D
– Segregazione dei cilindri riscaldati contro i contatti accidentali,
utilizzando le protezioni già esistenti sul cilindro stenditore. Per i cilindri
di grandi dimensioni, alcune ditte hanno abbassato la temperatura dello stesso
in modo che si mantenga al di sotto dei 65°C; altre hanno installato carter
laterali
E
– La zona è segregabile con carter trasparenti, tali da coprire l’intera
movimentazione
F
– La rimozione dell’adesivo deve essere eseguita preferibilmente al di fuori
dell’orario di lavoro, utilizzando tutte le aperture e ventilazioni presenti e
dotando i lavoratori addetti di idonei DPI
G
– Devono essere installate le aperture previste dal locale regolamento di
igiene.
H
– Gli impianti devo rispondere alla normativa riguardante gli “Impianti
Alimentati a Metano”
|
|
I – Installare ripari fissi o mobili interbloccati se la
distanza fra la parte inferiore del faldatore e il piano di calpestio
(pavimento o postazione sopraelevata) è inferiore a 2,7 metri (foto 3 I) |
|
||||
|
Foto 3 I |
|
|||||

RIFERIMENTI NORMA UNI EN ISO
11111:1997
|
§ 12 |
PERICOLI SIGNIFICATIVI E
REQUISITI E/O MISURE DI SICUREZZA CORRISPONDENTI PER LE MACCHINE PER TINTURA
E FINISSAGGIO |
||
|
à |
§ 12.3 |
STAMPA |
|
|
|
à |
§ 12.3.1 |
MACCHINA PER STAMPA A QUADRI
PIANI |
3 – 3 Stampa a carrello
Rischi Lavorativi
A – Urti a causa della
movimentazione del carrello che può colpire il lavoratore in particolare
durante la fase di rientro a causa dello spazio ristretto e della ridotta
distanza tra carrello e carrello.
B – Cattura da parte degli
organi di movimento dei cavi di alimentazione per il rientro del carrello e del
loro cilindro di raccolta che alcune volte è accessibile
C – Possibilità di
schiacciamento delle mani e/o delle dita a seguito all’abbassamento del telaio
all’interno del quale è alloggiato il quadro da stampa.
D – rumore dovuto
all’utilizzo di aria compressa per la movimentazione dei carrelli
E – microclima disagevole a
causa della presenza di mandate di aria calda sopra il tavolo
F – Esposizione a solventi
per il rinnovo e la rimozione dell’adesivo
G – posture lavorative e
movimentazione manuale dei quadri.
Danno atteso:
A – Lesioni da urto
B - Lesione mani e arti
superiori
C – Lesioni mani
D – Effetti uditivi ed
extrauditivi
E – Disagi e disturbi da
microclima caldo
F - Effetti tossici
G – Danni muscolo -
scheletrici
Interventi
prevenzionistici
A
– Secondo il tipo di alimentazione del carrello (elettrico o ad aria compressa)
sono possibili i seguenti provvedimenti:
1.
per i carrelli
alimentati ad aria compressa una soluzione adottabile è quella di dotare il
carrello di un comando manuale, che il lavoratore deve tenere premuto per il
rientro del carrello: questo serve ad evitare che i lavoratori addetti ad altri
tavoli possano essere colpiti dal quadro durante la fase di rientro. La
soluzione dovrebbe essere però trovata prima dell’installazione di questi
tavoli in modo da lasciare una distanza tra un carrello e l’altro, cioè al
massimo ingombro, di almeno 70 cm, e prevedendo posizioni di lavoro frontali
tra due tavoli, in modo che nel corridoio interno non vi sia presenza continua
di persone;
2.
per gli altri carrelli,
oltre a quanto riportato al punto precedente per la distanza, è necessario
prevedere un numero di fotocellule, installate sulla parte più sporgente del
carrello (e non arretrate rispetto alla sagoma esterna), di almeno due per ogni
lato (prevedendone la presenza anche nella parte bassa del carrello).
B
– Segregazione di tutte le parti in movimento citate
C - Non vi deve essere rischio di intrappolamento fra le
barre di sollevamento dei quadri e il tavolo da stampa e le catene di
trascinamento racla.
-
Appare
in ogni modo complesso fornire indicazioni di bonifica; le stesse devono essere
definite sulla base della specificità della singola macchina.
-
Tale problematica non deve
essere in alcun caso trascurata
-
E’ necessaria una specifica ed
idonea formazione degli addetti. (Foto 1 C)
|
|
|
Foto 1 C |


D
– Insonorizzazione degli sfiati d’aria e allontanamento delle zone di lavaggio
manuale quadri e racle da reparto stampa.
E
– E’ necessario prevedere un adeguato ricambio d’aria e preferire in caso di
cambio macchinario i tavoli a resistenza interna
F
– La rimozione dell’adesivo deve essere eseguita preferibilmente al di fuori
dell’orario di lavoro, utilizzando tutte le aperture e ventilazioni presenti e
dotando i lavoratori addetti di idonei DPI
G
– Rischio legato proprio alla mansione di difficile soluzione: l’alternativa è
quella di cambiare tipo di stampa.
RIFERIMENTI NORMA UNI EN ISO
11111:1997
|
§ 12 |
PERICOLI SIGNIFICATIVI E
REQUISITI E/O MISURE DI SICUREZZA CORRISPONDENTI PER LE MACCHINE PER TINTURA
E FINISSAGGIO |
||
|
à |
§ 12.3 |
STAMPA |
|
|
|
à |
§ 12.3.1 |
MACCHINA PER STAMPA A QUADRI
PIANI |
3-4 sTAMPA A CARRELLO FISSO
Rischi
Lavorativi
A - Presenza di una zona di cattura e trascinamento delle
mani fra il cilindro di pressione e la pezza, durante la fase di caricamento,
tra il cilindro riscaldatore e il tappeto e tra il tappeto e gli elementi fissi
della macchina.Il rischio di cattura e la gravità del danno possono aumentare
in seguito alla ”adesività” del tappeto.
B - possibilità di schiacciamento delle mani e/o delle dita
a seguito all’abbassamento del telaio all’interno del quale è alloggiato il
quadro da stampa. La gravità del danno può aumentare in seguito al
contemporaneo rischio di trascinamento delle mani ad opera del tappeto.
C - Presenza a
bordo macchina di organi di trasmissione non protetti.
D –
Esposizione a solventi durante la rimozione ed il rinnovo dell’adesivo
Danno Atteso:
A
– Ferite e/o fratture a carico delle
mani e arti superiori.
B
– Ferite e fratture a carico dei mani.
C
– Lesioni alle mani o altre parti
del corpo
D
– Effetti tossici
Interventi
prevenzionistici:
A - Distanziamento fra cilindri
controrotanti e/o fra cilindri e parti fisse compreso fra 120 – 150 mm o
maggiore di 500 mm, oppure ripari fissi o mobili interbloccati (foto 1 -2 A)
|
|
|
||
|
Foto 1 A |
Foto 2 A |
|
|





|
|
B - Non vi deve essere rischio di intrappolamento fra le barre di
sollevamento dei quadri e il tavolo da stampa: -
Appare comunque complesso fornire indicazioni di bonifica; le stesse
devono essere definite sulla base della specificità della singola macchina. -
Tale problematica non deve
essere in alcun caso trascurata -
Specifica ed idonea
formazione degli addetti.(foto 3 B) |
|
|
Foto 3 B |
|
|



|
|
C - Per le macchine da stampa
piana a “tavolo rotante”, si riporta l’esempio significativo della zona
terminale dell’unità di stampa, caratterizzata dalla presenza di una zona di
cattura, trascinamento e schiacciamento delle mani fra il tappeto e l’unità
di lavaggio del tappeto stesso (foto 4 C) -
Installare
ripari fissi o mobili interbloccati -
Segregazione
completa delle parti della macchina interessate Per
i ripari fissi: -
Eliminazione dei sistemi di
fissaggio dei ripari (ad esempio “pomelli”) rimovibili da parte degli
operatori senza l’utilizzo di specifici strumenti di lavoro, quali
cacciaviti, . -
Impiego solo di sistemi di
blocco non agevolmente rimovibili dall’operatore della macchina, quali: viti,
bulloni. |
|
Foto 4 C |
|



D – La rimozione dell’adesivo deve essere
eseguita preferibilmente al di fuori dell’orario di lavoro, utilizzando tutte
le aperture e ventilazioni presenti e dotando i lavoratori addetti di idonei
DPI
RIFERIMENTI NORMA UNI EN ISO
11111:1997
|
§ 12 |
PERICOLI SIGNIFICATIVI E
REQUISITI E/O MISURE DI SICUREZZA CORRISPONDENTI PER LE MACCHINE PER TINTURA
E FINISSAGGIO |
||
|
à |
§ 12.3 |
STAMPA |
|
|
|
à |
§ 12.3.1 |
MACCHINA PER STAMPA A QUADRI
PIANI |
3 – 5 STAMPA A CILINDRI
Rischi lavorativi
A - Durante particolari operazioni: messa a punto della
macchina, regolazione delle ruote di rapporto, vi è elevata probabilità di
lesioni gravi.
B - Presenza di rulli girevoli contro rotanti a coppie e/o
blocchi; presenza di punti di trascinamento fra i rulli e il materiale di
processo che vi scorre sopra
C - Durante le operazioni di
ingresso e/o uscita del tessuto dalla macchina vi è:
1.
Presenza
di materiale di processo in avvolgimento con possibilità di cattura e
trascinamento dell’operatore (l’aumento del rischio associato è dato da
velocità di rotazione elevate, generalmente superiori a 2 m/min);
2.
Possibilità
di schiacciamento da parte del braccio di comando;
3.
Possibilità
di ribaltamento del cavalletto di alloggiamento del tessuto;
4.
Possibilità
di cattura ad opera delle parti terminali dell’asse dell’arrotolatore in
rotazione (sia l’estremo libero, sia l’estremo collegato all’unità “motrice”).
D – Presenza di zone di cattura, trascinamento e
schiacciamento delle mani fra il tappeto (nastro trasportatore) ed elementi
fissi della macchina.
E – Presenza a bordo
macchina di organi di trasmissione non protetti con possibilità di cattura
dell’operatore: cinghie / ingranaggi - alberi e giunti
F – Presenza del movimento “d’andirivieni” del faldatore con
possibilità di urto, schiacciamento o cesoiamento (in particolare se la
distanza fra la parte inferiore del faldatore e il piano di calpestio è
inferiore a 2,7 metri.)
G – Possibilità di impigliamento, trascinamento, cattura da
parte di organi in movimento interni alla macchina in seguito alla apertura dei
portelloni laterali e/o posteriori.
Possibilità caduta, urto e intrappolamento dell’operatore
all’interno della mansarda di asciugamento ( Vi è inoltre possibilità di
ustioni (pericolo termico) in seguito a esposizione ad alte temperature durante
particolari lavorazioni).
H
– Rischio di contatto con superfici a temperature superiori a 65 °C da parte
dell’operatore (specialmente nella zona della mansarda di
asciugamento:tubazioni di adduzione del vapore / calore).
I - Esposizione a
solventi e sostanze chimiche dovute alla grande quantità di pasta da stampa
utilizzata
L – Esposizione a rumore
M – Gravi lesioni dovuti a tagli durante la movimentazione,
l’installazione ed il deposito di racle di metallo che con l’uso diventano
taglienti.
Danno Atteso
A – Lesioni da schiacciamento e/o
trascinamento di mani e arti superiori
B - Lesioni da schiacciamento e/o
trascinamento di mani
C - Lesioni da schiacciamento e/o
trascinamento di mani
D - Lesioni da schiacciamento e/o
trascinamento di mani
E - Lesioni da schiacciamento e/o
trascinamento di mani
F - Lesioni da urto o cesoiamento
H - Ustioni
I – Effetti tossici
L – Effetti uditivi ed extra-uditivi
da rumore
M – Lesioni da taglio di mani-polsi.
Interventi
prevenzionistici
A - I cilindri devono
poter essere regolati a distanza mediante dispositivi di inclinazione, e devono
essere previste chiusure di protezione fisse o interbloccate per le ruote di
rapporto (la scelta è in funzione della frequenza di accesso necessaria).
|
|
B
- Distanziamento fra cilindri controrotanti e/o fra cilindri e parti fisse
compreso fra 120 – 150 mm o maggiore di 500 mm; o
installazione di - ripari fissi o mobili interbloccati - dispositivi di
protezione fotoelettrici (“fotocellule”) che coprano l’intera larghezza del
punto di trascinamento - dispositivi di
tipo sensibile (ad esempio “fune a strappo”) che coprano l’intera larghezza
del punto di trascinamento (foto 1 B) |
|
Foto 1 B |
|


C – Dispositivo di sicurezza fotoelettrico a presidio del
punto di trascinamento; l’azionamento del dispositivo deve determinare
l’arresto della trasmissione e il sollevamento immediato del cilindro ad una
distanza maggiore di 120 mm dalla superficie del rotolo in avvolgimento
/svolgimento;
-
Dispositivi
di tipo sensibile (ad esempio “fune a strappo”), posizionato sul lato operatore
in maniera da poter essere azionato volontariamente ed involontariamente;
-
Fissaggio
del cavalletto al suolo;
-
Manicotti
per la copertura completa degli estremi dell’asse dell’arrotolatore.
In
alternativa:
-
segregazione dell’area con
barriere fotoelettriche o recinzione con porte interbloccate
D –
Ripari di tipo regolabile, chiusure di protezione (foto 2 D e 3 D)
|
|
|
|
|
Foto 2 D |
Foto 3 D |
|





E – Ripari fissi o mobili interbloccati: segregazione
completa delle parti della macchina interessate
Per i ripari fissi:
-
eliminazione
dei sistemi di fissaggio dei ripari (ad esempio “pomelli”) rimovibili da parte
degli operatori senza l’utilizzo di specifici strumenti di lavoro, quali
cacciaviti.
-
impiego
solo di sistemi di blocco non agevolmente rimovibili dall’operatore della
macchina, quali: viti, bulloni.
F – Ripari fissi o mobili interbloccati se la distanza fra
la parte inferiore del faldatore e il piano di calpestio (pavimento o
postazione sopraelevata) è inferiore a 2,7 metri.
G - Porte interbloccate con bloccaggio del
riparo;
-
Porte
apribili dall’interno;
-
Avviamento
della macchina solo mediante azionamento del comando di avvio (proibito l’avvio
della macchina con la sola chiusura della porta);
-
Comando
di avvio a ripristino automatico posizionato in modo che l’operatore possa
vedere l’interno dell’impianto, oppure comando di azzeramento positivo
posizionato accanto alla porta, senza l’azionamento del quale non sia possibile
avviare la macchina.
H – Coibentazione e/o segregazione delle superfici calde con
T > 65 °C. Se vi è impossibilità di coibentazione e/o segregazione;
apposizione di Colorazione gialla con pittogramma indicante il pericolo termico
I
– La rimozione dell’adesivo deve essere
eseguita preferibilmente al di fuori dell’orario di lavoro, utilizzando tutte
le aperture e ventilazioni presenti e dotando i lavoratori addetti di idonei DPI
L
- Allontanamento delle zone di lavaggio
manuale di cilindri dal reparto stampa
o uso di impianti automatici di lavaggio attrezzi.
N
- Uso di idonei guanti antitaglio ma con buona presa. Porta-racle posizionato
in zona di non passaggio
Nota Importante sulle modalità operative
:
Con la macchina in funzione, gli addetti in nessun caso
devono:
-
arrampicarsi
sul bordo della macchina sporgendosi al di sopra della stessa (tale operazione
viene talvolta effettuata dagli addetti per controllare le condizioni di
stampa)
-
intervenire
sui cilindri di stampa mentre gli stessi sono in movimento
Qualsiasi intervento sui cilindri da
stampa (es. apposizione di nastro adesivo per limitare le zone di stampa) deve
essere effettuato tassativamente prima di montare gli stessi sulla macchina.
Qualora si rendesse necessario
intervenire sui cilindri già montati sulle unità di stampa, occorre fermare la
macchina, smontare i cilindri e quindi apportare le dovute modifiche.
Osservazione:
Si
osserva che, in generale, la “pericolosità” dei rulli non è dovuta
esclusivamente alla presenza di rulli controrotanti o adiacenti a parti fisse,
ma anche alla presenza di coppie aventi il medesimo senso di rotazione e
velocità periferica diversa e coppie con differente copertura della superficie.
RIFERIMENTI NORMA UNI EN ISO
11111:1997
|
§ 12 |
PERICOLI SIGNIFICATIVI E
REQUISITI E/O MISURE DI SICUREZZA CORRISPONDENTI PER LE MACCHINE PER TINTURA
E FINISSAGGIO |
||
|
à |
§ 12.3 |
STAMPA |
|
|
|
à |
§ 12.3.4 |
MACCHINA PER STAMPA A cilindri |
3 – 6 MACCHINE PER LA PULIZIA DEI QUADRI, DEI
CILINDRI E DEI CONTENITORI DI PASTE DA STAMPA
Rischi lavorativi
A – Presenza a bordo
macchina di organi di trasmissione o elementi mobili non protetti con
possibilità di cattura dell’operatore:cinghie / ingranaggi - alberi e giunti.
Si segnala la possibilità di assenza di interblocco alle ante di accesso al
vano di lavaggio ove è possibile la presenza di organi per il moto e/o di
elementi meccanici impiegati per la pulizia degli oggetti.
B – Sistemi di carico automatico dei quadri. Presenza di macchine e/o
dispositivi di movimentazione che, a causa del loro movimento automatico, si
spostano da una posizione all’altra generalmente lungo un percorso definito o
che possono ruotare.
C – Rischio di scivolamento per la presenza di paste da
stampa ed acqua sul pavimento
D – Microclima disagevole per la continua presenza di acqua.
E – Rumore per le operazioni di lavaggio manuale con getto
d’acqua a pressione
F -
Esposizione a solventi utilizzi
per la pulizia di racle intrise con particolari paste da stampa
Danno Atteso
A – Lesioni di mani
e arti superiori. Si segnala un infortunio mortale su una macchina lavagamelle
priva del dispositivo di blocco
B – Lesioni per schiacciamento, urto o cesoiamento
C – Contusioni e
fratture
D – Esposizione a microclima disagevole
E – Effetti uditivi ed extrauditivi
F – Effetti tossici
Interventi prevenzionistici
|
A – Ripari fissi o mobili
interbloccati con segregazione completa delle parti della macchina
interessate. (Foto1 A) |
|
|
|
Foto 1 A |

B – Per il lavaggio in automatico devono essere previsti
dispositivi di sicurezza o recinzioni. Devono essere previsti dispositivi di
sicurezza o chiusure di protezione per i dispositivi di movimentazione o gli
elementi operativi allo scopo di impedire l’accesso alle zone pericolose.
C – Il pavimento deve essere progettato per facile deflusso dei liquidi o dell’acqua di lavaggio.
Griglie e comunque piastrelle antiscivolo devono essere previste per questo locale
D – Predisporre le aperture
previste dal locale regolamento di igiene per una ventilazione naturale e
dotare i lavoratori di idonei DPI (stivali, grembiuli per evitare di bagnarsi).
E – Preferire i sistemi
automatici a quelli manuali in ogni caso dotare i lavoratori di idonei DPI per
l’esposizione al rumore.
F – Limitare l’uso di
sostanze nocive.
NOTA
Le “macchine per la pulizia dei quadri” non vengono
espressamente citate nella UNI 11111: 1997, all’interno di una specifica
sezione.
I riferimenti tecnici alla norma UNI
11111:1997 devono pertanto essere ricercati analizzando i singoli macchinari
installati o parti costitutive degli stessi.
4
–1 Vaporizzaggio tessuti
Il
Vaporizzaggio è l’operazione applicata al supporto stampato asciutto per
fissare stabilmente i coloranti alla fibra; infatti, i coloranti e tutti i
prodotti della pasta da stampa sono trattenuti nel film secco di addensante
sulla superficie del materiale.
Durante
il vaporizzaggio, l’azione dell’umidità condensata sulla fibra combinata con
l’azione del calore dell’ambiente, fa sì che il colorante si diffonda dallo
strato superficiale all’interno della fibra e vi si fissi.
4
– 2 Lavaggio tessuti
Il
lavaggio del tessuto vaporizzato serve ad allontanare dal tessuto il colorante
non fissato, l’addensante, i prodotti di reazione ed i reagenti ancora
presenti, E’ un’operazione delicata in quanto si deve impedire, con l’uso di
idonei disperdenti e prodotti chimici, che il colorante non fissato vada a
tingere le parti chiare della stampa. Gli
impianti sono simili a quelli di cui al punto 1 – 2 “purga e/o lavaggio
tessuti”; più spesso vengono utilizzate barche di lavaggio simili a quelle
utilizzate per la tintura. Vengono impiegati saponi e sostanze riducenti (quali
idrosolfito di sodio)
4 –1 VAPORIZZAGGIO TESSUTI
Rischi Lavorativi:
A
– Possibilità di contatto con il vapore.
B – Presenza del movimento “d’andirivieni” del faldatore con
possibilità di urto, schiacciamento o cesoiamento
C – Possibilità di caduta, urto e intrappolamento
dell’operatore all’interno di recipienti o elementi dell’impianto.
D – Presenza di oblò di ispezione o porte di accesso a zone
pericolose della macchina, con possibilità di cattura, trascinamento, urto.
E
– Possibilità di contato con superfici a temperature superiori a 65 °C
Danno atteso
A – Ustioni
B – Lesioni a mani e arti
superiori
C – Lesioni anche gravissime
da schiacciamento
D – Lesioni anche gravissime
da schiacciamento
E – Ustioni
Interventi prevenzionistici
A
– In caso di vaporizzatori atmosferici:
deve essere evitato lo scarico di vapore in quantità
pericolose dalle aperture di entrata e di uscita del tessuto (per esempio, per
determinati tipi di vaporizzatori possono essere utilizzati dispositivi di tenuta,
anche idraulica, e fessure di scarico).
Quando la progettazione dei vaporizzatori atmosferici è tale per cui
l'operatore può rimanere lesionato da fuoriuscite di vapore, il sistema di
scarico del vapore deve essere interbloccato con l'alimentazione del vapore in
modo che vi sia interruzione automatica della stessa;
quando è possibile che fuoriescano quantità ingenti di vapore dai
vaporizzatori atmosferici, le porte devono essere progettate in modo che la
loro apertura avvenga in due fasi, delle quali la prima serve a convogliare il
vapore verso l'alto allontanandolo dall'operatore oppure le porte devono essere
interbloccate con l'alimentazione di vapore in modo da impedirne l'apertura
fino a interruzione avvenuta dell'alimentazione di vapore;
per i vaporizzatori atmosferici a fondo aperto, occorre
impedire l'accesso alla zona di vapore facendo sì, per esempio, che l'altezza
sia maggiore dell'altezza accessibile, cioè 2500 mm
-
In caso di vaporizzatori a
pressione:
per i vaporizzatori a pressione in continuo, i dispositivi
di tenuta gonfiati di entrata e di uscita devono essere posizionati sulla parte
superiore del vaporizzatore oppure in posizione distante dalla parte del
vaporizzatore in cui è normalmente presente l'operatore e deve essere previsto
un sistema di scarico del vapore, progettato per entrare in funzione in caso di
perdita di pressione nei giunti di entrata e di uscita.
B – Ripari fissi o mobili interbloccati se la distanza
fra la parte inferiore del faldatore e il piano di calpestio (pavimento o
postazione sopraelevata) è inferiore a 2,7 metri.
|
|
C – Installare: -
Porte
interbloccate con bloccaggio del riparo; -
Porte
apribili dall’interno; -
Avviamento
della macchina solo mediante azionamento del comando di avvio (proibito
l’avvio della macchina con la sola chiusura della porta); -
Comando
di avvio a ripristino automatico posizionato in modo che l’operatore possa
vedere l’interno dell’impianto, oppure -
Comando di azzeramento
positivo posizionato accanto alla porta, senza l’azionamento del quale non
sia possibile avviare la macchina. (Foto 1 C) |
|
Foto 1 C |
|


D – Gli oblò devono essere costruiti con materiale in grado
di sopportare danni meccanici e, se necessario l’aggressione chimica (per
esempio, foglio di policarbonato o vetro di sicurezza temprato).
Se
gli oblò possono essere aperti e consentono l’accesso a zone pericolose della
macchina, occorre:
-
interbloccare
l’oblò;
-
rendere l’oblò non apribile
(assimilandolo pertanto ad un “riparo fisso”).
E – Coibentazione e/o segregazione delle superfici calde con
T > 65 °C.
Se
vi è impossibilità di coibentazione e/o segregazione; apposizione di
colorazione gialla;
pittogramma indicante il pericolo termico.
|
RIFERIMENTI NORMA UNI EN
ISO 11111:1997 |
|
§ 12 |
PERICOLI SIGNIFICATIVI E
REQUISITI E/O MISURE DI SICUREZZA CORRISPONDENTI PER LE MACCHINE PER TINTURA
E FINISSAGGIO |
||
|
à |
§ 12.4 |
FISSAGGIO, IMBIBIZIONE,
ESSICCAZIONE |
|
|
|
à |
§ 12.4.1 |
camere di vaporissaggio |
4 - 2 LAVAGGIO TESSUTI
Impianti
in largo
Rischi
lavorativi:
A
- I sistemi di rulli per lo scorrimento
del tessuto presenti su questi impianti, possono essere causa di presa e
trascinamento degli arti superiori degli addetti. Il rischio è maggiore dove i
rulli sono motorizzati, contrapposti, o posti ad una distanza da parti fisse,
tale che possa avvenire la presa e il trascinamento, con conseguente
schiacciamento tra i rulli o tra la parte fissa e quella mobile.
B
- caduta durante l’incorsatura del tessuto o attività di controllo
C
– esposizione a condizioni microclimatiche disagevoli sui piani sopraelevati a
causa della mancanza di aspirazioni sulle parti di maggior diffusione dei
vapori o ad una carente ventilazione;
D
– contatti con superfici ustionanti, in particolare tubazioni del vapore che
vanno a riscaldare i bagni;
E
– inalazione di sostanze irritanti e contatti con le stesse durante la loro
manipolazione.
F-
contatti con organi di trasmissione
G
– Presenza del movimento “d’andirivieni” del faldatore con possibilità di urto,
schiacciamento o cesoiamento (in particolare se la distanza fra la parte
inferiore del faldatore e il piano di calpestio è inferiore a 2,7 metri).
H
– Rumore dovuto alla fase di riscaldamento dei bagni con vapore diretto.
Danno
atteso:
A – Lesioni traumatiche quali contusioni, ferite
lacero contuse, fratture.
B
– Contusioni e fratture;
C
– Colpi di Calore
D
– Ustioni
E
– Lesioni cutanee/oculari
F – Amputazioni di dita o
lesioni traumatiche quali contusioni, ferite lacero contuse, fratture.
G
– Lesioni mani arti superiori
H
– Danni uditivi ed extrauditivi da
rumore
Interventi
prevenzionistici:
|
|
A
– sostituzione delle protezioni cilindriche con barre quadrate in quanto le
protezioni da adottare sono in funzione dell’angolo incidente del tessuto in
entrata; oppure: -
Ripari
fissi o mobili interbloccati -
Distanziamento
fra cilindri controrotanti e/o fra cilindri e parti fisse compreso fra 120 –
150 mm o maggiore di 500 mm -
Dispositivi
di protezione fotoelettrici (“fotocellule”) che coprano l’intera larghezza
del punto di trascinamento -
Dispositivi
di tipo sensibile (ad esempio “fune a strappo”) che coprano l’intera
larghezza del punto di trascinamento (Foto 1 A) |
|
Foto 1 A |
|


B –
Installazione di parapetto di altezza minimo 1000 mm, elementi intermedi
distanziati fra loro massimo 500 mm e bordi di contenimento minimo 100 mm
(arresto al piede con altezza dal piano di calpestio minimo 15 cm)
-
Larghezza
della postazione di lavoro minimo 500 mm
-
Passerella
e scala di accesso antiscivolo
-
Se vi è possibilità di caduta
dentro le strutture dell’impianto: recinzione/barriera costituita da lastra
chiusa con altezza minimo 1000 mm, oppure
-
Recinzione/barriera
altezza minimo 1000 mm e barre intermedie distanziate fra loro minimo 180 mm
(arresto al piede con altezza dal piano di calpestio minimo 15 cm)
-
Completamento delle protezioni
dei parapetti;
C – adeguate aspirazioni
da installare sulle zone di emissione dei vapori e idonei ricambi d’aria per
migliorare le condizioni microclimatiche del reparto, spesso interamente
coinvolto dalle emissioni di questi impianti;
D
– coibentazione delle tubazioni del vapore delle superfici della macchina
accessibili all’operatore T > 65 °C. Se vi è impossibilità di coibentazione
e/o segregazione; apposizione di colorazione gialla con pittogramma.
E
– utilizzare per i caricamenti nelle vasche di alimentazione dei prodotti
sull’impianto, pompe che prelevino direttamente le sostanze dai contenitori
originali evitando travasi; devono essere messi a disposizione idonei mezzi di
protezione personale.
F – installazione di ripari fissi o mobili interbloccati e/o
segregazione completa delle parti della macchina interessate.
|
Foto 2 G |
G – Ripari fissi o mobili interbloccati se la distanza fra
la parte inferiore del faldatore e il piano di calpestio (pavimento o
postazione sopraelevata) è inferiore a 2,7 metri. (Foto 2 G) |

Riferimenti Norme Uni EN ISO
11111 luglio 1997
Relativamente agli
“Impianti per il lavaggio in largo”
|
§ 12 |
PERICOLI SIGNIFICATIVI E
REQUISITI E/O MISURE DI SICUREZZA CORRISPONDENTI PER LE MACCHINE PER TINTURA
E FINISSAGGIO |
||
|
à |
§ 12.1 |
PREPARAZIONE |
|
|
|
à |
§ 12.1.9 |
macchine per lavare |
I
tessuti, tinti o stampati, devono essere sempre asciugati, prima di subire
eventuali altre lavorazioni successive. Esistono, infatti, impianti essiccatoi
specifici in falda o a cilindri: generalmente, per piccole partite, sono
utilizzate per questa operazione macchine già esistenti nel reparto
finissaggio, come le Rameuses. In tutti questi impianti non sono aggiunte
sostanze chimiche.
Si
possono quindi riconoscere due fasi:
5
– 1 Asciugatoi in falda
5
– 2 Asciugatoi a cilindri
5 –1 ASCIUGATOIO IN FALDA
Rischi lavorativi
A
– Presenza a bordo macchina di organi di trasmissione non protetti con
possibilità di cattura dell’operatore:
-
Cinghie
/ ingranaggi
-
Alberi
e giunti
B
– Durante le operazioni di ingresso e/o uscita del tessuto dalla macchina vi è:
-
Presenza
di materiale di processo in avvolgimento con possibilità di cattura e
trascinamento dell’operatore (l’aumento del rischio associato è dato da
velocità di rotazione elevate, generalmente superiori a 2 m/min);
-
Possibilità
di schiacciamento da parte del braccio di comando;
-
Possibilità
di ribaltamento del cavalletto di alloggiamento del tessuto;
-
Possibilità
di cattura da parte delle parti terminali dell’asse dell’arrotolatore in
rotazione (sia l’estremo libero, sia l’estremo collegato all’unità “motrice”).
C – Presenza del movimento “d’andirivieni” del faldatore con
possibilità di urto, schiacciamento o cesoiamento (in particolare se la
distanza fra la parte inferiore del faldatore e il piano di calpestio è
inferiore a 2,7 metri).
D – Possibilità intrappolamento dell’operatore all’interno dell’impianto
E
– Presenza di superfici accessibili a temperature superiori a 65 °C
Danno Atteso
A – Lesioni di varia gravità alle mani e agli arti superiori
da ferite lacero contuse a fratture
B – Lesioni di vari gravità, lesioni da schiacciamento
C – Lesioni a mani e arti superiori
D – Lesioni da schiacciamento, con esiti anche mortali
E – Ustioni
Interventi prevenzionistici
A – Installazione di ripari fissi o
mobili interbloccati e/o segregazione completa delle parti della macchina
interessate
Per
i ripari fissi: eliminazione di unità di fissaggio dei ripari (ad esempio
“pomelli”) rimovibili senza l’utilizzo di specifici strumenti di lavoro, quali
cacciaviti.
Utilizzare
solo sistemi di blocco non agevolmente rimovibili dall’operatore della
macchina, quali: viti, o bulloni.
B – Dispositivo di sicurezza fotoelettrico a presidio del
punto di trascinamento; l’azionamento del dispositivo deve determinare
l’arresto della trasmissione e il sollevamento immediato del cilindro ad una
distanza maggiore di 120 mm dalla superficie del rotolo in avvolgimento
/svolgimento. Inoltre:
-
Dispositivi
di tipo sensibile (ad esempio “fune a strappo”), posto sul lato operatore in
maniera da poter essere azionato volontariamente ed involontariamente
-
Fissaggio
del cavalletto al suolo per evitare il ribaltamento del rotolo in caso di
inceppamento del tessuto. Infine manicotti per la copertura completa degli
estremi dell’asse dell’arrotolatore. In alternativa: segregazione dell’area con
barriere fotoelettriche o recinzione con porte interbloccate.
C – Ripari fissi o mobili
interbloccati se la distanza fra la parte inferiore del faldatore e il piano di
calpestio (pavimento o postazione sopraelevata) è inferiore a 2,7 metri.
|
|
D – Prevedere: -
Porte
interbloccate con bloccaggio del riparo -
Porte
apribili dall’interno -
Avviamento
della macchina solo mediante azionamento del comando di avvio (proibito
l’avvio della macchina con la sola chiusura della porta) -
Comando
di avvio a ripristino automatico posizionato in modo che l’operatore possa
vedere l’interno dell’impianto, oppure comando di azzeramento positivo
posizionato accanto alla porta, senza l’azionamento del quale non sia
possibile avviare la macchina (foto 1 D). |
|
|
Foto 1 D |
|
|

E – Coibentazione e/o segregazione delle superfici calde con
T > 65 °C. Se vi è impossibilità di coibentazione e/o segregazione;
apposizione di colorazione gialla con pittogramma indicante il pericolo termico
|
RIFERIMENTI NORMA UNI EN ISO 11111:1997 |
|
§ 12 |
PERICOLI SIGNIFICATIVI E
REQUISITI E/O MISURE DI SICUREZZA CORRISPONDENTI PER LE MACCHINE PER TINTURA
E FINISSAGGIO |
||
|
à |
§ 12.4 |
FISSAGGIo, IMBIBIZIONE,
ESSICAZIONE |
|
|
|
à |
§ 12.4.4 |
essiccatoi, macchine per il
trattamento termico |
5 – 2 ASCIUGATOIO A CILINDRI
Rischi lavorativi
A – Presenza di rulli girevoli contro rotanti a coppie /
blocchi e adiacenti a elementi fissi con possibilità di impigliamento e cattura
delle mani; in casi estremamente gravi, intrappolamento degli arti superiori.
B – Presenza a bordo
macchina di organi di trasmissione non protetti con possibilità di cattura
dell’operatore da parte di Cinghie e/o
ingranaggi o alberi e giunti.
C - Durante le operazioni di
ingresso e/o uscita del tessuto dalla macchina vi è presenza di materiale di
processo in avvolgimento con possibilità di cattura e trascinamento
dell’operatore (l’aumento del rischio associato è dato da velocità di rotazione
elevate, generalmente superiori a 2 m/min).
-
Possibilità
di schiacciamento da parte del braccio di comando.
-
Possibilità
di ribaltamento del cavalletto di alloggiamento del tessuto.
-
Possibilità
di cattura da parte delle parti terminali dell’asse dell’arrotolatore in
rotazione (sia l’estremo libero, sia l’estremo collegato all’unità “motrice”)
D
– Presenza superfici accessibili a temperature superiori a 65 °C da parte
dell’operatore quali: tubazioni di adduzione del calore e cilindri riscaldatori.
Danno atteso
A – Lesioni a mani e
arti superiori
B – Lesioni a mani e
arti superiori
C – Lesioni a mani e
arti superiori; lesioni da schiaccaimento
D – Ustioni
Interventi
prevenzionistici
|
|
A – Ripari fissi o mobili interbloccati o dispositivi di
protezione fotoelettrici (“fotocellule”) che coprano l’intera larghezza del
punto di trascinamento. O dispositivi di tipo sensibile (ad esempio “fune a
strappo”) che coprano l’intera larghezza del punto di trascinamento (foto 1 A) |
|
Foto1 A |
|


B – Ripari fissi o mobili interbloccati
-
Segregazione
completa delle parti della macchina interessate
Per
i ripari fissi:
-
Eliminare
unità di fissaggio dei ripari (ad esempio “pomelli”) rimovibili senza
l’utilizzo di specifici strumenti di lavoro, quali cacciaviti.
-
Utilizzare
solo sistemi di blocco non agevolmente rimovibili dall’operatore della
macchina, quali: viti, bulloni.
C – Dispositivo di sicurezza fotoelettrico a presidio del
punto di trascinamento; l’azionamento del dispositivo deve determinare
l’arresto della trasmissione e il sollevamento immediato del cilindro ad una
distanza maggiore di 120 mm dalla superficie del rotolo in avvolgimento
/svolgimento.
-
Dispositivi
di tipo sensibile (ad esempio “fune a strappo”), posizionato sul lato operatore
in maniera da poter essere azionato volontariamente ed involontariamente.
-
Fissaggio
del cavalletto al suolo per evitare ribaltamento dello stesso.
-
Manicotti
per la copertura completa degli estremi dell’asse dell’arrotolatore.
In alternativa:
-
segregazione dell’area con
barriere fotoelettriche o recinzione con porte interbloccate
D
– Coibentazione e/o segregazione delle superfici calde con T > 65 °C. Se vi
è impossibilità di coibentazione e/o segregazione; apposizione di colorazione
gialla con pittogramma indicante il pericolo termico.
|
RIFERIMENTI NORMA UNI EN
ISO 11111:1997 |
|
§ 12 |
PERICOLI SIGNIFICATIVI E
REQUISITI E/O MISURE DI SICUREZZA CORRISPONDENTI PER LE MACCHINE PER TINTURA
E FINISSAGGIO |
||
|
à |
§ 12.4 |
FISSAGGIo, IMBIBIZIONE,
ESSICAZIONE |
|
|
|
à |
§ 12.4.5 |
essiccatoi a cilindri |
Il
finissaggio tessile comprende tutte le lavorazioni che servono a rendere
commerciabile il manufatto tessile con lo scopo di conferire al tessuto un
determinato aspetto oppure una particolare “mano” (sensazione al tatto), o
infine aumentare la resistenza agli agenti esterni di vario tipo.
Possono
essere sommariamente distinti due procedimenti:
-
Trattamento meccanico (senza l’ausilio di sostanza chimiche)
-
Trattamento chimico (con l’ausilio d’appretti)
Trattamento meccanico
6
–1 Calandratura
La
calandratura del tessuto, cioè il passaggio su due o più cilindri riscaldati e
che ruotano alla stessa velocità o a velocità differenti, serve a conseguire
diversi effetti. Normalmente è
effettuata per ammorbidire il tessuto, o per avere un effetto lucido o
semi-lucido permanente. Sullo stesso tipo di impianto può essere ottenuta la
Goffratura, cioè il passaggio del tessuto su due o più cilindri riscaldati, che
ruotano alla stessa velocità e che riportano sul loro superficie dei disegni in
rilievo; si ottiene così un tessuto goffrato cioè con un disegno in rilievo,
permanente, ottenuto appunto con pressione a caldo. Su questi impianti il
riscaldamento dei cilindri avviene a vapore, a olio diatermico o più
frequentemente a riscaldamento diretto con fiamme libere, il cui bruciatore è
alimentato a metano, più raramente a GPL
6
– 2 Smerigliatura -Spazzolatura
E’
un’operazione di preparazione alla garzatura e ha lo scopo di eseguire una
pregarzatura e allentare i fili.
6-
3 Garzatura - Cimatura
E’
l’operazione che permette di ottenere un tessuto peloso su una o entrambe le
facce. Tale effetto si ottiene facendo passare il tessuto su dei cilindri
uncinati e che ruotano ad una velocità maggiore del tessuto ed in senso
contrario allo stesso tessuto. Pericolosa risulta l’operazione di pulizia degli
aghi uncinati e l’affilatura delle punte quando vengono eseguite in manuale.
6
– 4 Sanforizzaggio
E’
un trattamento che rende i tessuti di cotone irrestringibili; il tessuto è
fatto passare su una macchina detta “Sanfor”.
Trattamento
chimico
6
– 5 Rameuse
Su
questo impianto viene eseguito il trattamento chimiche, cioè l’operazione che,
con l’aggiunta di specifici prodotti chimici detti “appretti”, conferisce
particolari caratteristiche finali al tessuto, quali:
-
Antipiega
-
Morbido
-
Antifiamma
-
Antistatica
-
Antimacchia
È
seguita da una zona di introduzione mediante catene a pinza o spilli, sui quali
è agganciato il tessuto in largo, con successivo passaggio in camera di
reazione. Il riscaldamento di detta camera avviene mediante olio diatermico o più frequentemente a
riscaldamento diretto con fiamme libere, con bruciatore alimentato a metano. Su
un impianto simile si può eseguire anche la Spalmatura, operazione che riveste
completamente un tessuto di un film plastico, con lo scopo di conferire
particolarità al tessuto diverse da quelle originali. E’ la tecnica che
permette di ottenere le finte pelli e le tele cerate. E’ eseguita spalmando il tessuto, mediante una racla, (che
sostituisce il foulard di impregnazione) con una resina che deve reagire nella
camera di reazione. Il tessuto alla fine, dopo il taglio delle cimosse con una
taglierina, viene raccolto in falda o su un arrotolatore.
6 – 1
CALANDRE
Rischi lavorativi
A – Presenza di rulli
girevoli contro rotanti a coppie / blocchi e adiacenti a elementi fissi
collocati sia nella zona di ingresso sia in quella di uscita con possibilità di
impigliamento e cattura.
B – presenza a bordo macchina di
organi di trasmissione non protetti con possibilità di cattura dell’operatore:
-
Cinghie
/ ingranaggi
-
Alberi
e giunti.
C – Presenza
di superfici a temperature superiori a 65 °C, quali :
-
Tubazioni
di adduzione del vapore / calore.
-
Cilindri
riscaldati anche per unità “goffratrici”
D – Esposizione a gas di combustione per le calandre
riscaldata a fiamma diretta con metano o GPL
Danno atteso
A – Lesioni alle mani e agli
arti superiori
B – Lesioni alle mani e agli
arti superiori
C – Ustioni
D – intossicazione da CO
Interventi
prevenzionistici
|
|
A – Installare: -
Ripari
fissi o mobili interbloccati -
Dispositivi
di protezione fotoelettrici (“fotocellule”) che coprano l’intera larghezza
del punto di trascinamento -
Dispositivi
di tipo sensibile (ad esempio “fune a strappo”) che coprano l’intera
larghezza del punto di trascinamento (foto 1 A) |
|
Foto 1 A |
|



B – ripari fissi o mobili interbloccati con segregazione
completa delle parti della macchina interessate .
Per i ripari fissi:
-
eliminazione
dei sistemi di fissaggio dei ripari (ad esempio “pomelli”) rimovibili da parte
degli operatori senza l’utilizzo di specifici strumenti di lavoro, quali
cacciaviti.
-
impiego
solo di sistemi di blocco non agevolmente rimovibili dall’operatore della
macchina, quali: viti, bulloni (foto 2 B e 3 B).
|
|
|
||
|
Foto 2 B |
Foto 3 B |
|
|

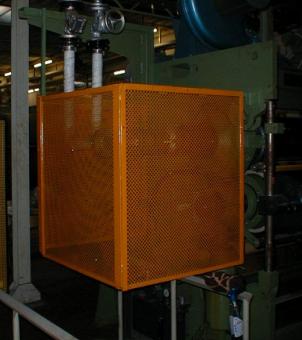

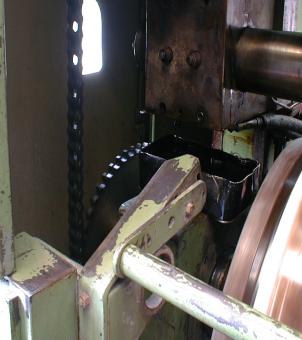
C – coibentazione e/o segregazione
delle superfici calde con T > 65 °C.
Se
vi è impossibilità di coibentazione e/o segregazione, apposizione di
colorazione gialla con pittogramma indicante il pericolo termico.
D – Adeguata ventilazione o
aspirazione localizzata per l’evacuazione rapida dei fumi di combustione.
|
RIFERIMENTI NORMA UNI EN
ISO 11111:1997 |
|
§ 12 |
PERICOLI SIGNIFICATIVI E
REQUISITI E/O MISURE DI SICUREZZA CORRISPONDENTI PER LE MACCHINE PER TINTURA
E FINISSAGGIO |
||
|
à |
§ 12.5 |
finissaggio |
|
|
|
à |
§ 12.5.1 |
calandra |
6 –2
-1 SMERIGLIATRICI
Rischi
lavorativi
A – Presenza di pericoli di natura meccanica (impigliamento,
trascinamento, intrappolamento) in seguito all’azione dei cilindri lavoratori,
di trazione e di alimentazione.
B – Presenza del movimento “d’andirivieni” del faldatore con
possibilità di urto, schiacciamento o cesoiamento (in particolare se la
distanza fra la parte inferiore del faldatore e il piano di calpestio è
inferiore a 2,7 metri).
C – Diffusione di polveri nell’ambiente di lavoro durante il
normale ciclo di lavorazione, con possibilità di inalazione da parte degli
addetti.
Danno
atteso
A
– Lesioni a mani e arti superiori
B –
Lesioni mani arti superiori da trascinamento
C
– Effetti irritativi /tossici
Interventi
prevenzionistici
|
Foto 1 A |
A – Devono essere previsti dei ripari mobili interbloccati
con bloccaggio del riparo sia nella parte anteriore sia nella parte
posteriore della macchina, per impedire l'accesso ai cilindri operatori. Questi possono assumere la forma di schermi verticali a tutta altezza
interbloccati con bloccaggio del riparo discendenti fino al pavimento. La spazzolatura e l'affilatura possono essere eseguite con il riparo
anteriore aperto a condizione che: -
il
cilindro “operatore” possa essere azionato soltanto mediante un dispositivo
di comando per spostamenti limitati mentre i cilindri che girano nel senso
del pelo e contropelo sono fermi; e -
possa
funzionare soltanto un cilindro nel senso del pelo o contropelo mentre il
cilindro è a riposo; e -
a
velocità di affilatura dei cilindri che girano nel senso del pelo e
contropelo sia minore di 1/4 della normale velocità di funzionamento. (foto 1
A) |
|
|
|


B – Ripari fissi o mobili interbloccati se la distanza fra
la parte inferiore del faldatore e il piano di calpestio (pavimento o postazione
sopraelevata) è inferiore a 2,7 metri.
C – Adeguato impianto di aspirazione dell’aeriforme
(polveri), che si origina durante il normale ciclo di lavorazione; inoltre deve
essere prevista una canalizzazione delle polveri ad un adeguato impianto di bonifica
dell’aeriforme prima dell’espulsione dello stesso all’esterno dell’ambiente di
lavoro.
|
ASSIMILABI AI RIFERIMENTI
NORMA UNI EN ISO 11111:1997 |
|
§ 12 |
PERICOLI SIGNIFICATIVI E
REQUISITI E/O MISURE DI SICUREZZA CORRISPONDENTI PER LE MACCHINE PER TINTURA
E FINISSAGGIO |
||
|
à |
§ 12.5 |
finissaggio |
|
|
|
à |
§ 12.5.4 |
garzatrice |
6 –2- 2 SPAZZOLATRICI
Rischi
lavorativi
A – Possibilità da parte dell’operatore di accedere all’area
di lavoro dei cilindri spazzolatori con pericolo di impigliamento,
trascinamento o intrappolamento.
B – Presenza di rulli girevoli contro rotanti a coppie /
blocchi e adiacenti a elementi fissi con possibilità di impigliamento, cattura
delle mani e, in casi estremamente gravi, intrappolamento degli arti superiori.
C
– Durante le operazioni di ingresso e/o uscita del tessuto dalla macchina vi è:
presenza di materiale di processo in avvolgimento con
possibilità di cattura e trascinamento dell’operatore (l’aumento del rischio
associato è dato da velocità di rotazione elevate, generalmente superiori a 2
m/min);
-
possibilità
di schiacciamento da parte del braccio di comando;
-
possibilità
di ribaltamento del cavalletto di alloggiamento del tessuto;
-
possibilità
di cattura da parte delle parti terminali dell’asse dell’arrotolatore in
rotazione (sia l’estremo libero, sia l’estremo collegato all’unità “motrice”).
D
– Presenza a bordo macchina di organi di trasmissione o elementi mobili non
protetti con possibilità di cattura dell’operatore:
-
cinghie
/ ingranaggi
-
alberi
e giunti.
E – Diffusione di polveri nell’ambiente di lavoro durante il
normale ciclo di lavorazione, con possibilità di inalazione da parte degli
addetti.
Danno
atteso
A – Lesioni mani arti superiori
B – Lesioni mani arti superiori con
rischi di amputazione
B
- Lesioni da schiacciamento,
trascinamento e torsione di mani e arti
superiori
D
– Effetti irritativi /tossici
Interventi
prevenzionistici
|
|
A - Devono essere
previste: -
chiusure di protezione per i
cilindri spazzolatori che possono essere costituite da una combinazione di
ripari fissi e mobili (per esempio ripari mobili su tutta la larghezza) per
consentire l'accesso per la pulizia. -
I ripari mobili devono
essere interbloccati con bloccaggio del riparo. (foto 1 A) |
|
Foto 1 A |
|


|
|
B - Installare : -
Ripari
fissi o mobili interbloccati -
Dispositivi
di protezione fotoelettrici (“fotocellule”) che coprano l’intera larghezza
del punto di trascinamento. -
Dispositivi
di tipo sensibile (ad esempio “fune a strappo”) che coprano l’intera
larghezza del punto di trascinamento (foto 2 B) |
|
Foto 2 B |
|

C – Dispositivo di sicurezza fotoelettrico a presidio del
punto di trascinamento; l’azionamento del dispositivo deve determinare
l’arresto della trasmissione e il sollevamento immediato del cilindro ad una
distanza maggiore di 120 mm dalla superficie del rotolo in avvolgimento
/svolgimento; inoltre:
-
dispositivi
di tipo sensibile (ad esempio “fune a strappo”), posizionato sul lato operatore
in maniera da poter essere azionato volontariamente ed involontariamente
-
fissaggio
del cavalletto al suolo;
-
manicotti
per la copertura completa degli estremi dell’asse dell’arrotolatore.
In
alternativa:
-
segregazione
dell’area con barriere fotoelettriche o recinzione con porte interbloccate.
D – Ripari fissi o mobili interbloccati con segregazione
completa delle parti della macchina interessate
Per i ripari fissi:
-
eliminazione
dei sistemi di fissaggio dei ripari (ad esempio “pomelli”) rimovibili da parte
degli operatori senza l’utilizzo di specifici strumenti di lavoro, quali
cacciaviti;
-
impiego
solo di sistemi di blocco non agevolmente rimovibili dall’operatore della
macchina, quali: viti, bulloni .
E – Adeguato impianto di aspirazione dell’aeriforme
(polveri), che si origina durante il normale ciclo di lavorazione e
canalizzazione delle polveri ad un adeguato impianto di bonifica dell’aeriforme
prima dell’espulsione dello stesso all’esterno dell’ambiente di lavoro.
|
§ 12 |
PERICOLI SIGNIFICATIVI E
REQUISITI E/O MISURE DI SICUREZZA CORRISPONDENTI PER LE MACCHINE PER TINTURA
E FINISSAGGIO |
||
|
à |
§ 12.1 |
PREPARAZIONE |
|
|
|
à |
§ 12.1.1 |
spazzolatrici |
6 – 3 –1 garzatrici
Rischi lavorativi
A – Presenza di pericoli di natura meccanica (impigliamento,
trascinamento, intrappolamento) in seguito all’azione dei cilindri lavoratori,
di trazione e di alimentazione, in particolare durante la pulizia o
l’affilamento delle punte dei cilindri uncinati manualmente.
B – Presenza del movimento “d’andirivieni” del faldatore con
possibilità di urto, schiacciamento o cesoiamento (in particolare se la
distanza fra la parte inferiore del faldatore e il piano di calpestio è
inferiore a 2,7 metri).
C
– Presenza a bordo macchina di organi di trasmissione non protetti con
possibilità di cattura dell’operatore:
-
cinghie
/ ingranaggi;
-
alberi
e giunti.
D – Diffusione di polveri nell’ambiente di lavoro durante il
normale ciclo di lavorazione, con possibilità di inalazione da parte degli
addetti.
Danno
atteso
A –
Lesioni mani arti superiori con rischi di amputazione amputazione arti
superioni gravi
B –
Lesioni mani e arti superiori
C -
Lesioni da schiacciamento, trascinamento e torsione di mani e arti superiori
D –
Effetti irritativi /tossici
Interventi prevenzionistici
A – Devono essere previsti dei ripari mobili interbloccati
con bloccaggio del riparo sia nella parte anteriore sia nella parte posteriore
della macchina, per impedire l'accesso ai cilindri operatori. (Foto 1 e 2
Rischio A) Questi possono assumere la forma di schermi verticali a tutta
altezza interbloccati con bloccaggio del riparo discendenti fino al pavimento.
La spazzolatura e l'affilatura manuale possono essere eseguite con il
riparo anteriore aperto a condizione che:
-
il
cilindro garzatore possa essere azionato soltanto mediante un dispositivo di
comando per spostamenti limitati mentre i cilindri che girano nel senso del
pelo e contropelo sono fermi;
-
possa
funzionare soltanto un cilindro nel senso del pelo o contropelo mentre il
cilindro è a riposo; e
-
a
velocità di affilatura dei cilindri che girano nel senso del pelo e contropelo
sia minore di 1/4 della normale velocità di funzionamento; e
-
il
dispositivo di affilatura non crei pericolo di intrappolamento; e
-
siano
previste passerelle posizionate in modo conforme ai requisiti ergonomici;
|
|
|
|
Foto 1 Rischio A |
Foto 2 Rischio A |

B – Ripari fissi o mobili interbloccati se la distanza fra
la parte inferiore del faldatore e il piano di calpestio (pavimento o
postazione sopraelevata) è inferiore a 2,7 metri.
C – Ripari fissi o mobili interbloccati
Segregazione completa delle parti della macchina
interessate.
Per
i ripari fissi:
eliminazione dei sistemi di fissaggio dei ripari (ad esempio
“pomelli”) rimovibili da parte degli operatori senza l’utilizzo di specifici
strumenti di lavoro, quali cacciaviti, …;
impiego
solo di sistemi di blocco non agevolmente rimovibili dall’operatore della
macchina, quali: viti, bulloni ….
D – Adeguato impianto di aspirazione dell’aeriforme
(polveri), che si origina durante il normale ciclo di lavorazione.
Canalizzazione delle polveri ad un adeguato impianto di
bonifica dell’aeriforme prima dell’espulsione dello stesso all’esterno
dell’ambiente di lavoro.
|
RIFERIMENTI NORMA UNI EN
ISO 11111:1997 |
|
§ 12 |
PERICOLI SIGNIFICATIVI E
REQUISITI E/O MISURE DI SICUREZZA CORRISPONDENTI PER LE MACCHINE PER TINTURA
E FINISSAGGIO |
||
|
à |
§ 12.5 |
finissaggio |
|
|
|
à |
§ 12.5.4 |
garzatrice |
6 – 3 – 2 CIMATRICI
Rischi lavorativi
A – Possibilità da parte dell’operatore di accedere alle
lame di taglio/cimatura con eventualità di taglio o recisione, sia durante le
normali operazioni sia durante operazioni particolari (pulizia)
B
– Presenza a bordo macchina di organi di trasmissione non protetti con
possibilità di cattura dell’operatore:
-
cinghie
/ ingranaggi;
-
alberi
e giunti.
C – Diffusione di polveri nell’ambiente di lavoro durante il
normale ciclo di lavorazione, con possibilità di inalazione da parte degli
addetti.
Danno Atteso
A –
Lesioni mani arti superiori con rischi di amputazione
B
- Lesioni mani e arti superiori
C – Effetti irritativi
/tossici
Interventi prevenzionistici
|
|
A – Devono essere previste chiusure di protezione per
impedire l’accesso alle lame di taglio / cimatura. Queste
devono essere costituite da ripari mobili interbloccati con bloccaggio del
riparo. L'interblocco
deve entrare in funzione quando le lame sono in movimento, sia in posizione
di taglio sia in posizione sollevata; e Non deve essere possibile accedere alle lame di
taglio/cimatura con le dita o con le mani dal retro della macchina; e Occorre fare in modo che le lame possano essere affilate
rimanendo montate sulla macchina. Questo può essere possibile progettando la macchina in modo che la
lama di taglio possa funzionare in senso inverso a velocità ridotta quando il
riparo è aperto. (foto 1 A) |
|
Foto 1 A |
|

B – Ripari fissi o mobili interbloccati con segregazione
completa delle parti della macchina interessate.
Per
i ripari fissi:
-
Eliminazione
dei sistemi di fissaggio dei ripari (ad esempio “pomelli”) rimovibili da parte
degli operatori senza l’utilizzo di specifici strumenti di lavoro, quali
cacciaviti.
-
Impiego
solo di sistemi di blocco non agevolmente rimovibili dall’operatore della
macchina, quali: viti, bulloni .
C – Adeguato impianto di aspirazione dell’aeriforme
(polveri), che si origina durante il normale ciclo di lavorazione con canalizzazione
delle polveri ad un adeguato impianto di bonifica dell’aeriforme prima
dell’espulsione dello stesso all’esterno dell’ambiente di lavoro.(foto 2 C)
|
|
|
|
Foto 2 C |
|

Osservazione:
Nella maggioranza dei casi, la
bonifica dell’aeriforme è ottenuta mediante un sistema di filtrazione a secco
(ad esempio: filtro a maniche).
Si ricorda che, ai sensi del D.P.R. n. 203 del 24.05.1988 e disposti di
legge ad esso collegati, le emissioni diffuse devono essere canalizzate
all’esterno dell’ambiente di lavoro (in particolare, ex. Art. 27, comma c,
D.P.C.M. 21.07.1989).
Nell’esempio specifico dei filtri
a maniche collocati all’interno dell’ambiente di lavoro, occorrerà provvedere
alla completa carterizzazione degli stessi ed alla predisposizione di un
condotto di espulsione in atmosfera dell’aria filtrata.
Si rammenta inoltre che l’installazione di un nuovo punto di emissione può essere soggetta a preventiva denuncia agli organi compenti (tale valutazione deve essere calibrata in funzione delle realtà aziendali e territoriali).
|
RIFERIMENTI NORMA UNI EN
ISO 11111:1997 |
|
§ 12 |
PERICOLI SIGNIFICATIVI E
REQUISITI E/O MISURE DI SICUREZZA CORRISPONDENTI PER LE MACCHINE PER TINTURA
E FINISSAGGIO |
||
|
à |
§ 12.1 |
PREPARAZIONE |
|
|
|
à |
§ 12.1.2 |
cimatrici, rasatrici |
6 – 4 SANFOR
Rischi lavorativi
A – Presenza di pericoli
di natura meccanica (trascinamento, intrappolamento) in seguito all’azione di
tappeto e cilindro d’asciugamento, cinghia di restringimento e cilindro
riscaldato manicotto di gomma e dispositivo di affilatura. Particolare rischio
l’operazione di rettifica dl tappeto.
B – Presenza di rulli girevoli contro rotanti a coppie /
blocchi e adiacenti a elementi fissi collocati prevalentemente nella parte
iniziale della macchina e nelle zone adiacenti alla postazione di comando
dell’unità
C
– Durante le operazioni di ingresso e/o uscita del tessuto dalla macchina vi è:
presenza di materiale di processo in avvolgimento con
possibilità di cattura e trascinamento dell’operatore (l’aumento del rischio
associato è dato da velocità di rotazione elevate, generalmente superiori a 2
m/min);
possibilità di schiacciamento da parte del braccio di
comando;
possibilità di ribaltamento del cavalletto di alloggiamento
del tessuto;
possibilità di cattura da parte delle parti terminali dell’asse
dell’arrotolatore in rotazione (sia l’estremo libero, sia l’estremo collegato
all’unità “motrice”).
D – Presenza del movimento “d’andirivieni” del faldatore con
possibilità di urto, schiacciamento o cesoiamento (in particolare se la
distanza fra la parte inferiore del faldatore e il piano di calpestio è
inferiore a 2,7 metri).
E
– Presenza a bordo macchina di organi di trasmissione non protetti con
possibilità di cattura dell’operatore:
cinghie / ingranaggi
alberi e giunti
F
– Presenza di zone a temperature superiori a 65 °C con possibilità di ustioni
da parte dell’operatore:
tubazioni di adduzione del vapore / calore.
superfici della macchina accessibili all’operatore (cilindri
riscaldatori)
Danno
atteso
A –
Lesioni mani arti superiori con rischi di amputazione
B – Lesioni da schiacciamento, trascinamento e torsione di mani e arti superiori
C – Lesioni da schiacciamento, trascinamento e torsione di mani e arti superiori
D –
Lesioni a mani e arti superiori
E –
Lesioni a mani e arti superiori
F – Ustioni
Interventi
prevenzionistici
A – Quando si utilizza un dispositivo di affilatura per
ravvivare il manicotto di gomma (cinghia di restringimento), l'entrata tra la
cinghia e il dispositivo di affilatura deve essere protetta da ripari
appositamente progettati
|
|
B - Ripari fissi o mobili interbloccati, o: -
Distanziamento
fra cilindri controrotanti e/o fra cilindri e parti fisse compreso fra 120 –
150 mm o maggiore di 500 mm. -
Dispositivi
di protezione fotoelettrici (“fotocellule”) che coprano l’intera larghezza
del punto di trascinamento. -
Dispositivi
di tipo sensibile (ad esempio “fune a strappo”) che coprano l’intera
larghezza del punto di trascinamento (foto
1 B) Si
sottolinea che in caso di segregazione mediante recinzione interbloccate
occorre, contrariamente al caso raffigurato, che: -
la
segregazione sia completa; -
gli
interblocchi non siano manomessi |
|
Foto 1 B |
|
C – Dispositivo di sicurezza fotoelettrico a presidio del
punto di trascinamento; l’azionamento del dispositivo deve determinare l’arresto
della trasmissione e il sollevamento immediato del cilindro ad una distanza
maggiore di 120 mm dalla superficie del rotolo in avvolgimento /svolgimento.
Oppure:
-
Dispositivi
di tipo sensibile (ad esempio “fune a strappo”), posizionato sul lato operatore
in maniera da poter essere azionato volontariamente ed involontariamente
-
Fissaggio
del cavalletto al suolo
-
Manicotti
per la copertura completa degli estremi dell’asse dell’arrotolatore
In alternativa:
-
segregazione
dell’area con barriere fotoelettriche o recinzione con porte interbloccate.
D – Ripari fissi o mobili interbloccati se la distanza fra
la parte inferiore del faldatore e il piano di calpestio (pavimento o
postazione sopraelevata) è inferiore a 2,7 metri.
|
|
E – Ripari fissi o mobili interbloccati -
Segregazione
completa delle parti della macchina interessate. Per
i ripari fissi: -
eliminazione
di unità di fissaggio dei ripari (ad esempio “pomelli”) rimovibili senza
l’utilizzo di specifici strumenti di lavoro, quali cacciaviti; -
impiego
solo sistemi di blocco non agevolmente rimovibili dall’operatore della
macchina, quali: viti, bulloni. (foto 2 E) |
|
Foto 2 E |
|


F – Coibentazione e/o segregazione delle superfici calde con
T > 65 °C;
Se
vi è impossibilità di coibentazione e/o segregazione; apposizione di
colorazione gialla con pittogramma indicante il pericolo termico.
|
RIFERIMENTI NORMA UNI EN
ISO 11111:1997 |
|
§ 12 |
PERICOLI SIGNIFICATIVI E
REQUISITI E/O MISURE DI SICUREZZA CORRISPONDENTI PER LE MACCHINE PER TINTURA
E FINISSAGGIO |
||
|
à |
§ 12.4 |
finissaggio |
|
|
|
à |
§ 12.5.6 |
macchine per restringimento |
6 -
5 Rameuse
Rischi lavorativi:
A – cattura e trascinamento da parte dei cilindri accoppiati delle
foulard di spremitura, in particolare durante l’operazione di incordatura, a
causa di:
1 – mancanza di protezioni sulla zona di imboccatura;
2 – collocazione errata della protezione esistente sulla zona di
imboccatura;
3 – forma cilindrica della protezione esistente, che permette ancora la
cattura;
Durante
le operazioni di ingresso e/o uscita del tessuto dalla macchina vi è:
Presenza
di materiale di processo in avvolgimento con possibilità di cattura e
trascinamento dell’operatore (l’aumento del rischio associato è dato da
velocità di rotazione elevate, generalmente superiori a 2 m/min)
Possibilità
di schiacciamento da parte del braccio di comando
Possibilità
di ribaltamento del cavalletto di alloggiamento del tessuto
Possibilità
di cattura da parte delle parti terminali dell’asse dell’arrotolatore in
rotazione (sia l’estremo libero, sia l’estremo collegato all’unità “motrice”)
B – caduta dall’alto quando gli operatori si trovano sui piani
sopraelevati di alcuni impianti, a causa della parziale mancanza di parapetti
idonei;
C – cattura da parte di organi in movimento quali catene a spilli
scoperte, che agganciano il tessuto prima dell’entrata in mansarda e lo
sganciano all’uscita delle camere;
D – cattura da parte del cilindro arrotolatore, nella parte finale
dell’impianto, sul subbio di raccolta del tessuto, a causa della formazione di
una zona di imboccatura tra lo stesso cilindro e il cilindro spremitore;
E – cattura da parte dei cilindri in movimento presso il piano di
lavoro, all’entrata del tessuto in rameuse e da parte dei cilindri allargatori,
presso la parte iniziale dell’impianto; questi, pur non essendo contrapposti
tra loro, possono, a seconda della velocità di trascinamento e della tensione
del tessuto, catturare mani o altre parti del corpo;
Presenza di rulli girevoli contro rotanti a coppie / blocchi
e adiacenti a elementi fissi collocati prevalentemente nella parte iniziale
della macchina e nelle zone adiacenti alla postazione di comando dell’unità
F – esposizione a vapori di formaldeide, dovuta in particolare alle
resine antipiega, sia durante le operazioni di preparazione dei bagni, sia
nella fase di impregnazione su foulard.
G – Possibilità di impigliamento, trascinamento, cattura da
parte di organi in movimento interni alla macchina in seguito alla apertura dei
portelloni laterali e/o posteriori.
H - Vi è inoltre possibilità di ustioni (pericolo termico)
in seguito a esposizione ad alte temperature.
I – Esposizione a vapori tossici/nocivi irritanti
Danno atteso:
A –Lesioni a mani e arti superiori
B – Lesioni da precipitazione dall’alto
C – Lesioni a mani e arti superiori
D – Lesioni a mani e arti superiori
E – Lesioni a mani e arti superiori
F – Effetti irritativi e nocivi
G – Lesioni a mani e arti superiori
H – Ustioni
I – Disagi microclimatici ( colpo di calore)
Interventi prevenzionistici:
|
Foto 1 A |
A - Nella zona di imboccatura del foulard installare
ripari fissi o mobili interbloccati. o: -
Distanziamento
fra cilindri controrotanti e/o fra cilindri e parti fisse compreso fra 120 –
150 mm o maggiore di 500 mm -
Dispositivi
di protezione fotoelettrici (“fotocellule”) che coprano l’intera larghezza
del punto di trascinamento -
Dispositivi
di tipo sensibile (ad esempio “fune a strappo”) che coprano l’intera
larghezza del punto di trascinamento (Foto 1 A) in maniera da poter essere
azionato volontariamente ed involontariamente |
|
-
Fissaggio
del cavalletto al suolo -
Manicotti
per la copertura completa degli estremi dell’asse dell’arrotolatore -
(foro 2 A) In alternativa: -
Segregazione
dell’area con barriere fotoelettriche o recinzione con porte interbloccate.
(foto 2 Rischio A |
Foto
2 Rishio A |



B – Completamento delle protezioni dei parapetti
C – Completamento delle protezioni già esistenti anche sulle “curve
delle catene”, sia in entrata dell’impianto sia in uscita, dotando tali
protezioni di cerniera, in modo da consentire un rapido cambio del tipo di
aggancio, se la macchina ne è provvista, (da pinze a spilli e viceversa).(Foto
3 C e 4 C)
|
|
|
|
|
Foto 3 C |
Foto 4 C |
|


D – Sono state proposte diverse soluzioni, tra cui quella di portare la
zona di imboccatura all’interno, verso l’impianto, e renderla così meno
accessibile rispetto alla posizione abitualmente assunta dal lavoratore. In
ogni caso, considerato che durante l’avvolgimento del tessuto, il diametro del
subbio varia notevolmente, e che conseguentemente cambiano sia l’angolazione
del tessuto rispetto al cilindro, che la posizione della zona di imboccatura,
in tutte le situazioni sono stati installati dei fili di arresto nei pressi
della zona di imboccatura. Per le macchine in cui e tecnicamente possibile,
installare protezioni auto- posizionanti (vedi punto A).
E – Nella maggior parte dei casi si installano griglie o carter
trasparenti sui cilindri allargatori o protezioni analoghe.In alternativa:
-
Distanziamento
fra cilindri controrotanti e/o fra cilindri e parti fisse compreso fra 120 –
150 mm o maggiore di 500 mm
-
Ripari
fissi o mobili interbloccati
(foto
5 E e 6 E)
Si osserva che, in generale, la “pericolosità” dei rulli non è dovuta
esclusivamente alla presenza di rulli controrotanti o adiacenti a parti fisse,
ma anche alla presenza di coppie aventi il medesimo senso di rotazione e
velocità periferica diversa e coppie con differente copertura della superficie
ma soprattutto alla velocità di avanzamento del tessuto che nell’industria
serica si aggira dai 12-20 m/minuti, per il cotoniero da 80-100 m/minuto.
|
|
|
|
|
Foto 5
rischio E |
Foto 6 rischio E |
|



F – Installazione di box aspirati per la preparazione dei bagni e
aspirazioni sulla vasca di impregnazione; aumento dei ricambi d’aria del
locale.
|
Foto 7 G |
G - Porte interbloccate con bloccaggio del
riparo -
Porte
apribili dall’interno -
Avviamento
della macchina solo mediante azionamento del comando di avvio (proibito
l’avvio della macchina con la sola chiusura della porta); -
Comando
di avvio a ripristino automatico posizionato in modo che l’operatore possa
vedere l’interno dell’impianto, oppure -
comando di azzeramento
positivo posizionato accanto alla porta, senza l’azionamento del quale non
sia possibile avviare la macchina.(Foto 7 G) |

|
RIFERIMENTI NORMA UNI EN
ISO 11111:1997 |
|
§ 12 |
PERICOLI SIGNIFICATIVI E
REQUISITI E/O MISURE DI SICUREZZA CORRISPONDENTI PER LE MACCHINE PER TINTURA
E FINISSAGGIO |
||
|
à |
§ 12.4 |
FISSAGGIo, IMBIBIZIONE,
ESSICAZIONE |
|
|
|
à |
§ 12.4.3 |
RAMEUSE |
Alla fine di tutte le operazioni di nobilitazione il
tessuto, prima di uscire dallo stabilimento per la consegna al cliente, deve
essere controllato al fine di verificare eventuali difetti. L’operazione di
controllo viene eseguita su impianti denominati “Tavoli visita-pezze” o
“specole”. L’Impianto è essenzialmente costituito da un sistema che permette di
svolgere il tessuto dal rullo sul quale è arrotolato e di farlo passare su un
piano inclinato interamente illuminato con lampade che rispecchiano lo spettro
della luce solare. In piedi di fronte alla macchina staziona l’operatore che
effettua l’esame visivo del tessuto stesso. Un sistema di rulli, dei quali
alcuni sono motorizzati ed altri sono in folle, permette lo scorrimento del
tessuto sullo specchio. Normalmente il tessuto, dopo il controllo, viene
raccolto un rotolo, su un’anima tubolare di cartone. Alcune volte vengono stvolte
operazioni di smacchiatura con trielina.
Rischi lavorativi
A – cattura:
-
da parte del cilindro,
avvolgitore, contrapposto al piano di raccolta del subbio di tessuto;
-
nelle zone di imboccatura tra
cilindri contrapposti o allargatori; quest’ultimi pur non essendo contrapposti,
possono, per la velocità e la tensione del tessuto catturare mani o altre parti
del corpo;
B – Possibilità di avvio accidentale del comando a pedale
non protetto e/o non distinguibile dal pedale di arresto.
C
– Presenza a bordo macchina di organi di trasmissione non protetti con
possibilità di cattura dell’operatore:
-
cinghie
/ ingranaggi;
-
alberi
e giunti.
D – Diffusione di vapori / emissioni diffuse nell’ambiente
di lavoro in seguito all’utilizzo di agenti chimici (prevalentemente solventi
clorurati) per l’eliminazione di eventuali macchie dal tessuto, con possibilità
di inalazione da parte degli addetti; l’utilizzo di bottiglie di acqua minerale
o bibite, come contenitore di solventi, comporta il rischio, per i lavoratori
di passaggio, di scambiare il solvente per acqua.
E –abbagliamento o forte contrasto di luce, o
riflessi fastidiosi a causa di uno scorretto posizionamento della luce del
tavolo su cui scorre il tessuto;
F – Movimentazione manuale dei rotoli, se non esiste
un sistema di raccolta e/o confezionato
in automatico
G – Postura lavorativa incongura in quanto l’operatore
staziona prevalentemente in piedi.
Danno Atteso
A – Lesioni mani, arti superiori e possibili schiacciamenti
con esito mortale
B – Lesioni mani, arti superiori e possibili schiacciamenti
con esito mortale
C – Lesioni mani, arti superiori
D – Effetti tossici : gravi infortuni per ingestione
solvente.
E – Affaticante visivo
F- Lombalgie acute, infortuni da urto/schiacciamento
G – Affaticamento, danni al rachide
Interventi prevenzionistici
|
|
A – Distanziamento fra cilindri controrotanti e/o fra
cilindri e parti fisse compreso fra 120 – 150 mm o maggiore di 500 mm o
installare ripari fissi o mobili interbloccati Foto 1 A |
|
Foto 1 A |
|

B
|
|
B – Eliminazione dei pedali, impiegando solo comandi
manuali Protezione del pedale di avvio mediante una specifica
cuffia, e contemporanea presenza di un pedale di arresto (quest’ultimo non
deve essere protetto da cuffia) che deve essere facilmente raggiungibile /
azionabile Foto 2 B |
|
Foto 2 B |
|

C – Segregazione degli organi pericolosi
D – Impiego di agenti chimici (prodotti di smacchiatura) a
ridotta pericolosità e installazione di specifico sistema di aspirazione
localizzato a presidio dell’operazione di smacchiatura e canalizzazione
dell’aeriforme all’esterno dell’ambiente di lavoro
Distribuzione e impiego di specifici DPI (facciali /
semifacciali dotati di specifici filtri per solventi) da impiegare nella
conduzione dell’operazione di smacchiatura; attenzione deve essere rivolta ai
contenitori dei solventi che devono riportate l’etichettatura a norma di legge.
E – Sostituzione delle lampade con altre aventi spettro a luce diurna e
dotate di opportuni schermi, e/o variazione delle angolazioni per evitare
l’abbagliamento.
F – Preparazione di rotoli di peso inferiore ai 20kg in
quanto a questi impianti sono addette prevalentemente donne, o installazione di
sistemi per la movimentazione e confezione in automatico, opportunamente
segregati.
G – Dotare il luogo di
lavoro di sedie e dare disposizione affinché l’operatore possa alternale la
posizione seduta a quella eretta.
|
RIFERIMENTI NORMA UNI EN
ISO 11111:1997 |
|
§ 12 |
PERICOLI SIGNIFICATIVI E
REQUISITI E/O MISURE DI SICUREZZA CORRISPONDENTI PER LE MACCHINE PER TINTURA
E FINISSAGGIO |
||
|
à |
§ 12.6 |
finissaggio |
|
|
|
à |
§ 12.6.1 |
macchine di ispezione |